Спосіб виготовлення щільних виробів із порошку міді
Номер патенту: 12618
Опубліковано: 15.02.2006
Автори: Нікітін Юрій Миколайович, Циркін Аркадій Тимофійович, Авсеньова Наталія Володимирівна, Белошицький Миколай Володимирович, Рябічева Людмила Олександрівна

Формула / Реферат
Спосіб виготовлення щільних виробів із порошку міді, що включає пресування заготовок та спікання, який відрізняється тим, що заготовки пресують під тиском 700-800 МПа, а потім спікають за ступінчастим режимом: нагрівання до температури 100-120°С, витримування - 15-40 хв., нагрівання до 200-220°С, витримування - 15-30 хв., нагрівання до 300-320°С, 400-420°С, 500-520°С і 600-620°С з витримуванням при кожній температурі 15-25 хв., піднімання до температури спікання, і витримування - 1,5-2,5 години.
Текст
Спосіб виготовлення щільних виробів із порошку міді, що включає пресування заготовок та спікання, який відрізняється тим, що заготовки пресують під тиском 700-800МПа, а потім спікають за ступінчастим режимом: нагрівання до температури 100-120°С, витримування - 15-40хв., нагрівання до 200-220°С, витримування - 15-30хв., нагрівання до 300-320°С, 400-420°С, 500-520°С і 600-620°С з витримуванням при кожній температурі 15-25хв., піднімання до температури спікання, і витримування - 1,5-2,5 години. (19) (21) u200508199 (22) 22.08.2005 (24) 15.02.2006 (46) 15.02.2006, Бюл. № 2, 2006 р. (72) Рябічева Людмила Олександрівна, Циркін Аркадій Тимофійович, Никитін Юрій Миколайович, Белошицький Миколай Володимирович, Авсеньова Наталія Володимирівна (73) СХІДНОУКРАЇНСЬКИЙ НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ ІМЕНІ ВОЛОДИМИРА ДАЛЯ 3 12618 4 адсорбована вода та домішки. Тиск пресування сфероідізації пор, утворюються металеві контакти 700-800МПа забезпечує отримання пресовок з між частками. Так як до цього періоду більшість пористістю 14-18%. При такій пористості більша оксидів відновилась, гази не утворюються, то покількість пор - сполучені. чинається процес усадки, який інтенсифіцірується Так як при низькій температурі об'єм утвореноіз збільшенням часу витримування і температури го пара і газів набагато менший, то великий тиск спікання. Чим вищий тиск пресування, тем нижче не утворюється. Крім того, при такій температурі пористість і менше усадка. Кінцева пористість 5процес спікання ще не відбувається, і більшість 9% досягається при спіканні зразків пористістю пор залишаються сполученими. Процес релаксації менш 20% протягом 2-х годин при температурі пругких напружень спричиняє розрив зв'язків, зме900-1000°С. ншує сумарну площу міжчастичних контактів та Спосіб здійснювали наступним чином. Зразки збільшує пористість, [див., наприклад, "Порошкодіаметром 23,1мм і висотою 8,8мм, пористістю вая металлургия и напыленные покрытия": Учеб27,5-9,5% спресовані з електролітичного мідного ник для вузов. /В.Н. Анциферов, Г.В. Бобров, Л.К. порошку спікали в середовищі синтез-газу, за Дружинин и др. М.: Металлургия, 1987, 792с., двома режимами: 1 - непреривне нагрівання з сестр.267-268]. Це також підвищує ефективність усуредньою швидкістю 15°С/хв., 2 - нагрівання до нення пара та газу. При температурі 0,4-0,5 темтемператури 100-120°С, витримування 30хв., наператури плавління (по шкалі Кельвіна) процес грівання до 200-220°С, витримування 30хв., нагрірелаксації пругких напружень закінчується, відбування до 300-320°С, 400-420°С, 500-520°С та 600вається вигоряння мастик та домішок з більш ви620°С з витримуванням по кожній температурі сокою температурою випаровування, і починаєть20хв., піднімання до температури спікання і вися відновлення оксидів. Для міді ця температура тримування 2год. При непреривному нагріванні 270-405°С. Піднімання температури спочатку до відбувається ріст зразків, збільшується об'єм і по200-220°С, а потім до 300-320°С і 400-420°С