Спосіб чистової обробки зубчастих коліс методом обкату черв’ячною фрезою “победа”
Номер патенту: 53967
Опубліковано: 17.02.2003
Автори: Шаповалов Віктор Федорович, Колесник Володимир Федорович, Давиденко Юрій Миколайович, Неженець Євген Іванович
Формула / Реферат
Спосіб чистової обробки зубчастих коліс методом обкату черв'ячною фрезою "Победа", при якому обробку здійснюють у два прийоми: спочатку обробляють одну бічну поверхню зубів, а потім - іншу, при цьому перед кожним прийомом обробки інструмент установлюють на оправці зі зміщенням на розрахункову відстань у відповідний бік відносно міжосьового перпендикуляра, який відрізняється тим, що обробку ведуть одним інструментом, який при обробці іншої поверхні зубів попередньо встановлюють на оправці з орієнтацією більшого діаметра фрези у протилежний, у порівнянні з її першою установкою, бік і перед обробкою провадять реверс обертання фрези, її подачі, а також реверс обертання колеса, яке оброблюється.
Текст
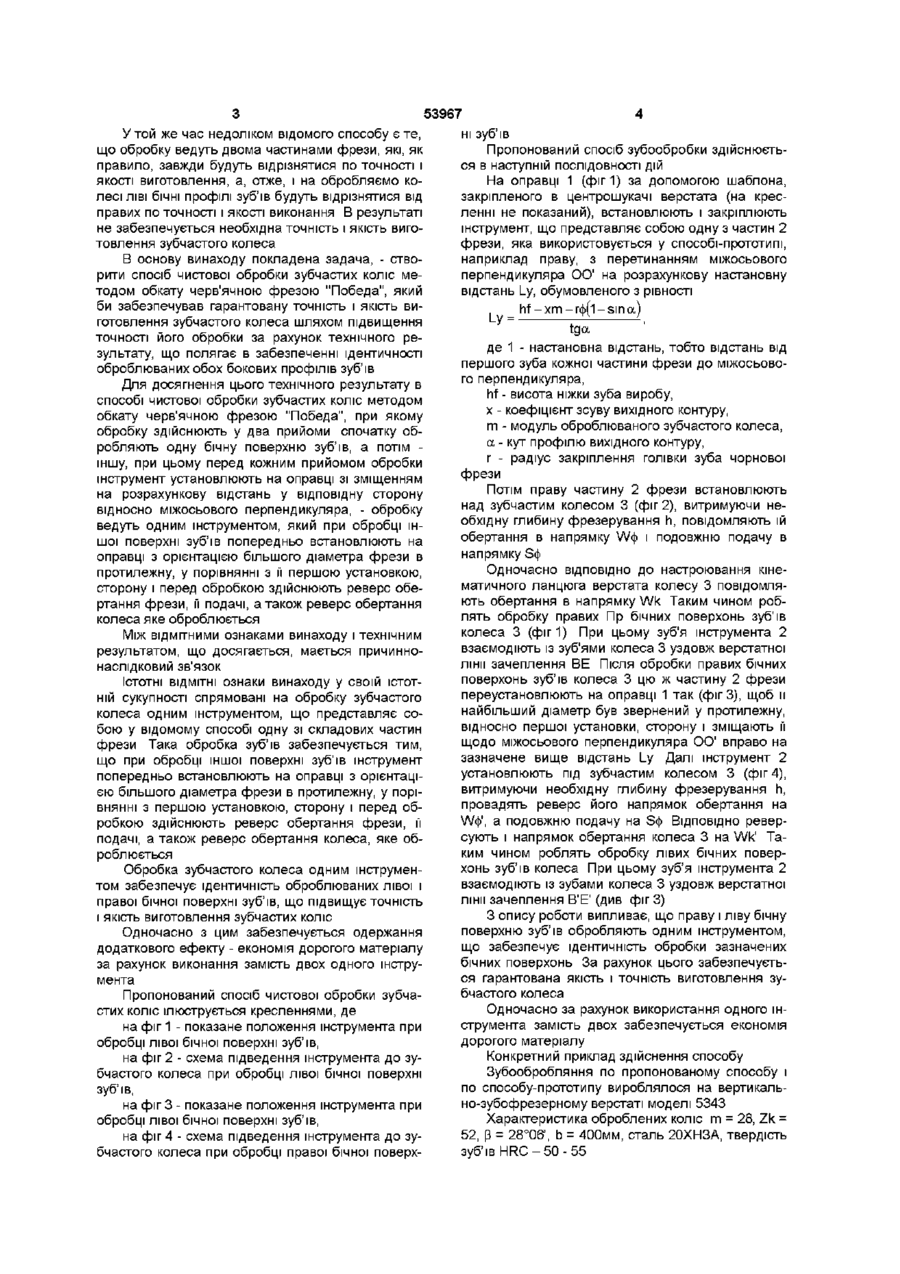
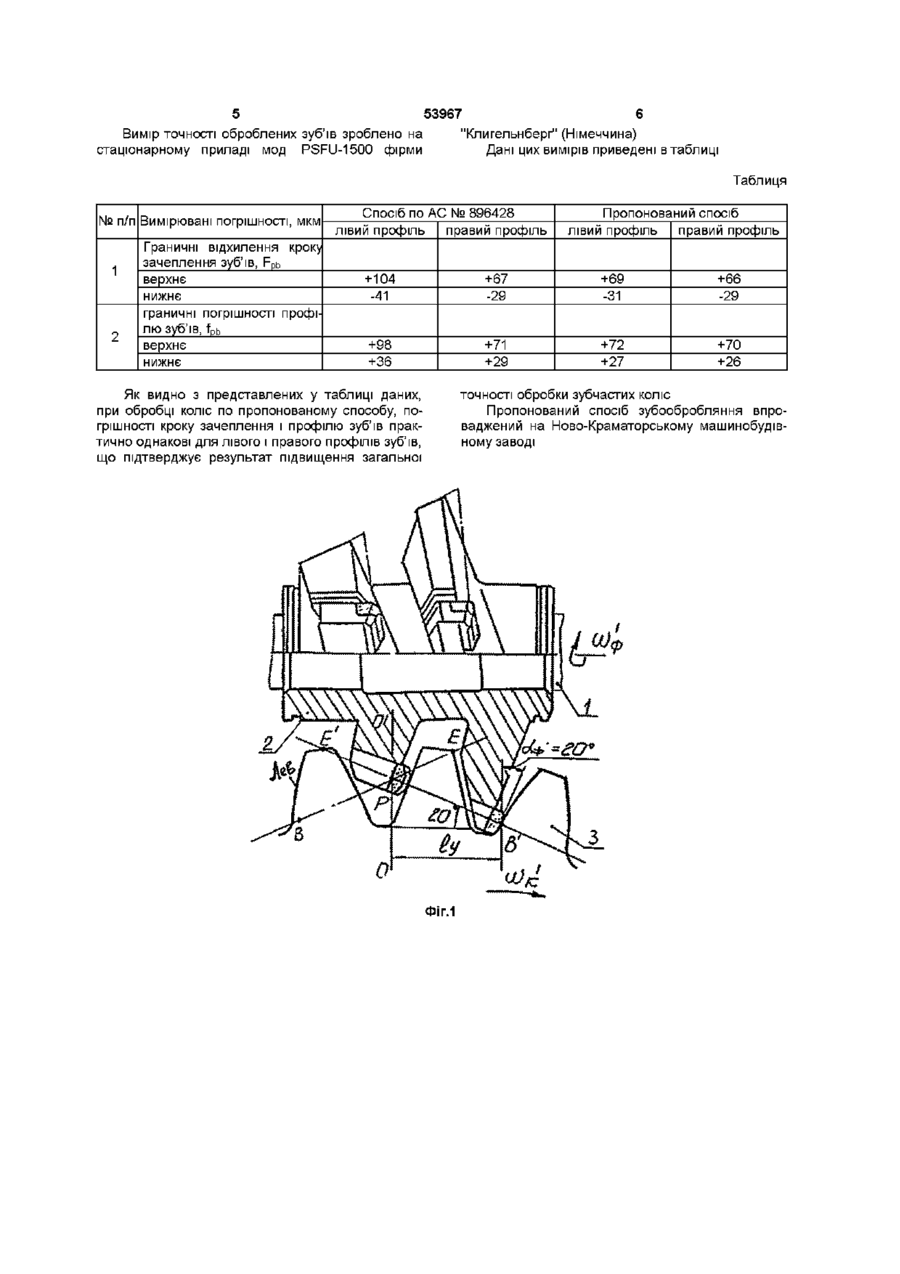
Спосіб чистової обробки зубчастих коліс методом обкату черв'ячною фрезою "Победа", при якому обробку здійснюють у два прийоми спочат ку обробляють одну бічну поверхню зубів, а потім іншу, при цьому перед кожним прийомом обробки інструмент установлюють на оправці зі зміщенням на розрахункову відстань у ВІДПОВІДНИЙ бік відносно міжосьового перпендикуляра, який відрізняється тим, що обробку ведуть одним інструментом, який при обробці іншої поверхні зубів попередньо встановлюють на оправці з орієнтацією більшого діаметра фрези у протилежний, у порівнянні з и першою установкою, бік і перед обробкою провадять реверс обертання фрези, и подачі, а також реверс обертання колеса, яке оброблюється Винахід відноситься до обробки металів різанням, а більш конкретно - до способів чистової обробки переважно крупномодульних зубчастих коліс фрезою "Победа", що має постійний профільний кут зуб'їв 20° Відомий спосіб обробки зуб'їв зубчастих коліс великого модуля черв'ячною фрезою "Победа" (див , наприклад, статтю автора Сидоренко А К "Особливості виготовлення крупномодульних коліс", М Машинобудування, 1976р) Зазначена фреза виконана складеною із двох частин, а сутність відомого способу обробки зуб'їв полягає в тому, що для обробки зубчастого колеса з числом зуб'їв, ВІДМІННИМ від того, по якому розрахована фреза, робиться відповідна установка обох частин фрези