Електрод для електроерозійного легування
Номер патенту: 1318
Опубліковано: 15.07.2002
Формула / Реферат
1. Електрод для електроерозійного легування, що виготовлений у вигляді металевого стрижня, один кінець якого призначений для підключення до першої клеми джерела розрядного струму, а другий кінець призначений для контактування з зоною електроерозійного легування поверхні оброблюваної деталі, що виготовлена з електропровідного матеріалу і підключена до другої клеми джерела розрядного струму, який відрізняється тим, що електрод забезпечений вузлом терморегулювання зони дотику поверхні деталі легуючим електродом.
2. Електрод для електроерозійного легування за п. 1, який відрізняється тим, що вузол терморегулювання виготовлений у вигляді металевої шайби, центральний отвір якої призначений для проходження через неї металевого стрижня електрода, а одна з її поверхонь призначена для контактування з поверхнею оброблюваної деталі.
3. Електрод для електроерозійного легування за п. 1, який відрізняється тим, що вузол терморегулювання виготовлений у вигляді порожнистої конструкції, призначеної для прокачування через неї холодоагенту або рідкого металу, а одна з поверхонь порожнистої конструкції призначена для контактування з поверхнею оброблюваної деталі.
4. Електрод для електроерозійного легування за п. 1, який відрізняється тим, що вузол терморегулювання виготовлений у вигляді металевого витка, кінці якого призначені для підключення до генератора струмів високої частоти (СВЧ), а на поверхні витка, що призначена для контактування з деталлю, розміщено ізолятор.
Текст
1. Електрод для електроерозійного легування, що виготовлений у вигляді металевого стрижня, один кінець якого призначений для підключення до першої клеми джерела розрядного струму, а другий кінець призначений для контактування з зоною електроерозійного легування поверхні оброблюваної деталі, що виготовлена з електропровідного матеріалу і підключена до другої клеми джерела розрядного струму, який відрізняється тим, що електрод забезпечений вузлом терморегулювання зони дотику поверхні деталі легуючим електродом 2 Електрод для електроерозійного легування за п. 1, який відрізняється тим, що вузол терморегулювання виготовлений у вигляді металевої шайби, центральний отвір якої призначений для проходження через неї металевого стрижня електрода, а одна з її1 поверхонь призначена для контактування з поверхнею оброблюваної деталі. 3. Електрод для електроерозійного легування за п. 1, який відрізняється тим, що вузол терморегулювання виготовлений у вигляді порожнистої конструкції, призначеної для прокачування через неї холодоагенту або рідкого металу, а одна з поверхонь порожнистої конструкції призначена для контактування з поверхнею оброблюваної деталі. 4. Електрод для електроерозійного легування за п. 1, який відрізняється тим, що вузол терморегулювання виготовлений у вигляді металевого витка, кінці якого призначені для підключення до генератора струмів високої частоти (СВЧ), а на поверхні витка, що призначена для контактування з деталлю, розміщено ізолятор. Пропонована корисна модель відноситься до засобів для електроерозійноі обробки поверхні металевих деталей, а більш конкретно - до засобів для електроерозійного легування. Метод електроерозійного легування - один з найпоширеніших у нашій країні технологічних процесів, направлених на покращення властивостей поверхні деталі, шляхом нанесення, у одних випадках, твердого легуючого матеріале, а у других випадках - матеріала на основі МІДІ у якості твердого мастила. Відомі засоби дозволяють отримати на поверхні різноманітні і нтер металіди і структури, якості яких суттєво відрізняються по поверхні. Це пов'язано, зокрема, з тим, що під час обробки поверхні змінюється температура деталі, тобто умови, при яких наносять легуючий метал, зміна умов призводить до зміни швидкості охолодження мікрованни з рідким металом деталі і металом легуючого електроду, що виникла у момент переносу метала з легуючого електрода на поверхню деталі, а це, в