Спосіб виплавки сталі у подовому сталеплавильному агрегаті
Номер патенту: 1465
Опубліковано: 25.07.1994
Автори: Скороход Микола Михайлович, Дорофєєв Володимир Миколайович, Грєбєнюков Анатолій Васильович, Жердєв Олександр Сергійович, Фролов Володимир Миколайович
Формула / Реферат
Способ выплавки стали в подовом сталеплавильном агрегате, включающий завалку и прогрев металлолома газокислородным факелом, заливку чугуна и продувку расплава кислородом, при заданной тепловой нагрузке и давлении в рабочем пространстве, регулирование интенсивности продувки расплава кислородом в зависимости от атмосферного давления и температуры окружающего воздуха, отличающийся тем, что при снижении атмосферного давления от 780 мм рт.ст. до 740 мм рт.ст. интенсивность продувки снижают на 300-500 нм3/час, а при снижении температуры окружающего сталеплавильный агрегат воздуха от +40° до -40°С интенсивность продувки расплава кислородом увеличивают на ту же величину.
Текст
Изобретение относится к черной металлургии, в частности, к способам выплавки стали в высокопроизводительных сталеплавильных подовых агрегатах. Известен способ выплавки стали в подовом сталеплавильном агрегате, когда давление в рабочем пространстве печи регулируют с помощью поворотного шибера [1]. Недостатком известного способа является то, что при высоком аэродинамическом сопротивлении движению дымовых газов в тракте при высоких расходах дымовых газов и при определенных атмосферных условиях возникает сложность точного регулирования давления поворотным шибером, из-за чего часть дымовых газов выбивается из рабочего пространства печи, ухудшая экологические условия работы агрегата. Наиболее близким по технической сущности и достигаемым результатам является способ выплавки стали, включающий завалку и прогрев металлолома газокислородным факелом, заливку чугуна и продувку расплава кислородом при заданной тепловой нагрузке и давлении в рабочем пространстве, регулирование интенсивности продувки в зависимости от атмосферного, давления и температуры окружающего воздуха [2]. Недостатком известного способа является также сложность управления работой агрегата при высоких топливных нагрузках при неблагоприятных климатических условиях. Задачей изобретения является уменьшение выбросов газа и пыли под сводом сталеплавильного агрегата й улучшение тепловой работы печи. Поставленная задача решается тем, что в способе выплавки стали в подовом сталеплавильном агрегате, включающем завалку и прогрев металлолома газокислородным факелом, заливку чугуна и продувку расплава кислородом, регулирование интенсивности продувки расплава кислородом в зависимости от атмосферного давления и температуры окружающего агрегат воздуха, согласно изобретению, при снижении атмосферного давления от 780 мм рт.ст. до 740 мм рт.ст. интенсивность продувки снижают на 300-500 нм3/час, а при снижении температуры окружающего сталеплавильный агрегат воздуха от +40°С до -40°С интенсивность продувки расплава кислородом увеличивают на ту же величину. При высокой интенсивности продувки наряду с высоким расходом дымовых газов из печи в тракте вместе с газом перемещается значительное количество пыли. Газоочистка имеет большое аэродинамическое сопротивление движению дымовых газов, что приводит к необходимости введения в тракт дымососа, что, в свою очередь, увеличивает объем подсасываемого в печь и тракт холодного воздуха, возрастают потери давления при движении дымовых газов. При этом потери давлений или аэродинамическое сопротивление тракта нелинейно возрастают при увеличении интенсивности продувки. При определенных атмосферных условиях незначительные колебания интенсивности продувки существенно изменяют аэродинамическое сопротивление движению дымовых газов и приводят к невозможности контролирования выбросов газа и пыли из рабочего пространства печей. В высокопроизводительных подовых агрегатах значения необходимых интенсивностей продувки определяются атмосферным давлением и температурой воздуха. Снижение атмосферного давления способствует улучшению условий для выбросов дыма и газа из рабочего пространства печей, что приводит к необходимости снижения интенсивности продувки. Нижнее значение уменьшения интенсивности продувки - 300 нм3/час, при Снижении атмосферного давления до 740 мм рт.ст. соответствует конструкциям агрегатов с трактом с невысоким аэродинамическим сопротивлением движению дымовых газов. Верхнее значение - 500 нм3/час, соответствует конструкциям агрегатов с трактом, имеющим максимально возможное (еще обеспечивающее работу агрегата без выбросов газа и пыли при атмосферном давлении 780 мм рт.ст.) аэродинамическое сопротивление движению дымовых газов. Снижение уменьшения интенсивности продувки менее 300 нм3/час при снижении атмосферного давления до 740 мм рт.