Спосіб електроерозійного вирізання внутрішніх кутів деталей
Номер патенту: 40017
Опубліковано: 16.07.2001
Автори: Поляков Святослав Петрович, Осипенко Василь Іванович, Ступак Денис Олегович
Формула / Реферат
Спосіб електроерозійного вирізання внутрішніх кутів деталей, що включає переміщення опор електрода - дроту в паралельних площинах вздовж лінії контуру вирізання із швидкістю подачі за вершину оброблюваного кута по дотичній до напрямку руху у вершині кута, який відрізняється тим, що додаткове переміщення опор електрода - дроту за вершину кута проводять на величину прогину електрода - дроту у верхньому перерізі заготовки, причому величина прогину обчислюється алгебраїчне, а потім опори зміщують в точку, що відповідає положенню електрода - дроту в середньому перерізі заготовки в бік, протилежний попередньому переміщенню опор, відключаючи навантаження з електрода - дроту та оброблюваної деталі, після чого опори зміщують в точку, що відповідає початку наступної ділянки переміщення, включаючи менш потужний струм.
Текст
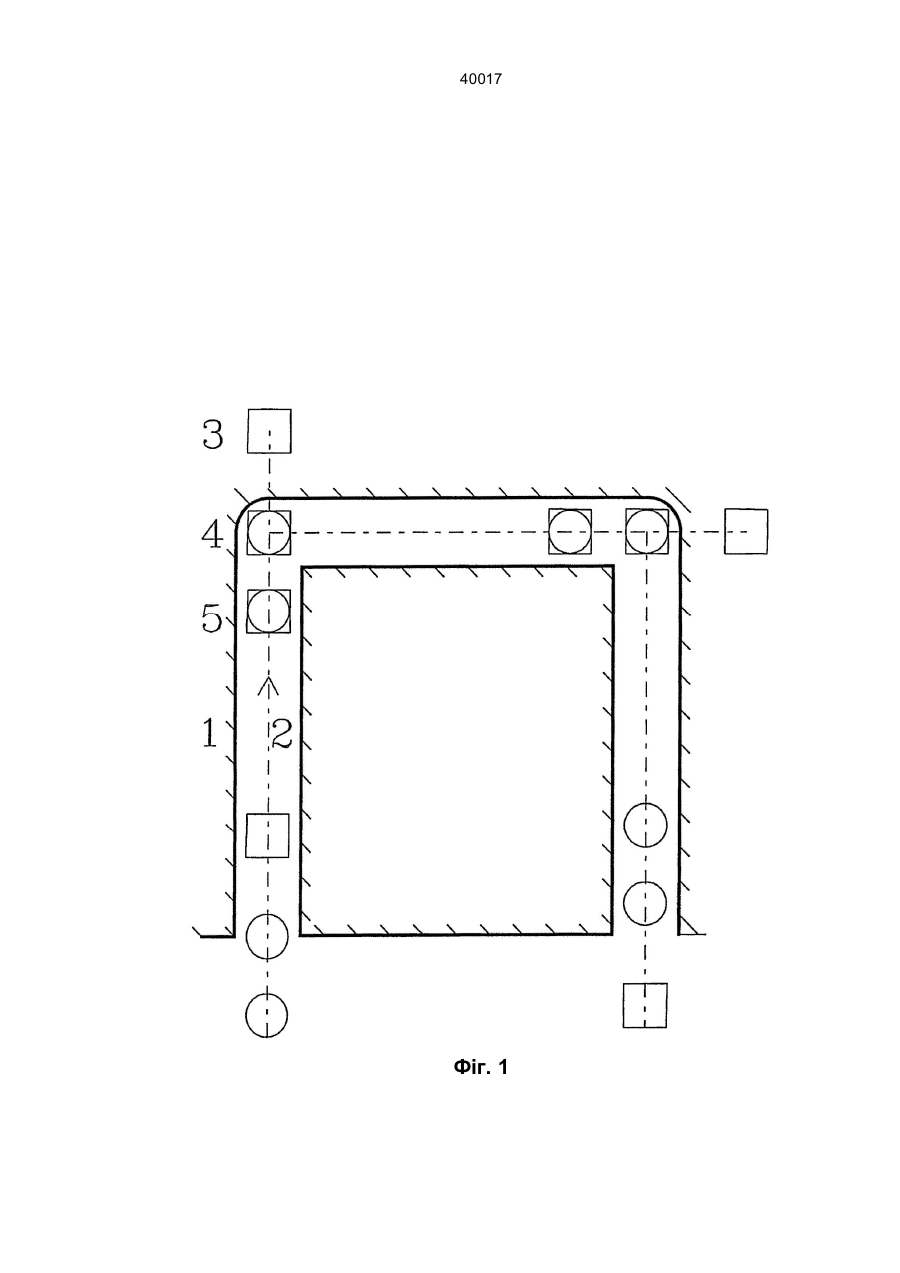
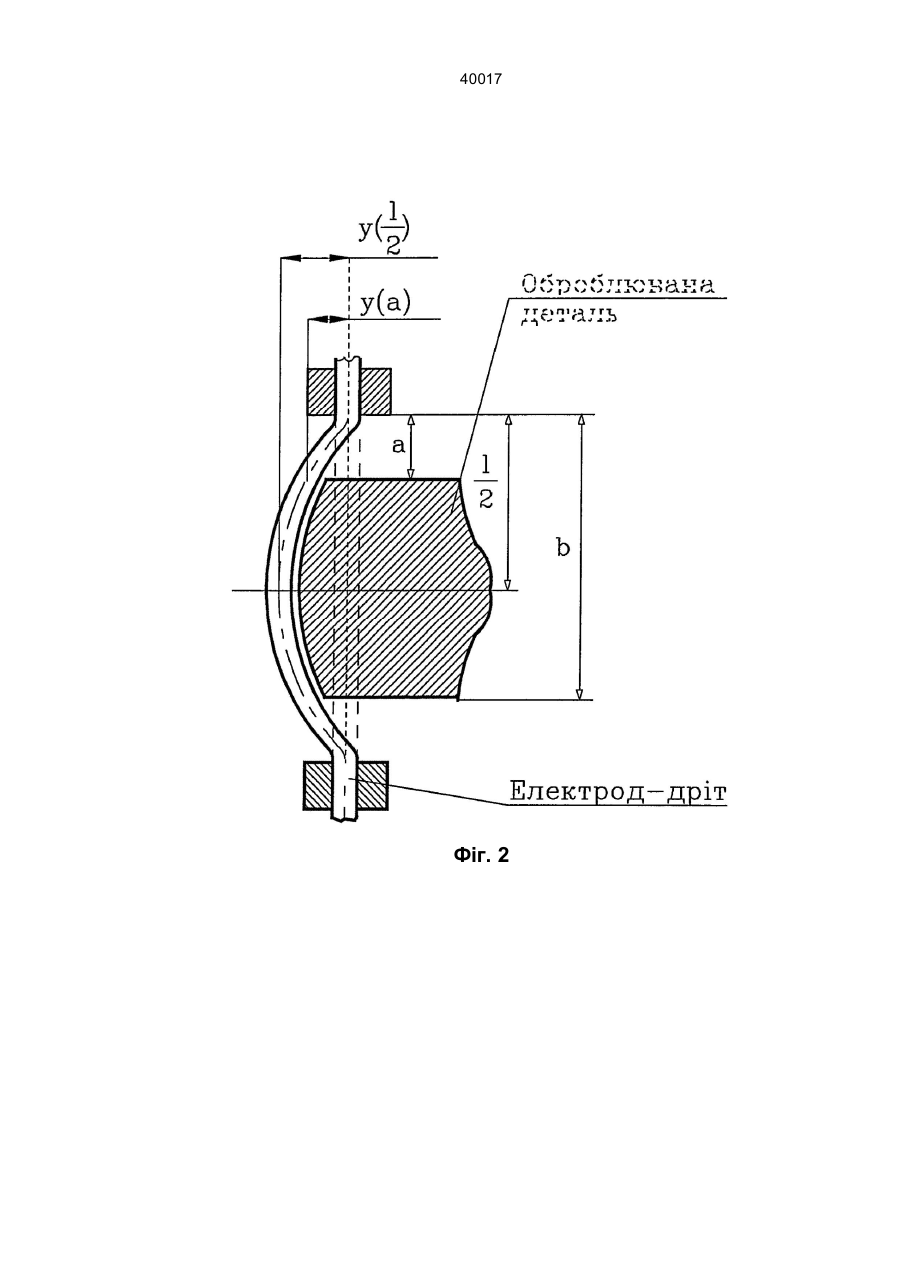
40017 Винахід належить до електрофізичних та еле-ктрохімічних методів обробки, зокрема - стосується вирізної електроерозійної обробки. Аналогом винаходу, що пропонується, є спосіб електроерозійного вирізання зовнішніх кутів деталей (А.с. 1833263), що передбачає зміщення опор електрода-дроту в паралельних площинах вздовж лінії контуру вирізання із швидкістю робочої подачі за вершину оброблюваного кута по дотичній до напрямку руху у вершині кута на величину прогину електрода-дроту, після чого на прискореній швид-кості зміщення опор на лінію нової ділянки траєкторії в бік, протилежний попередньому зміщенню опор до точки, що відповідає початку нової ділянки переміщення, відключаючи навантаження з елект-рода-дроту та оброблюваної деталі. Але використання даного винаходу для внутрішніх кутів деталі неможливе через неминуче зарізання в тіло деталі електрода-дроту в верхньому та нижньому пере-тинах заготовки. В основу винаходу спосіб електроерозійного вирізання внутрішніх кутів деталей поставлено за-дачу шляхом модифікації аналогу забезпечити відсутність зарізання в тіло деталі