заристість, тим більше, чим нижче початкова порисбезпечує поступове вилучення газів. Спочатку тість. Так, при пористості пресовок 17,7% зріст відновлюються оксиди, що містяться на поверхні складає 3,3%, а при пористості 12,9%-13,6%. Зразаготовок, відкриваючи доступ газу - відновлювача зки, спечені, згідно режиму, що пропонується, мадо глибини заготовки. Починаючи з температури ли усадку, тим більшу, чим більшою була темпе0,7 температур плавлення (для міді - 676°С) наратура спікання та вищою початкова пористість ступає заключна стадія спікання: закінчується від(табл.) новлення оксидів, проходять процеси заростання і Таблиця Щільність пресовки, г/см3 Пористість пресовки, % 6,45 6,91 7,32 7,55 7,75 8,06 27,5 22,3 17,7 15,2 12,9 9,5 Щільність після спікання, г/см3, Щільність після спікання при Зріст щільнопри температурі, °С температурі, °С сті, % 850- 950850-900 950-1000 850-900 950-1000 900 1000 7,41 7,65 16,7 14,1 14,9 18,6 7,79 8,11 12,5 8,9 12,8 17,4 8,04 8,22 9,7 7,6 9,9 12,3 8,20 8,36 7,9 6,1 8,7 10,7 8,22 8,40 7,6 5,6 6,1 8,4 8,30 8,46 6,7 4,9 3,0 4,9 Як видно з даних, наведених у таблиці, потрібна щільність - менш 9%, отримана при температурі спікання 850-900°С на зразках з початковою Комп’ютерна верстка Л.Литвиненко пористістю 15,2%, а при температурі спікання 9501000°С - 22,3%. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of dense articles made of copper powder
Автори англійськоюRiabicheva Liudmyla Oleksandrivna, Tsyrkin Arkadii Tymofiiovych, Nykytin Yurii Mykolaiovych
Назва патенту російськоюСпособ изготовления плотных изделий из порошка меди
Автори російськоюРябичева Людмила Александровна, Цыркин Аркадий Тимофеевич, Никитин Юрий Николаевич
МПК / Мітки
МПК: B22F 3/16
Мітки: виробів, спосіб, порошку, виготовлення, щільних, міді
Код посилання
<a href="https://ua.patents.su/2-12618-sposib-vigotovlennya-shhilnikh-virobiv-iz-poroshku-midi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення щільних виробів із порошку міді</a>
Спосіб виготовлення ущільнювальних виробів з порошку міді
Номер патенту: 50960
Опубліковано: 17.01.2005
Автор: Сахненко Олександр Володимирович
Мітки: спосіб, міді, ущільнювальних, виробів, виготовлення, порошку
Формула / Реферат:
Спосіб виготовлення ущільнювальних виробів з порошку міді, що включає пресування і спікання, який відрізняється тим, що для отримання виробів з пористістю 5-9%, їх пресують з порошку міді з насипною густиною 1,7-3,6 г/см3 під тиском 800-1000 МПа, а після спікання вироби ущільнюють під тиском 1000-1400 МПа.
Спосіб виготовлення ущільнюючих виробів з порошку міді
Номер патенту: 50960
Опубліковано: 15.11.2002
Автор: Сахненко Олександр Володимирович
Мітки: виробів, порошку, виготовлення, спосіб, ущільнюючих, міді
Формула / Реферат:
Спосіб виготовлення ущільнювальних виробів з порошку міді, що включає пресування і спікання, який відрізняється тим, що для отримання виробів з пористістю 5-9%, їх пресують з порошку міді з насипною густиною 1,7-3,6 г/см3 під тиском 800-1000 МПа, а після спікання вироби ущільнюють під тиском 1000-1400 МПа.
Спосіб виготовлення виробів з нікелевого порошку
Номер патенту: 65651
Опубліковано: 15.04.2004
Автори: Сахненко Сергій Олександрович, Льон-Ясний Олександр Онисимович, Мелешко Ігор Володимирович, Альошина Ала Володимирівна, Єдін Олександр Йосипович, Сахненко Олександр Володимирович
Мітки: виготовлення, виробів, спосіб, нікелевого, порошку
Формула / Реферат:
Спосіб виготовлення виробів з нікелевого порошку, який включає пресування, нагрівання і ущільнення, який відрізняється тим, що карбонільний нікелевий порошок гранулюють, потім пресують заготовку під тиском 150-700 МПа, далі її нагрівають до температури 900-1350°С і ущільнюють з швидкістю деформування 0,4-2м/с, потім відпалюють при температурі 1000-1050°С.
