Спосіб виготовлення заготівок
Номер патенту: 1466
Опубліковано: 25.07.1994
Автори: Локтіонов Петро Якович, Проценко Юрій Юрійович, Дорожко Іван Кирилович, Тарасов Віктор Іванович, Луцький Михайло Борисович, Луценко Віктор Олександрович, Бондаренко Микола Андрійович, Чічкан Артур Олексійович
Формула / Реферат
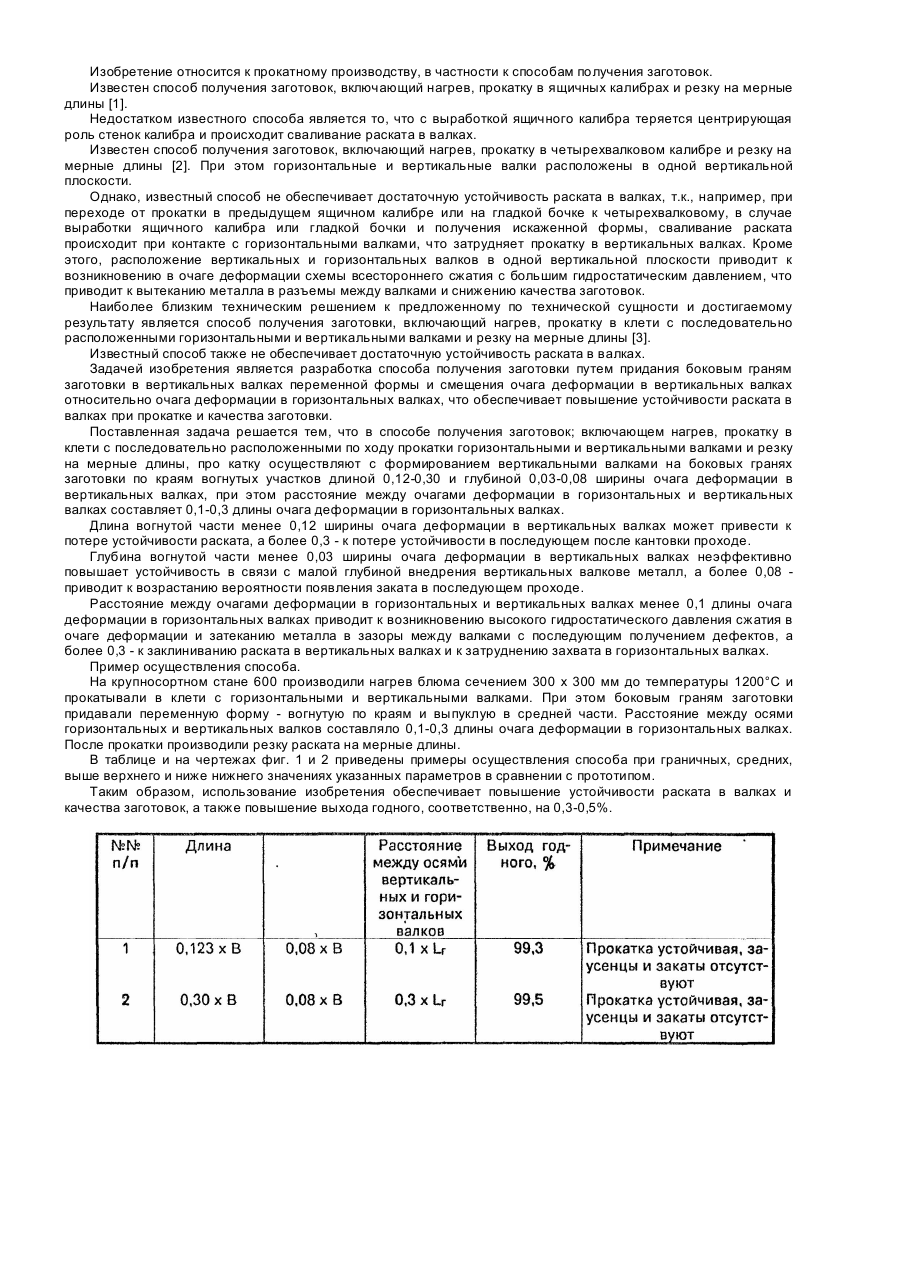
Способ получения заготовки, включающий нагрев, прокатку в клети с последовательно расположенными по ходу прокатки горизонтальными и вертикальными валками и резку на мерные длины, отличающийся тем, что прокатку осуществляют с формированием вертикальными валками на боковых гранях заготовки по краям вогнутых участков длиной 0,12-0,30 и глубиной 0,03-0,08 ширины очага деформации в вертикальных валках, при этом расстояние между очагами деформации в горизонтальных и вертикальных валках составляет 0,1-0,3 длины очага деформации в горизонтальных валках.