свою чергу, призводить до одержання покриття з різними по поверхні деталі властивостями. Таке покриття у багатьох випадках не задо вольняє споживачів через відсутність коректного прогнозу, наприклад, щодо твердості обробленої' поверхні деталі. Найбільш близьким до пропонованого є електрод для електроерозійного легування, виготовлений у вигляді металевого стрижня, один кінець якого призначений для підключення до першої клеми джерела розрядного струму, а другий кінець призначений для контактування з зоною електроерозійного легування поверхні оброблюваної деталі, що виготовлена з електропровідного матеріала і підключена до другої клеми джерела розрядного струму для електроерозійного легування /Размерная электрическая обработка металлов /Под ред. А.В. Глазкова. - М.: Высшая школа. - 1978.- 336с/. Недолік зазначеного електроду полягає у тому, що одержане за допомогою згаданого електроду покриття при обробці великих поверхонь має великий розбіг механічних властивостей, зокрема твердості, у різних зонах обробленої поверхні деталі. У основу пропонованої корисної моделі поставлена задача створення такого електроду для 00 со 1318 електроерозійного легування, який би дозволив зменшити розбіг щодо властивостей нанесеного покриття у різних зонах обробленої поверхні деталі. Ця задача вирішується за рахунок створення умов для вирівнювання температури зони торкання поверхні деталі легуючим електродом. Поставлена задача вирішується у пропонованому електроді, який, як і відомий електрод для електроерозійного легування, виготовлений у вигляді металевого стрижня, один кінець якого призначений для підключення до першо"і клеми джерела розрядного струму, а другий кінець призначений для контактування з зоною електроерозійного легування поверхні оброблюваної деталі, що виготовлена з електропровідного матеріала і підключена до другої клеми джерела розрядного струму, а відповідно до пропозиції, електрод забезпечений вузлом терморегулювання зони торкання поверхні деталі легуючим електродом. Особливістю пропонованого електрода є і те, що вузол терморегулювання виготовлений у вигляді металевої шайби, центральний отвір якої призначений для проходження через неї металевого стрижня електроду, а одна з її поверхонь призначена для контактування з поверхнею оброблюваної деталі. Особливістю пропонованого електрода є і те, що вузол терморегулювання виготовлений у вигляді порожнистої конструкції, призначеної для прокачування через неї" холодоагенту або рідкого металу, а одна з поверхонь порожнистої конструкції призначена для контактування з поверхнею оброблюваної деталі. Особливістю пропонованого електрода є і те, що вузол терморегулювання виготовлений у вигляді металевого витка, кінці якого призначені для підключення до генератора струмів високої частоти (СВЧ), а на поверхні витка, що призначена для контактування з деталлю розміщено ізолятор. Ідея, покладена у пропоновану конструкцію, полягає у МОЖЛИВОСТІ створення на всій поверхні деталі, яку піддають електроерозі иному легуванню, однакових температурних умов, а саме, умов охолодження і нагрівання, що забезпечує одержання покриття з майже тотожними якостями щодо твердості. Як приклад виготовили кілька серій однакових зразків у вигляді прямих паралелепіпедів із сталі 08Х18Н10Т. На одну пласку поверхню кожного зразка наносили електроерозійне покриття товщиною 0,030-0,035мм електродом, виготовленим з сплаву на основі міді. Одна з серій зразків - контрольна - мала електроерозійне покриття, нанесене електродом, що не був забезпечений вузлом терморегулювання. При цьому для кожної серії інших зразків використовували однакові стрижні електродів, але різні конструкції вузлів терморегулювання. Першу серію зразків оброблювали електродом, забезпеченим вузлом терморегулювання, виготовленим у вигляді пласкої масивної шайби із сплаву на основі міді, через центральний отвір якої проходив стрижень електроду. При цьому шайба лежала на поверхні зразка і під час обробки зміщувалася по поверхні деталі разом із електродом. Другу