ст. не обеспечивает работу агрегатов без выбросов газа и пыли, а увеличение уменьшения интенсивности продувки более 500 нм3/час при тех же условиях приводит к ухудшению тепловой работы агрегата. Снижение температуры атмосферного воздуха улучшает экологические условия работы сталеплавильного агрегата, что позволяет увеличить интенсивность продувки. Нижнее значение увеличения интенсивности продувки - 300 нм3/час, при снижении температуры воздуха до 40°С соответствует конструкциям агрегатов с трактом с низким аэродинамическим сопротивлением движению дымовых газов, верхнее значение увеличения интенсивности продувки - 500 нм3/час. соответствует высоким значениям аэродинамического сопротивления. Снижение увеличения интенсивности продувки (менее 300 нм3/час) приводит к ухудшению тепловой работы сталеплавильного агрегата, увеличение повышения интенсивности продувки (более 500 нм3/час) ухудшает экологические условия работы печей. Способ выплавки стали заключается в следующем. В подовый сталеплавильный агрегат, например, 300-тонную мартеновскую печь, содержащую регенераторы, котел-утилизатор, газоочистку, дымосос с дымовой трубой, заваливают металлолом, прогревают его газокислородным факелом, затем заливают чугун и начинают продувку расплава кислородом. Предварительно перед началом продувки измеряют давление атмосферного воздуха и его температуру, а также давление под сводом мартеновской печи. Повышая интенсивность продувки расплава кислородом до максимально возможной для данной конструкции подового сталеплавильного агрегата, при которой не происходят выбросы газа и пыли из рабочего пространства, при конкретных физических условиях, оценивают состояние работы печи. Критерием оценки этого состояния является достижение Избыточного давления под сводом печи, равного 4 мм рт.ст. При снижении атмосферного давления на 1 мм рт.ст. интенсивность продувки снижают на 7,5-12,5 нм3/час, что соответствует снижению интенсивности продувки на 300-500 нм3/час при изменении давления от 780 до 740 мм рт.ст., а при увеличении температуры окружающего сталеплавильный агрегат воздуха на 2°С интенсивность продувки расплава автоматически увеличивают на ту же величину. Пример осуществления способа. В 300-тонную мартеновскую печь произвели завалку 120 т металлолома, прогрели его газокислородным факелом в течение 1,5 часа, после чего произвели заливку 180 т чугуна и начали продувку расплава кислородом с интенсивностью 6000 м3/час. При этом температура окружающего воздуха составляла 20°С, а атмосферное давление - 750 мм рт.ст. Давление дымовых газов под сводом печи составляло 4 мм рт.ст. Через 15 минут после продувки изменилось атмосферное давление и составило 770 мм рт.ст. При этом интенсивность продувки увеличили с 6000 до 6200 нм3/час. Тепловая работа печи не изменилась. Через 20 минут атмосферное давление снизилось до 740 мм рт.ст., а температура воздуха повысилась до 30°С. интенсивность продувки расплава кислородом поддерживали на уровне 5850 нм3/час. За 5 минут до окончания продувки температура воздуха снизилась до 10°С, а давление повысилось до 760 мм рт.ст. Интенсивность продувки повысили до 6150 нм3/час. На протяжении всей плавки печь работала в аэродинамическом и теплотехническом отношении ровно. При таких значительных переладах давлений и температуры воздуха выбросов дымовых газов и пыли над сводом печи не наблюдалось. Технический результат от использования способа заключается в снижении выбросов газа и пыли над сводом сталеплавильного агрегата, улучшении теплового режима работы печи и, вследствие этого, снижении условного расхода топлива на 5-15%.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for steelmaking in the hearth steelmaking vessel
Автори англійськоюFrolov Volodymyr Mykolaiovych, Dorofieiev Volodymyr Mykolaiovych, Hriebieniukov Anatolii Vasyliovych, Skorokhod Mykola Mykhailovych, Zherdev Oleksandr Serhiiovych
Назва патенту російськоюСпособ выплавки стали в подовом сталеплавильном агрегате
Автори російськоюФролов Владимир Николаевич, Дорофеев Владимир Николаевич, Гребенюков Анатолий Васильевич, Скороход Николай Михайлович, Жердев Александр Сергеевич
МПК / Мітки
МПК: C21C 5/04
Мітки: подовому, сталеплавильному, виплавки, спосіб, агрегаті, сталі
Код посилання
<a href="https://ua.patents.su/2-1465-sposib-viplavki-stali-u-podovomu-staleplavilnomu-agregati.html" target="_blank" rel="follow" title="База патентів України">Спосіб виплавки сталі у подовому сталеплавильному агрегаті</a>
Спосіб виплавки сталі у подовому сталеплавильному агрегаті
Номер патенту: 694
Опубліковано: 15.12.1993
Автори: Гребенюков Анатолій Васильович, Фролов Володимир Миколайович, Фролов Артур Володимирович, Бондаренко Микола Андрійович, Дорофєєв Володимир Миколайович, Дворядкін Борис Олександрович, Кущенко Олександр Іванович
МПК: C21C 5/04
Мітки: сталеплавильному, агрегаті, виплавки, сталі, подовому, спосіб
Формула / Реферат:
Способ выплавки стали в подовом сталеплавильном агрегате, включающий заливку чугуна на нагретую шихту, расплавление шихты, продувку кислородом расплава до содержания углерода в металле 0,45%, нагрев окисленного шлака газо-кислородным факелом, отличающийся тем, что нагрев шлака газо-кислородным факелом осуществляют при достижении содержания углерода в металле 0,25-0,45% одновременно с продувкой расплава кислородом в течение последних 15-30%...