Текст
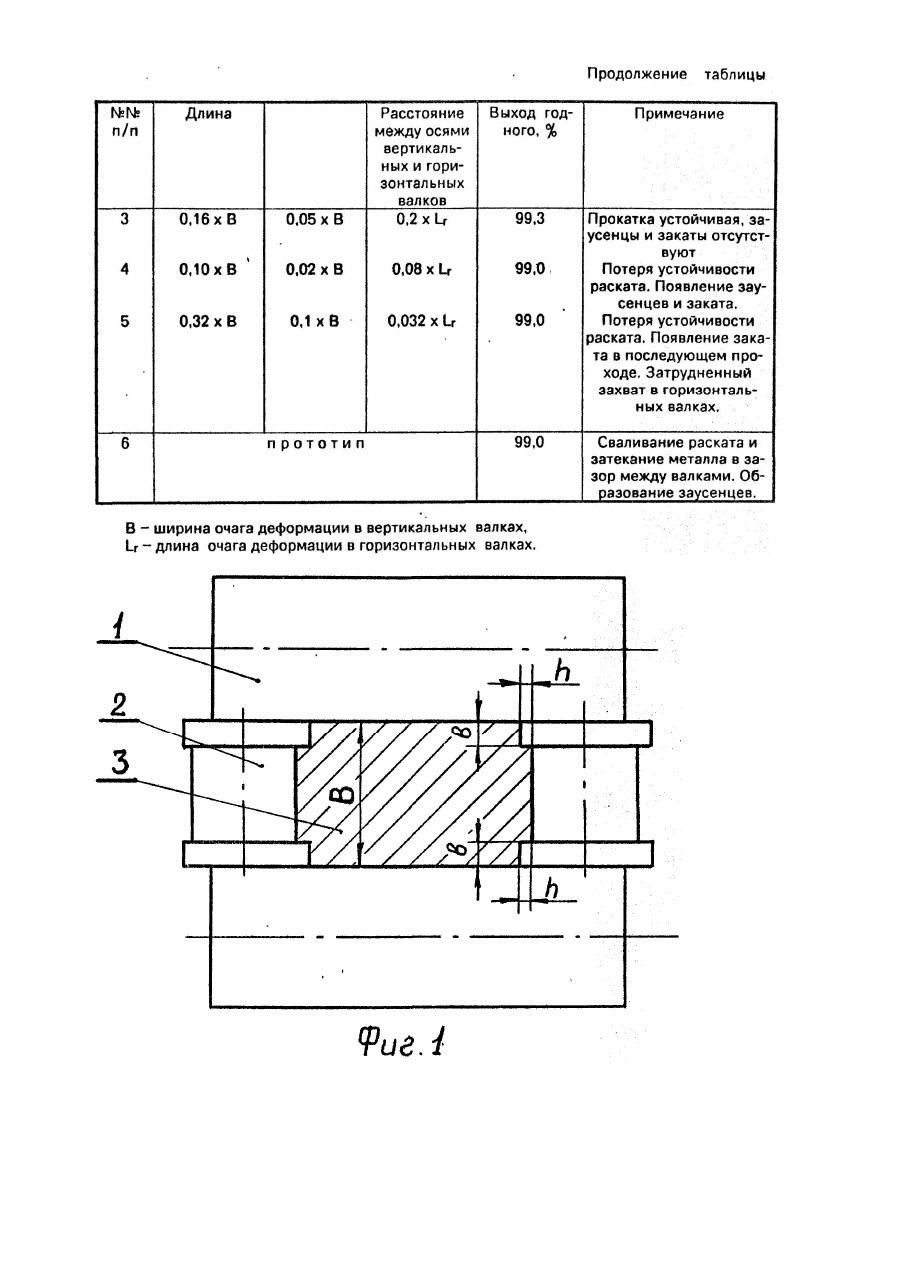
Изобретение относится к прокатному производству, в частности к способам получения заготовок. Известен способ получения заготовок, включающий нагрев, прокатку в ящичных калибрах и резку на мерные длины [1]. Недостатком известного способа является то, что с выработкой ящичного калибра теряется центрирующая роль стенок калибра и происходит сваливание раската в валках. Известен способ получения заготовок, включающий нагрев, прокатку в четырехвалковом калибре и резку на мерные длины [2]. При этом горизонтальные и вертикальные валки расположены в одной вертикальной плоскости. Однако, известный способ не обеспечивает достаточную устойчивость раската в валках, т.к., например, при переходе от прокатки в предыдущем ящичном калибре или на гладкой бочке к четырехвалковому, в случае выработки ящичного калибра или гладкой бочки и получения искаженной формы, сваливание раската происходит при контакте с горизонтальными валками, что затрудняет прокатку в вертикальных валках. Кроме этого, расположение вертикальных и горизонтальных валков в одной вертикальной плоскости приводит к возникновению в очаге деформации схемы всестороннего сжатия с большим гидростатическим давлением, что приводит к вытеканию металла в разъемы между валками и снижению качества заготовок. Наиболее близким техническим решением к предложенному по технической сущности и достигаемому результату является способ получения заготовки, включающий нагрев, прокатку в клети с последовательно расположенными горизонтальными и вертикальными валками и резку на мерные длины [3]. Известный способ также не обеспечивает достаточную устойчивость раската в валках. Задачей изобретения является разработка способа получения заготовки путем придания боковым граням заготовки в вертикальных валках переменной формы и смещения очага деформации в вертикальных валках относительно очага деформации в горизонтальных валках, что обеспечивает повышение устойчивости раската в валках при прокатке и качества заготовки. Поставленная