Причому ця установка робиться таким чином, що одна частина фрези повертається на оправці, щодо іншої, на розрахунковий кут, а потім обидві частини фрези встановлюють разом симетрично і на визначеній новій відстані від міжосьового перпендикуляра пари інструментдеталь Даний спосіб обробки зуб'їв обумовлює складну конструкцію фрези - виконання в кожній частині фрези посадкового отвору, оснащеного шпонковими пазами, установка між частинами фрези дистанційного кільця, яке регулюється по ширині З цієї причини має місце обмежена застосов ність інструмента Цей недолік усунутий в іншому відомому способі обробки зубчастих коліс, викладеному в описі до авторського посвідчення СРСР № 897428, МП B23F 5/22, Бюлетень № 2 за 1982р Цей спосіб приймається як найближчий аналог (прототип) У відомого і способу, що заявляється, маються наступні подібні ознаки спосіб чистової обробки зубчастих коліс методом обкату черв'ячною фрезою "Победа", при якому обробку здійснюють у два прийоми - спочатку обробляють одну бічну поверхню зуб'їв, а потім - іншу, при цьому перед кожним прийомом обробки інструмент установлюють на оправленні зі зміщенням на розрахункову відстань у відповідну сторону відносно міжосьового перпендикуляра Сутність відомого способу полягає в тім, що обробку ведуть двома інструментами, призначеними для обробки ВІДПОВІДНО правої і лівої бічної поверхні зуб'їв Корисний результат від використання винаходу - розширення діапазону числа зуб'їв, нарізаних одним інструментом, який представляє собою дві складові частини фрези Наприклад, у межах кожного модуля і чисел зуб'їв коліс, що нарізаються, при Z = 24 - 198 у порівнянні з прототипом КІЛЬКІСТЬ застосовуваних типорозмірів фрез зменшилося із шести до одного 1 (О о> со ю 53967 У той же час недоліком відомого способу є те, ні зуб'їв що обробку ведуть двома частинами фрези, які, як Пропонований спосіб зубообробки здійснюєтьправило, завжди будуть відрізнятися по точності і ся в наступній ПОСЛІДОВНОСТІ дій якості виготовлення, а, отже, і на обробляємо коНа оправці 1 (фиг 1) за допомогою шаблона, лесі ЛІВІ бічні профілі зуб'їв будуть відрізнятися від закріпленого в центрошукачі верстата (на кресправих по точності і якості виконання В результаті ленні не показаний), встановлюють і закріплюють не забезпечується необхідна точність і якість вигоінструмент, що представляє собою одну з частин 2 товлення зубчастого колеса фрези, яка використовується