електрода-дроту. Це досягається тим, що спосіб електроеро-зійного вирізання внутрішніх кутів деталей, який включає переміщення опор електрода-дроту в па-ралельних площинах вздовж лінії контуру вирізання із швидкістю подачі за вершину оброблюваного кута по дотичній до напрямку руху у вершині кута, згідно винаходу, додаткове переміщення опор електрода-дроту за вершину кута проводять на величину прогину електродадроту у верхньому перерізі заготовки, причому величина прогину об-числюється алгебраїчно, а потім опори зміщують в точку, що відповідає положенню електрода-дроту в середньому перерізі заготовки в бік, протилежний попередньому переміщенню опор, відключаючи навантаження з електрода-дроту та оброблюваної деталі, після чого опори зміщують в точку, що відповідає початку наступної ділянки переміщення, включаючи менш потужний струм. Сукупність аналітичного розрахунку прогинів електрода-дроту в перерізі заготовки та вірного вибору стратегії обробки при обході внутрішніх ку-тів деталей дозволяє усунути зарізання електро-да-дроту в тіло заготовки та зменшити до мінімуму (до 20 мкм) похибку форми кута в будь-якому пе-рерізі деталі, що задовольняє більшості задач ін-струментального виробництва. Аналіз величини прогину електрода-дроту до-зволив встановити залежність між величиною про-гину електрода-дроту та рядом технологічних па-раметрів (продуктивність різання, товщина заготовки, властивості матеріалу заготовки, властивості матеріалу електрода-дроту, режими прокачки ро-бочої родини тощо). Додаткове переміщення 3 (фіг. 1) забезпечує відсутність похибки контуру у верхньому і нижньому перерізах деталі, переміщення в точку 5 вирівнює електрод-дріт і, таким чином, покращує технологічні умови в міжелектро-дному проміжку. Вимкнення навантаження необхідно для запобігання бокових розрядів, що може вплинути на точність форми. Після цього, вмикаючи менш потужний струмовий режим генератора, ми зменшуємо прогин електрода-дроту, і, таким чином, похибку форми у середніх перерізах. На фіг. 1 наведено схему переміщення опор електрода-дроту при обробці контуру, що містить ламані лінії. На схемі прийняті такі позначення: 1 - контур оброблюваної деталі; 2 - еквідистантна траєкторія