серію зразків оброблювали електродом, забезпеченим вузлом терморегулювання, виготовленим у вигляді порожнистого тора, забезпеченого патрубками для пропускання через нього в першому випадку рідкого металу -олова, а у другому - рідкого азоту. Через центр тора проходив стрижень електроду. При цьому тор лежав на поверхні зразка і під час обробки деталь зміщували відносно вісі стрижня електроду. Третю серію зразків оброблювали електродом з вузлом терморегулювання, виготовленим у вигляді витка з мідної трубки, забезпеченого патрубками для пропускання через нього води. КІНЦІ витка були підключені до генератора СВЧ потужністю 4кВА. Виток і стрижень електроду були розташовані з можливістю нагрівання СВЧ лише невеликої зони поверхні деталі. Між витком і поверхнею деталі був розміщений ізолятор. На оброблених зазначеними електродами зразках вимірювали твердість по всій обробленій поверхні. На зразках контрольної серії різниця між найбільшою і найменшою твердістю складала 50%. На зразках першої серії - 12%. На зразках другої сери - 9%, а на зразках третьої серії - 5% Завдяки використанню електрода пропонованої конструкції, вдалося суттєво зменшити розбіг твердості покриття по поверхності зразків за рахунок створення умов для підтримання стабільної температури поверхні деталі у зоні торкання й легуючим електродом. ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м. Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюLiashenko Borys Artemovych
Автори російськоюЛяшенко Борис Артемович
МПК / Мітки
МПК: B23H 1/00
Мітки: електроерозійного, легування, електрод
Код посилання
<a href="https://ua.patents.su/2-1318-elektrod-dlya-elektroerozijjnogo-leguvannya.html" target="_blank" rel="follow" title="База патентів України">Електрод для електроерозійного легування</a>
Електрод для нанесення електроерозійного покриття
Номер патенту: 1313
Опубліковано: 15.07.2002
Автори: Ляшенко Борис Артемович, Книш Вадим Святославович, Хоменко Ірина Іванівна
МПК: B23H 1/00
Мітки: нанесення, покриття, електрод, електроерозійного
Формула / Реферат:
1. Електрод для нанесення електроерозійного покриття, виготовлений у вигляді металевого стрижня, один торець якого призначений для підключення до першої клеми джерела розрядного струму, а другий торець призначений для контактування з поверхнею оброблюваної деталі, підключеної до другої клеми джерела розрядного струму, який відрізняється тим, що електрод доповнений, щонайменше, ще одним стрижнем або порожнистим профілем, один торець якого...
Спосіб електроерозійного легування
Номер патенту: 16773
Опубліковано: 29.08.1997
Автори: Іванов Леонід Андрійович, Руденко Валерій Федорович, Сіробабін Юрій Олександрович, Марченко Володимир Георгійович, Тарадонов Володимир Гнатович, Анісімов Генадій Миколайович, Тарельник В'ячеслав Борисович, Коломицев Евген Олександрович
МПК: B23H 9/00
Мітки: електроерозійного, спосіб, легування
Формула / Реферат:
Способ электроэрозионного легирования, включающий нанесение износостойкого высокотвердого покрытия тугоплавкими металлами или их карбидами и антифрикционного покрытия легкоплавкими металлами, отличающийся тем, что, с целью повышения износостойкости и уменьшения шероховатости поверхности, сначала наносят слой покрытия антифрикционным легкоплавким металлом, выбираемым из группы In, Sn, Cd, Pd а затем слой покрытия из износостойкого...
Спосіб електроерозійного легування
Номер патенту: 12430
Опубліковано: 28.02.1997
Автори: Жура Василь Іванович, Кравченко Людмила Григорівна
МПК: B23H 9/00
Мітки: електроерозійного, легування, спосіб
Формула / Реферат:
1. Способ электроэрозионного легирования, включающий неоднократное нанесение на упрочняемую поверхность порошковой экзотермической смеси, содержащей связующее, окислы легирующих металлов и элементы-восстановители в стехи-ометрическом соотношении, с последующей обработкой электроискровым разрядом, отличающийся тем, что первичную обработку электроискровым разрядом осуществляют в частотном диапазоне 0,5 - 8,0 кГц, а последующие - 0,5...