у способі-прототипі, наприклад праву, з перетинанням міжосьового В основу винаходу покладена задача, - ствоперпендикуляра 0 0 ' на розрахункову настановну рити спосіб чистової обробки зубчастих коліс мевідстань І_у, обумовленого з рівності тодом обкату черв'ячною фрезою "Победа", який би забезпечував гарантовану точність і якість виhf-xm-r-, точності його обробки за рахунок технічного реtga зультату, що полягає в забезпеченні ідентичності де 1 - настановна відстань, тобто відстань від оброблюваних обох бокових профілів зуб'їв першого зуба кожної частини фрези до міжосьовоДля досягнення цього технічного результату в го перпендикуляра, способі чистової обробки зубчастих коліс методом hf - висота ніжки зуба виробу, обкату черв'ячною фрезою "Победа", при якому х - коефіцієнт зсуву вихідного контуру, обробку здійснюють у два прийоми спочатку обm - модуль оброблюваного зубчастого колеса, робляють одну бічну поверхню зуб'їв, а потім a - кут профілю вихідного контуру, іншу, при цьому перед кожним прийомом обробки г - радіус закріплення голівки зуба чорнової інструмент установлюють на оправці зі зміщенням фрези на розрахункову відстань у відповідну сторону Потім праву частину 2 фрези встановлюють відносно міжосьового перпендикуляра, - обробку над зубчастим колесом 3 (фіг 2), витримуючи неведуть одним інструментом, який при обробці інобхідну глибину фрезерування h, повідомляють їй шої поверхні зуб'їв попередньо встановлюють на обертання в напрямку \Л/ф і подовжню подачу в оправці з орієнтацією більшого діаметра фрези в напрямку Бф протилежну, у порівнянні з її першою установкою, Одночасно ВІДПОВІДНО до настроювання кінесторону і перед обробкою здійснюють реверс обематичного ланцюга верстата колесу 3 повідомляртання фрези, її подачі, а також реверс обертання ють обертання в напрямку Wk Таким чином робколеса яке оброблюється лять обробку правих Пр бічних поверхонь зуб'їв колеса 3 (фиг 1) При цьому зуб'я інструмента 2 Між ВІДМІТНИМИ ознаками винаходу і технічним взаємодіють із зуб'ями колеса 3 уздовж верстатної результатом, що досягається, мається причиннолінії зачеплення BE Після обробки правих бічних наслідковий зв'язок поверхонь зуб'їв колеса 3 цю ж частину 2 фрези Істотні ВІДМІТНІ ознаки винаходу у своїй ІСТОТпереустановлюють на оправці 1 так (фіг 3), щоб и НІЙ сукупності спрямовані на обробку зубчастого найбільший діаметр був звернений у протилежну, колеса одним інструментом, що