задача решается тем, что в способе получения заготовок; включающем нагрев, прокатку в клети с последовательно расположенными по ходу прокатки горизонтальными и вертикальными валками и резку на мерные длины, про катку осуществляют с формированием вертикальными валками на боковых гранях заготовки по краям вогнутых участков длиной 0,12-0,30 и глубиной 0,03-0,08 ширины очага деформации в вертикальных валках, при этом расстояние между очагами деформации в горизонтальных и вертикальных валках составляет 0,1-0,3 длины очага деформации в горизонтальных валках. Длина вогнутой части менее 0,12 ширины очага деформации в вертикальных валках может привести к потере устойчивости раската, а более 0,3 - к потере устойчивости в последующем после кантовки проходе. Глубина вогнутой части менее 0,03 ширины очага деформации в вертикальных валках неэффективно повышает устойчивость в связи с малой глубиной внедрения вертикальных валкове металл, а более 0,08 приводит к возрастанию вероятности появления заката в последующем проходе. Расстояние между очагами деформации в горизонтальных и вертикальных валках менее 0,1 длины очага деформации в горизонтальных валках приводит к возникновению высокого гидростатического давления сжатия в очаге деформации и затеканию металла в зазоры между валками с последующим получением дефектов, а более 0,3 - к заклиниванию раската в вертикальных валках и к затруднению захвата в горизонтальных валках. Пример осуществления способа. На крупносортном стане 600 производили нагрев блюма сечением 300 х 300 мм до температуры 1200°С и прокатывали в клети с горизонтальными и вертикальными валками. При этом боковым граням заготовки придавали переменную форму - вогнутую по краям и выпуклую в средней части. Расстояние между осями горизонтальных и вертикальных валков составляло 0,1-0,3 длины очага деформации в горизонтальных валках. После прокатки производили резку раската на мерные длины. В таблице и на чертежах фиг. 1 и 2 приведены примеры осуществления способа при граничных, средних, выше верхнего и ниже нижнего значениях указанных параметров в сравнении с прототипом. Таким образом, использование изобретения обеспечивает повышение устойчивости раската в валках и качества заготовок, а также повышение выхода годного, соответственно, на 0,3-0,5%.