Спосіб продувки розплаву у подовому сталеплавильному агрегаті
Номер патенту: 883
Опубліковано: 15.12.1993
Автори: Щукіна Любов Федорівна, Скороход Микола Михайлович, Терзіян Павло Григорович, Терзіян Сергій Павлович, Гребенюков Анатолій Васильович, Жердєв Олександр Сергійович, Дворядкін Борис Олександрович
МПК: C21C 5/04
Мітки: розплаву, сталеплавильному, агрегаті, подовому, продувки, спосіб
Формула / Реферат:
1. Способ продувки расплава в подовом сталеплавильном агрегате, включающий подачу через сводовые водоохлаждаемые фурмы газообразного кислорода в периоды продувки и доводки на границу раздела металл-шлак, подъем фурм в период доводки выше границы раздела металл-шлак, проведение беспродувочного периода, отличающийся тем, что в первые 20-40% продолжительности периода доводки продувку ведут при положении сопел фурм над границей раздела...
Спосіб виплавки сталі у мартенівській печі

Номер патенту: 132
Опубліковано: 30.04.1993
Автори: Харченко Борис Васильович, Ігнатьєв Вадим Петрович, Хорошілов Микола Макарович, Дворядкін Борис Олександрович, Проценко Юрій Юрьєвич, Котляр Володимир Лазаревич, Жердєв Олександр Сергійович, Марков Юрій Ілліч
МПК: C21C 5/04
Мітки: виплавки, сталі, спосіб, мартенівській, печі
Формула / Реферат:
Формула изобретения1. Способ выплавки стали в мартеновской печи, включающий продувку ванны кислородом через центральную и две периферийные фурмы до содержания углерода в металле 0,03-0,05% и последующий ввод чугуна в количестве 0,4-1,0% от веса садки, отличающийся тем, что, с целью снижения содержания газов в металле и усреднения его по химическому составу и температуре, дополнительно присаживают разжижитель и углеродсодержащий...