представляє совідносно першої установки, сторону і зміщають її бою у відомому способі одну зі складових частин щодо міжосьового перпендикуляра 0 0 ' вправо на фрези Така обробка зуб'їв забезпечується тим, зазначене вище відстань Ly Далі інструмент 2 що при обробці іншої поверхні зуб'їв інструмент установлюють під зубчастим колесом 3 (фіг 4), попередньо встановлюють на оправці з орієнтацівитримуючи необхідну глибину фрезерування п, єю більшого діаметра фрези в протилежну, у поріпровадять реверс його напрямок обертання на внянні з першою установкою, сторону і перед об\Л/ф', а подовжню подачу на Бф ВІДПОВІДНО реверробкою здійснюють реверс обертання фрези, її сують і напрямок обертання колеса 3 на Wk' Таподачі, а також реверс обертання колеса, яке обким чином роблять обробку лівих бічних поверроблюється хонь зуб'їв колеса При цьому зуб'я інструмента 2 Обробка зубчастого колеса одним інструменвзаємодіють із зубами колеса 3 уздовж верстатної том забезпечує ідентичність оброблюваних лівої і лінії зачеплення В'Е'(див фігЗ) правої бічної поверхні зуб'їв, що підвищує точність і якість виготовлення зубчастих коліс З опису роботи випливає, що праву і ліву бічну поверхню зуб'їв обробляють одним інструментом, Одночасно з цим забезпечується одержання що забезпечує ідентичність обробки зазначених додаткового ефекту - економія дорогого матеріалу бічних поверхонь За рахунок цього забезпечуєтьза рахунок виконання замість двох одного інструся гарантована якість і точність виготовлення зумента бчастого колеса Пропонований спосіб чистової обробки зубчаОдночасно за рахунок використання одного інстих коліс ілюструється кресленнями, де струмента замість двох забезпечується економія на фіг 1 - показане положення інструмента при дорогого матеріалу обробці лівої бічної поверхні зуб'їв, Конкретний приклад здійснення способу на фіг 2 - схема підведення інструмента до зуЗубообробляння по пропонованому способу і бчастого колеса при обробці лівої бічної поверхні по способу-прототипу вироблялося на вертикальзуб'їв, но-зубофрезерному верстаті моделі 5343 на фіг 3 - показане положення інструмента при Характеристика оброблених коліс m = 28, Zk = обробці лівої бічної поверхні зуб'їв, 52, р = 28°06', b = 400мм, сталь 20ХНЗА, твердість на фіг 4 - схема підведення інструмента до зузуб'їв H R C - 5 0 - 5 5 бчастого колеса при обробці правої бічної поверх 53967 Вимір точності оброблених зуб'їв зроблено на