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of obtaining the billets
Автори англійськоюDorozhko Ivan Kyrylovych, Lutskyi Mykhailo Borysovych, Chychkan Artur Oleksiiovych, Lutsenko Viktor Oleksandrovych, Bondarenko Mykola Andriiovych, Loktionov Petro Yakovych, Protsenko Yurii Yuriiovych, Tarasov Viktor Ivanovych
Назва патенту російськоюСпособам изготовления заготовок
Автори російськоюДорожко Иван Кириллович, Луцкий Михаил Борисович, Чичкан Артур Алексеевич, Луценко Виктор Александрович, Бондаренко Николай Андреевич, Локтионов Петр Яковлевич, Проценко Юрий Юрьевич, Тарасов Виктор Иванович
МПК / Мітки
МПК: B21B 1/02
Мітки: спосіб, заготівок, виготовлення
Код посилання
<a href="https://ua.patents.su/3-1466-sposib-vigotovlennya-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення заготівок</a>
Спосіб виготовлення тонких металевих листів прокаткою у пакеті
Номер патенту: 553
Опубліковано: 15.12.1993
Автори: Міллєр Віктор Вікторович, Диордиця Сергій Васильович, Міронов Євген Костянтинович, Гребєнюков Анатолій Васильович, Скороход Микола Михайлович, Гєрмашов Юрій Володимирович, Локтіонов Петро Якович, Хорошілов Микола Макарович
МПК: B21B 1/38
Мітки: виготовлення, тонких, прокаткою, листів, пакети, металевих, спосіб
Формула / Реферат:
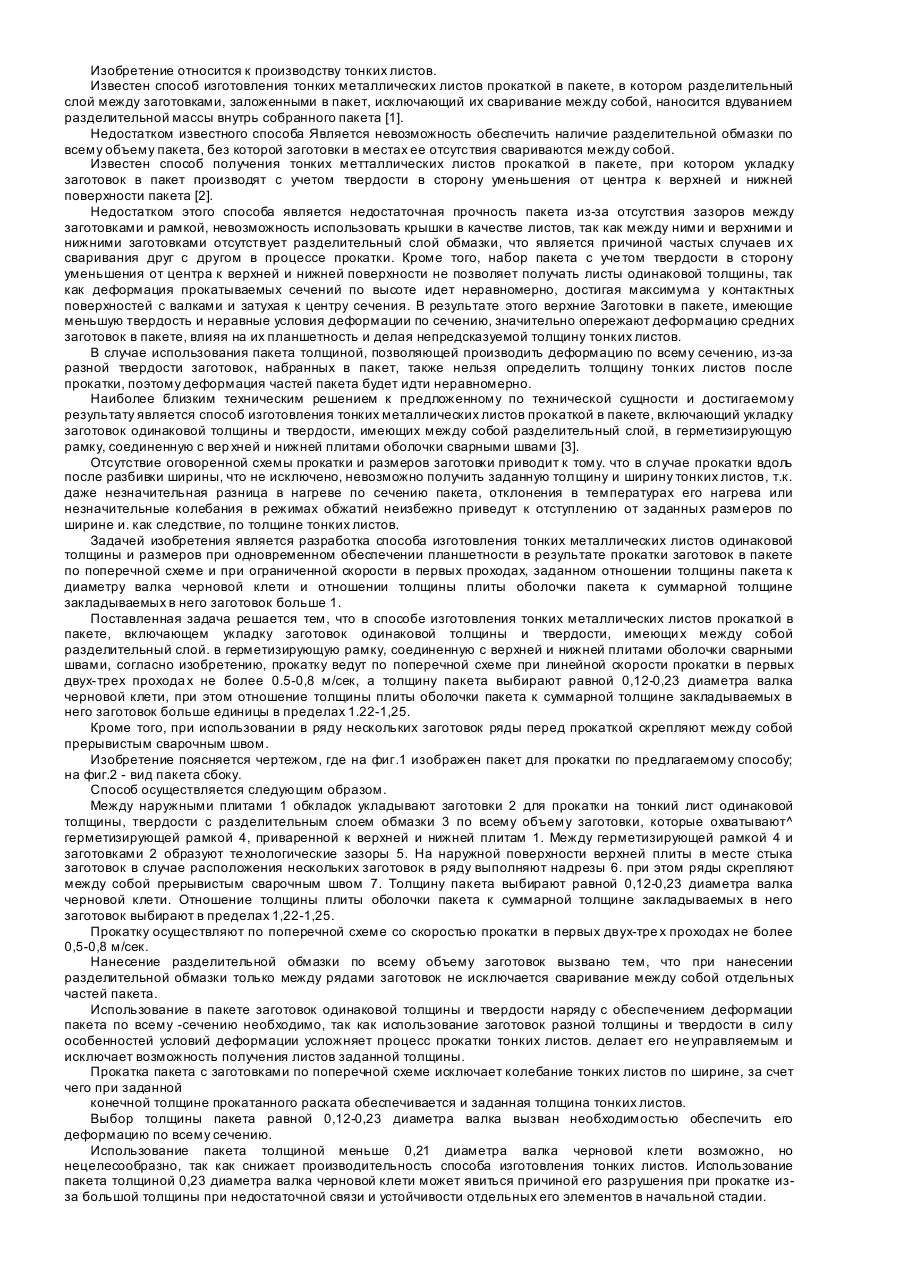
1. Способ изготовления тонких металлических листов прокаткой в пакете, включающий укладку заготовок одинаковой толщины и твердости, имеющих между собой разделительный слой, в герметизирующую рамку, соединенную с верхней и нижней плитами оболочки сварными швами, отличающийся тем, что прокатку ведут по поперечной схеме при линейной скорости прокатки в первых двух-трех проходах. не более 0,5-0,8 м/сек, а толщину пакета выбирают равной 0,12-0,23...