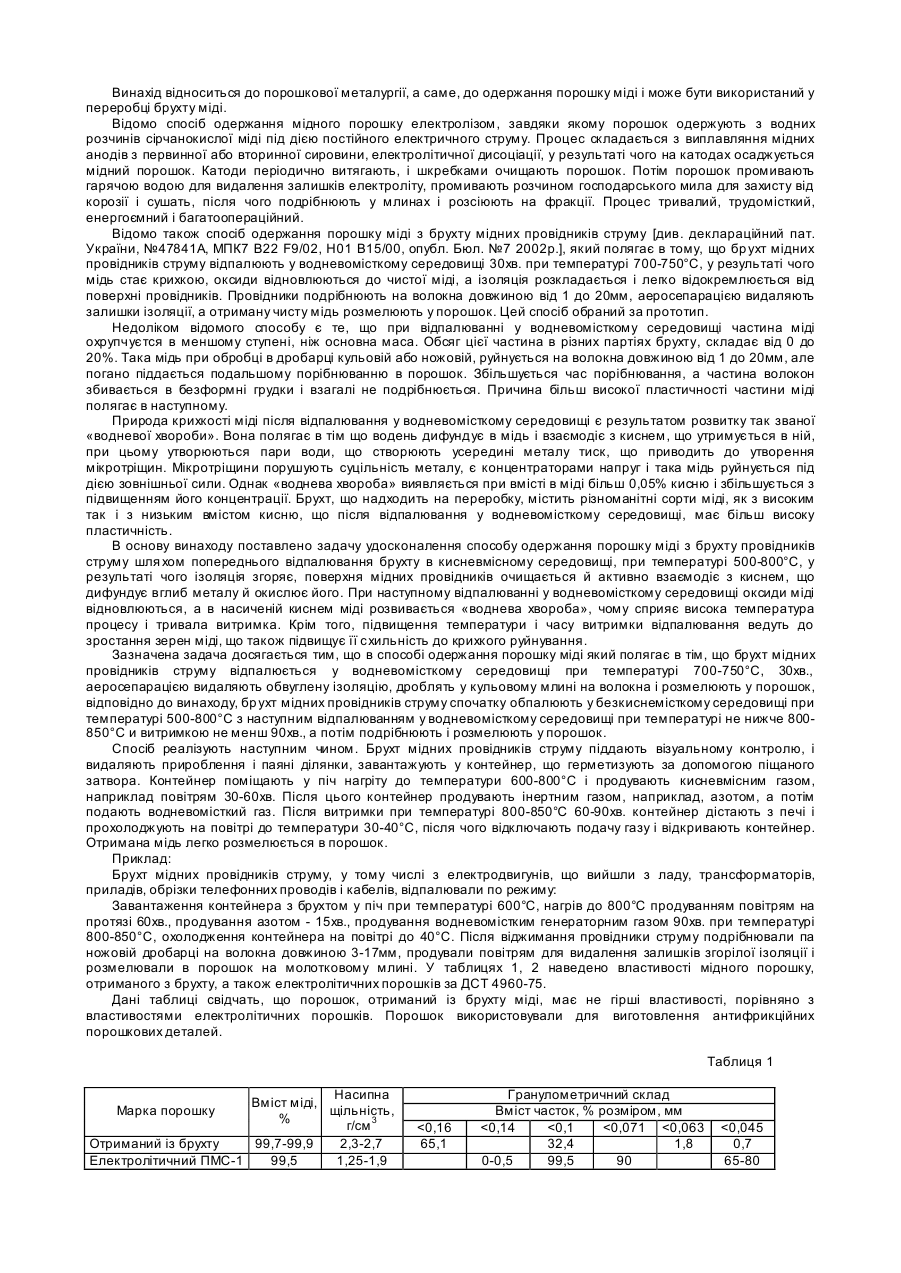
Спосіб одержання порошку міді
Номер патенту: 64966
Опубліковано: 15.03.2004
Автори: Раєв Сергій Сергійович, Циркін Аркадій Тимофійович, Рябічева Людмила Олександрівна, Нікітін Юрій Миколайович
МПК: B22F 9/02
Мітки: міді, порошку, спосіб, одержання
Формула / Реферат:
Спосіб одержання порошку міді, який полягає в тому, що брухт мідних провідників струму випалюють у водневмісному середовищі, аеросепарацією видаляють обвуглену ізоляцію, подрібнюють у кульовому млині на волокна і розмелюють у порошок, який відрізняється тим, що брухт попередньо випалюють у кисневмісному середовищі при температурі 500-800°С, а потім у водневмісному середовищі при температурі не нижче 800-850°C, витримують не менше 90 хв, а...