електрода-дроту; 3 - додаткове переміщення опор електрода-дроту на величину прогину електрода-дроту у верхньому перерізі заготовки, що виникає від силових впливів розрядів; 4 - вершина кута; 5 - положення електрода-дроту в середньому перерізі заготовки. На фіг. 2 наведено схему форму електрода-дроту під дією електродинамічних сил різання. На схемі прийняті такі позначення: a - відстань від верхньої опори електрода-дроту до верхнього перетину заготовки; b - відстань від верхньої опо-ри електрода-дроту до нижнього перетину заготовки; у(а) ælö yç ÷ прогин електрода-дроту у верхньому пе-ретині деталі; è 2 ø - прогин електрода-дроту у середньому перетині деталі. Спосіб, що пропонується, реалізується таким чином. Проводять обробку (вирізання) електродом-дротом, розтягненим між двома опорами. При об-робці опори переміщують синхронно у паралельних площинах вздовж лінії 2, що визначає траєкторію вирізання, зі швидкістю робочої подачі. При обході кутів контуру опори електрода-дроту доводять до вершини кута еквідистантної траєкторії 2 і далі зміщують по дотичній до напрямку руху у вершині кута, проводячи додаткове пе-реміщення опор електрода-дроту на величину прогину електрода-дроту 3 у верхньому перерізі заготовки. Величина додаткового переміщення визначається за формулою q ìa ü y (a ) = × í [( l - a )2 - ( l - b ) 2 ]ý , 2H î l þ (1) де q - рівномірно розподілене навантаження на електрод-дріт від дії силових розрядів; Н - приведена сила натягу електрода-дроту; l - відстань між опорами електрода-дроту; а - відстань від верх-ньої опори до верхньої площини деталі; b – від-стань від верхньої опори до нижньої площини деталі. Величина прогину електрода-дроту в середньому перерізі визначається за формулою 2 q é1 1 æ 1ö æl ö ù yç ÷ = × ê (l - a )2 - ( l - b )2 - ç - a ÷ ú . 2 è 2 ø 2H ê 2 è2 ø ú ë û (2) В момент завершення цього переміщення електрод-дріт у верхньому перерізі деталі займе положення 4, а опори - положення 3. 