стаціонарному приладі мод PSFU-1500 фірми "Кпигельнберг" (Німеччина) Дані цих вимірів приведені в таблиці Таблиця N° п/п Вимірювані погрішності, мкм 1 2 Граничні відхилення крок\ зачеплення зуб'їв, FDb верхнє нижнє граничні погрішності профілю зуб'їв, fDb верхнє нижнє Спосіб по АС № 896428 лівий профіль правий профіль Пропонований спосіб лівий профіль правий профіль +104 -41 +67 -29 +69 -31 +66 -29 +98 +36 +71 +29 +72 +27 +70 +26 Як видно з представлених у таблиці даних, при обробці коліс по пропонованому способу, погрішності кроку зачеплення і профілю зуб'їв практично однакові для лівого і правого профілів зуб'їв, що підтверджує результат підвищення загальної точності обробки зубчастих коліс Пропонований спосіб зубообробляння впроваджений на Ново-Краматорському машинобудівному заводі ФІГ.1 53967 Фіг.2 ъ Фіг.З Фіг.4 TOB "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of finish working of gears by method of rolling by hobbing cutter "pobieda"
Автори англійськоюKolesnyk Volodymyr Fedorovych, Davydenko Yurii Mykolaiovych
Назва патенту російськоюСпособ чистовой обработки зубчатых колес методом обката червячной фрезой "победа"
Автори російськоюКолесник Владимир Федорович, Давиденко Юрий Николаевич
МПК / Мітки
МПК: B23F 5/00
Мітки: обробки, методом, коліс, победа, чистової, обкату, фрезою, черв'ячною, зубчастих, спосіб
Код посилання
<a href="https://ua.patents.su/4-53967-sposib-chistovo-obrobki-zubchastikh-kolis-metodom-obkatu-chervyachnoyu-frezoyu-pobeda.html" target="_blank" rel="follow" title="База патентів України">Спосіб чистової обробки зубчастих коліс методом обкату черв’ячною фрезою “победа”</a>
Спосіб обробки великомодульних циліндричних зубчастих коліс
Номер патенту: 39595
Опубліковано: 15.06.2001
Автори: Рибак Валерій Якович, Маховський Юрій Олексійович, Розенберг Олег Олександрович, Микищенко Олександр Анатолійович
МПК: B23F 9/00
Мітки: великомодульних, коліс, циліндричних, зубчастих, спосіб, обробки
Формула / Реферат:
Спосіб обробки крупномодульних циліндричних зубчастих коліс, що включає обробку заготовок по зовнішньому діаметру зубчастих коліс i зубофрезерування бокових сторін зуб’їв безперервною обкаткою черв'ячною фрезою до отримання заданих розмірів, який відрізняється тим, що обробку заготовок по зовнішньому діаметру зубчастих коліс i зубофрезерування бокових сторін зуб’їв безперервною обкаткою черв'ячною фрезою здійснюють одночасно, при цьому на...