Спосіб виробництва сталі в подовій печі
Номер патенту: 293
Опубліковано: 30.04.1993
Автори: Бондаренко Микола Андрійович, Дворядкін Борис Олександрович, Бросєв Олександр Олександрович, Кущенко Олександр Іванович, Гребенюков Анатолій Васильович
МПК: C21C 5/04
Мітки: печі, виробництва, сталі, подовий, спосіб
Формула / Реферат:
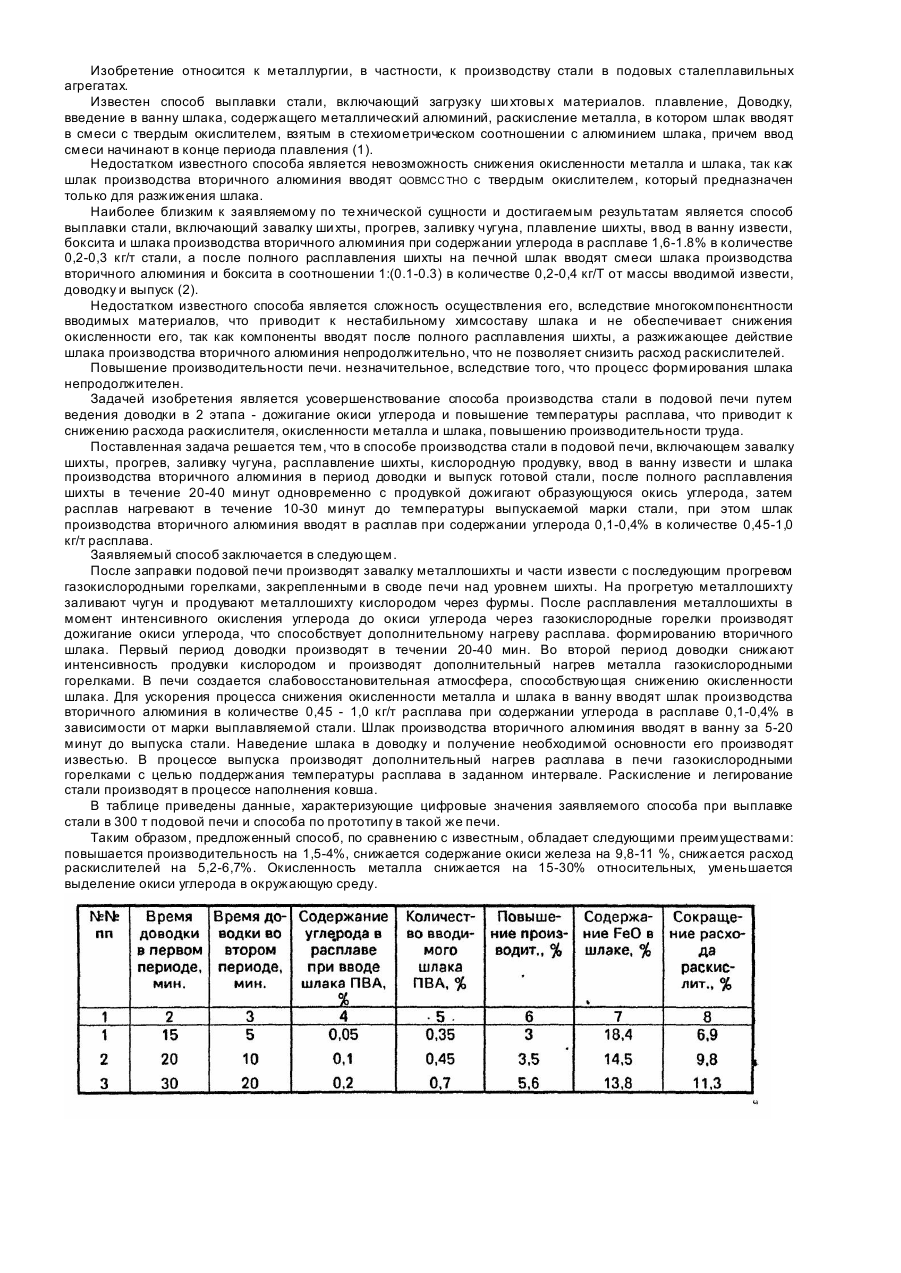
Способ производства стали в подовой печи, включающий завалку шихты, прогрев, заливку чугуна, расплавление шихты, кислородную продувку, ввод в ванну извести и шлака производства вторичного алюминия в период доводки и выпуск готовой стали, отличающийся тем. что после полного расплавления шихты в течение 20-40 мин, одновременно с продувкой дожигают образующуюся окись углерода, затем расплав нагревают в течении 10-30 минут до температуры...
Спосіб виплавки металу
Номер патенту: 1253
Опубліковано: 30.12.1993
Автори: Приходько Едуард Васильович, Зражевський Олександр Данилович, Поживанов Олесандр Михайлович, Вишиваний Анатолій Григорович, Семикін Сергій Іванович, Лапіцкий Всеволод Володимірович, Смоктій Володимир Васильович
МПК: C21C 5/28
Мітки: спосіб, металу, виплавки
Формула / Реферат:
Способ выплавки металла, включающий загрузку шихты, продувку ванны кислородом через верхнюю фурму, отличающийся тем, что, с целью более полного удаления примесей из расплава и снижения затрат электроэнергии, между фурмой и расплавом создают разность потенциалов, величину которой устанавливают равной 0,5-2,5 В.
Попередній патент: Спосіб виготовлення заготівок
Наступний патент: Шихта для виробництва офлюсованого агломерату
Випадковий патент: Спосіб корекції прихованих порушень вуглеводного обміну у хворих на захворювання травної системи