40017 Після цього опори зміщують в положення 5, що відповідає положенню електрода-дроту в се-редньому перерізі заготовки, при цьому відключають навантаження. Після цього переміщують опо-ри електродадроту в положення 4 на меншій швидкості робочої подачі і менш потужному стру-мовому режимі генератора, при цьому прогин еле-ктрода-дроту має складати не більше 5% від про-гину при максимальній швидкості робочої подачі. Після закінчення переміщення похибка при обході вершини кута відповідає точності для більшості деталей машинобудівної галузі виробництва. Таку послідовність переміщень повторюють при обході вершин внутрішніх кутів контуру. Джерела інформації 1. Спосіб електроерозійного вирізання зовнішніх кутів деталей. А.с. 1833263. Опубл. 07.08.1993. Бюл. № 29. 2. Спосіб електроерозійної обробки непрофі-льованим електродом-дротом. А.с. 1779495. Опубл. 07.12.1992. Бюл. № 45. 3. Спосіб електроерозійного вирізання. А.с. 1340950, вип. 30.09.1987. Бюл. № 36. 40017 Фіг. 1 40017 Фіг. 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electric erosion cutting of interior angles of components
Автори англійськоюOsypenko Vasyl Ivanovych, Poliakov Sviatoslav Petrovych, Stupak Denys Olehovych
Назва патенту російськоюСпособ электроэрозионного вырезания внутренних углов деталей
Автори російськоюОсипенко Василий Иванович, Поляков Святослав Петрович, Ступак Денис Олегович
МПК / Мітки
МПК: B23H 7/02
Мітки: деталей, спосіб, електроерозійного, кутів, вирізання, внутрішніх
Код посилання
<a href="https://ua.patents.su/4-40017-sposib-elektroerozijjnogo-virizannya-vnutrishnikh-kutiv-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроерозійного вирізання внутрішніх кутів деталей</a>
Пристрій для абразивної обробки замкнених внутрішніх контурів деталей
Номер патенту: 30991
Опубліковано: 15.12.2000
Автори: Крук Людмила Олександрівна, Крук Сергій Григорович, Халід Абу Ель Хусейн, Петраков Юрій Володимирович
МПК: B24B 21/00
Мітки: обробки, деталей, абразивної, контурів, пристрій, замкнених, внутрішніх
Текст:
...ролик 6 передає рух абразивній стрічці 8, котра охоплює притиск 4 і ведений ролик 7 та натягується натяжним механізмом 9. Крім того, обертання вала 11 двигуна 12 через шків 15, кліноремінну передачу 14 передається на несучий шків 13. Таким чином, ролики 6 і 7 разом зі стрічкою 8 обертаються навколо притиску 4, котрий взаємодіє з поверхнею деталі 25, що має можливість самовстановлення завдяки пружному закріпленню стільця 26 на верхній...