Пристрій для чистової обробки профілів зубів циліндричних зубчастих коліс
Номер патенту: 37803
Опубліковано: 15.05.2001
Автор: Горецький Геннадій Володимирович
МПК: B23F 19/00
Мітки: зубів, чистової, циліндричних, зубчастих, профілів, обробки, коліс, пристрій
Формула / Реферат:
Пристрій для чистової обробки профілів зубів циліндричних зубчастих коліс до токарно-гвинторізного верстата в умовах вільного обкату шевером, який має кронштейн, на якому розміщено супорт з кареткою, що складається з двох частин, одна з котрих із копірами встановлена на супорті, а друга виконана у вигляді повзуна з шарнірно закріпленою на ньому траверсою, який відрізняється тим, що супорт установлений із можливістю повороту щодо кронштейна з...
Спосіб обробки зубчастих коліс та шліцьових поверхонь
Номер патенту: 32763
Опубліковано: 15.02.2001
Автори: Гуліда Едуард Миколайович, Афтаназів Іван Семенович, Грицай Ігор Євгенович, Махоркін Євген Миколайович
МПК: B23F 5/00
Мітки: поверхонь, обробки, коліс, спосіб, зубчастих, шліцьових
Формула / Реферат:
Спосіб обробки зубчастих коліс та шліцьових поверхонь, що здійснюють в умовах обкочування різальним інструментом з повздовжньою подачею вздовж осі заготовки, який відрізняється тим, що заготовку одночасно обробляють другим, ідентичним до першого, різальним інструментом, який розташовують діаметрально протилежно, при цьому режими різання встановлюють однаковими для обох інструментів.
Черв’ячна фреза для обробки зубчастих коліс
Номер патенту: 39486
Опубліковано: 15.06.2001
Автори: Біляковський Валерій Павлович, Манойлов Олег Володимирович, Клюєва Олена Валеріївна
МПК: B23F 21/00
Мітки: коліс, обробки, черв'ячна, фреза, зубчастих
Формула / Реферат:
1. Черв'ячна фреза для обробки губчастих коліс, що містить ріжучі зубці з товщиною, що змінюється на вершині зубців заходної частини від мінімальної на початку заходної частини до стандартної у зубців, розташованих ближче до полюса зачеплення, яка відрізняється тим, що ліва сторона профілю зубців заходної частини фрези виконана з додатковою прямолінійною ділянкою із збільшеним профільним кутом по відношенню до стандартного...
Зубонарізний інструмент для двоперехідного нарізання циліндричних зубчастих коліс
Номер патенту: 45527
Опубліковано: 15.04.2002
Автор: Грицай Ігор Євгенович
МПК: B23F 21/00
Мітки: двоперехідного, зубчастих, нарізання, інструмент, коліс, циліндричних, зубонарізний
Формула / Реферат:
Зубонарізний інструмент для двоперехідного нарізання циліндричних зубчастих коліс, який містить першу та другу черв'ячні фрези, з яких зубці першої фрези виконані з профілем, який у нормальному перетині відповідає профілю ніжки нормального вихідного контуру, а зубці другої фрези виконані на гвинтовій поверхні з тим самим кутом підйому, що у першої фрези, і мають профіль, який у нормальному перетині відповідає профілю головки нормального...
Попередній патент: Цифровий пристрій для обчислення прямих та обернених функцій
Наступний патент: Обчісувальна жатка
Випадковий патент: Катод для електродугових процесів