Спосіб електроерозійного вирізання внутрішніх кутів деталей
Номер патенту: 40017
Опубліковано: 16.07.2001
Автори: Поляков Святослав Петрович, Ступак Денис Олегович, Осипенко Василь Іванович
МПК: B23H 7/02
Мітки: деталей, вирізання, внутрішніх, електроерозійного, кутів, спосіб
Формула / Реферат:
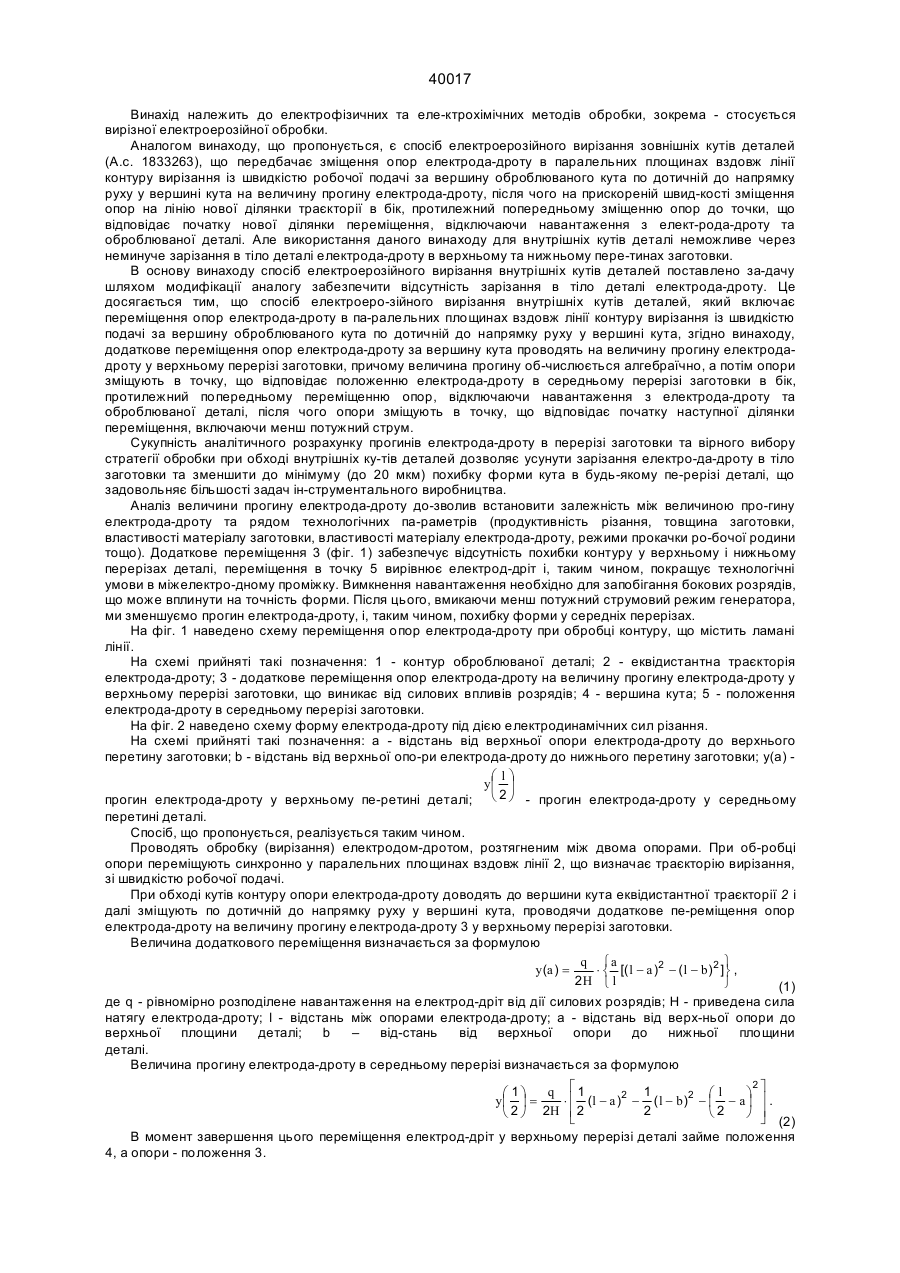
Спосіб електроерозійного вирізання внутрішніх кутів деталей, що включає переміщення опор електрода - дроту в паралельних площинах вздовж лінії контуру вирізання із швидкістю подачі за вершину оброблюваного кута по дотичній до напрямку руху у вершині кута, який відрізняється тим, що додаткове переміщення опор електрода - дроту за вершину кута проводять на величину прогину електрода - дроту у верхньому перерізі заготовки, причому величина...
Пристрій для механізованого електроерозійного легування
Номер патенту: 695
Опубліковано: 15.12.1993
Автори: Кондренко Аліса Іванівна, Олійник Іван Севастьянович, Шушура Микола Володимирович, Гадицький Олександр Миколайович
МПК: B23H 9/00
Мітки: електроерозійного, пристрій, легування, механізованого
Формула / Реферат:
Устройство для механизированного электроэрозионного легирования наружных поверхностей тел вращения, включающее вибратор с электрододержателем и электродом-инструментом, корпус, в котором закреплен вибратор, связанную с пространственной рамой ось, несущую корпус, на которой он установлен с возможностью свободного качания в вертикальной плоскости, демпфер, связанный с корпусом и рамой и предназначенный для гашения паразитных колебаний системы,...
Попередній патент: Вогнестійка перегородка транспортного засобу
Наступний патент: Багатосекційний гідропневмодвигун
Випадковий патент: Гідрокси- та полігідроксипохідні кумарину, що проявляють антивірусну активність до вірусу віл-1, та спосіб їх одержання