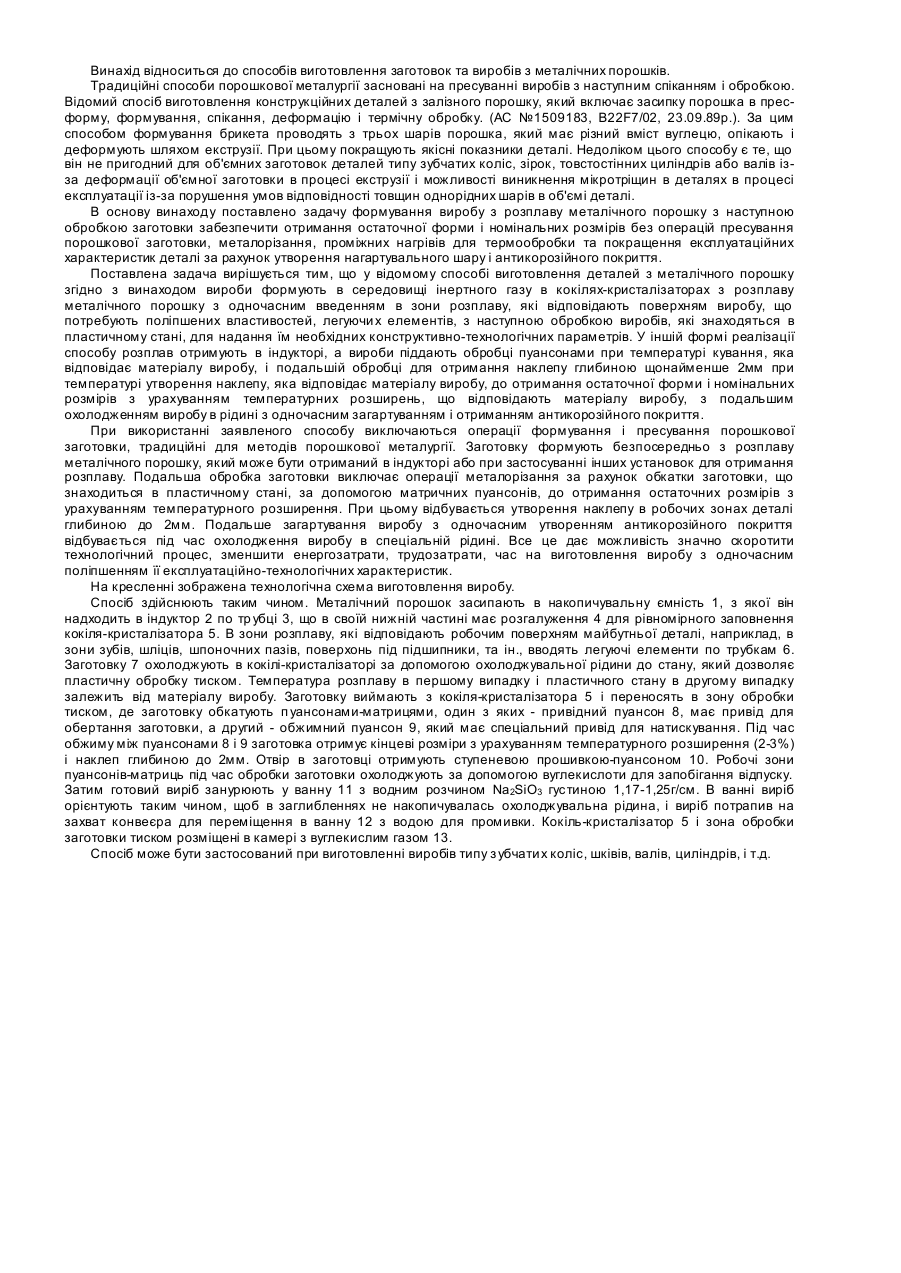
Спосіб виготовлення виробів з металічного порошку
Номер патенту: 70773
Опубліковано: 15.10.2004
Автор: Войстриков Микола Якович
МПК: B22F 3/00
Мітки: порошку, металічного, спосіб, виробів, виготовлення
Формула / Реферат:
1. Спосіб виготовлення виробів з металічного порошку, який відрізняється тим, що вироби формують в середовищі інертного газу в кокілях-кристалізаторах з розплаву металічного порошку з одночасним введенням в зони розплаву, які відповідають поверхням виробу, що потребують поліпшених властивостей, легуючих елементів, з наступною обробкою виробів, які знаходяться в пластичному стані, для надання їм необхідних конструктивно-технологічних...
Попередній патент: Самохідний транспортний засіб – мотоглайдер
Наступний патент: Спосіб виготовлення штамповкою високощільних порошкових глуходонних виробів
Випадковий патент: Теплоагент благути