Спосіб вирізання зубців та загострення ріжучої кромки дисків важких дискових борон, що мають вирізи по колу диска
Номер патенту: 33937
Опубліковано: 15.02.2001
Автори: Артем'єв Валерій Іванович, Волвенков Олексій Вікторович, Шишмаков Олександр Анатолійович
МПК: A01B 15/00
Мітки: спосіб, важких, диска, колу, мають, загострення, борон, вирізання, кромки, дисків, зубців, дискових, ріжучої, вирізи
Текст:
...відрізну кромки 8 та 9 (фіг. 5). Потім за рахунок кінематичної пари з двох зубчатих коліс ведучого 10 та веденого 11, що застосовують зустрічне обертання поворотного столу 2 з заготовкою 1 та різцевої головки 4 в однієї площині та з різними швидкостями, співвідношення яких знаходять виходячи з розрахованої траєкторії різання, що зображена на фіг. 4. Це забезпечує почергову взаємодію різців 6 та 7 при їх подачі з робочою частиною за готовки...
Спосіб визначення кутів зсуву між фазами в трифазній системі електричних величин
Номер патенту: 35179
Опубліковано: 15.03.2001
Автори: Резніченко Тимофій Пилипович, Дзюбко Мирослав Петрович, Ходос Олександр Петрович, Сподін Андрій Іванович
МПК: H02H 3/38
Мітки: спосіб, трифазній, зсуву, визначення, фазами, електричних, кутів, величин, системі
Формула / Реферат:
Спосіб визначення кутів зсуву між фазами в трифазній системі електричних величин, при якому кути зсуву між фазами відраховуються відносно вектора фази А, який відрізняється тим, що кути зсуву jAB та jAC обчислюють за формулами:де АA, AB, АC - амплітудні значення величини відповідно в...
Спосіб електрохімічного формоутворення деталей

Номер патенту: 40551
Опубліковано: 16.07.2001
Автори: Капустін Олександр Анатолійович, Кесарійський Олександр Георгійович
МПК: B23H 7/00
Мітки: електрохімічного, формоутворення, деталей, спосіб
Формула / Реферат:
Формула изобретенияСпособ электрохимического формообразования деталей, включающий установку и закрепление заготовки, нагружение заготовки рабочей нагрузкой, электрохимическую обработку заготовки с одновременным управлением процессом, отличающийся тем, что, с целью расширения техкологических возможностей способа, эаготовку ззкрепляют со штатным условием закрепления детали, затем устанавливают регистрирующий материал, обеспечие его...
Спосіб електроерозійної обробки зовнішніх та внутрішніх поверхонь
Номер патенту: 31732
Опубліковано: 15.12.2000
Автори: Попова Маргарита Іванівна, Боков Віктор Михайлович, Карпенко Лариса Володимірівна
МПК: B23H 1/00
Мітки: внутрішніх, обробки, зовнішніх, поверхонь, спосіб, електроерозійної
Текст:
...(фіг. 5) та внутрішньої (фіг. 6) поверхонь одночасно двох заготовок. Для обробки зовнішньої поверхні 1 при паралельному вступі в роботу зовнішнього чорнового 2 та внутрішнього чистового 3 елементів складеного електрода-інструмента дані елементи розташовуються з електроізоляцією 4 відносно один одного паралельно напрямку обробки, тобто так, як показано на фіг. 1, а робоча рідина нагнітається у торцевий міжелектродний зазор під технологічним...
Попередній патент: Спосіб руйнування негабариту
Наступний патент: Магшнітодинамічна ресора – амортизатор
Випадковий патент: Швидкодіючий перетворювач оптичних сигналів