Спосіб отримання заготівок з порошку алюмінію
Номер патенту: 51
Опубліковано: 30.04.1993
Автори: Анашко Віктор Дмитрович, Олійник Юрій Володимирович, Білик Володимир Олексійович, Іл'яшенко Борис Федорович, Цвєлов Євген Олександрович
МПК: B22F 5/00, B22F 3/10, B22F 3/16, B22F 3/12, B22F 3/02
Мітки: порошку, спосіб, алюмінію, отримання, заготівок
Формула / Реферат:
Формула изобретенияСпособ получения заготовок из порошка алюминия, включающий прессование, спекание в вакууме, отличающийся тем, что, с целью повышения ударной вязкости, используют порошок алюминия с размером частиц 0,1 — 1 мм, прессование осуществляют при давлении 343—490 МПа, а спекание проводят сначала на воздухе по ступенчатому режиму: при температуре 190—210°С и 290— 310°С с выдержкой в течение 0,25—0,75 ч на каждой ступени, а...
Спосіб виготовлення біметалевих виливок

Номер патенту: 735
Опубліковано: 15.12.1993
Автори: Конопатський Василь Леонідович, Костенко Георгій Дмитрович, Завілінський Анатолій Володимирович, Кельвіч Володимир Тихонович
МПК: B22D 19/00
Мітки: виготовлення, виливок, біметалевих, спосіб
Формула / Реферат:
(57) Способ изготовления биметаллических отливок, включающий нагрев заготовки под слоем синтетического шлака, перенос и простановку заготовки в литейную форму и заливку в нее металла наплавляемого слоя, отличающийся тем, что, с целью улучшения качества соединения слоев металлов и стабилизации температурного режима процесса, перенос нагретой заготовки от источника нагрева до литейной формы осуществляют в экранирующем кожухе.
Спосіб виробництва товстих листів
Номер патенту: 597
Опубліковано: 15.12.1993
Автори: Шульженко Віктор Васильович, Міллєр Віктор Вікторович, Соловьйов Дмитро Володимирович, Хорошілов Микола Макарович, Міронов Євген Костянтинович, Проценко Юрій Юрійович
МПК: B21B 1/38
Мітки: листів, виробництва, спосіб, товстих
Формула / Реферат:
Способ производства толстых листов, включающий нагрев слитка, прокатку на обжимном стане, удаление дефектных концов заготовки, порезку на слябы, последующую горячую прокатку на листовом стане, вырезку проб для механических испытаний и порезку на мерные длины, отличающийся тем, что удаление дефектных концов концевых слябов осуществляют до появления бездефектного металла на ширине 0,5-0,7 его ширины, а вырезку проб для механических испытаний и...
Спосіб вироблення листового прокату
Номер патенту: 429
Опубліковано: 30.04.1993
Автори: Паталаха Анатолій Кузьмич, Антипенко Валентин Григорович, Тарасов Віктор Іванович, Мочонов Валерій Георгійович, Локтіонов Петро Якович, Крицький Володимир Леонідович, Міллєр Віктор Вікторович
МПК: B21B 1/38
Мітки: вироблення, спосіб, прокату, листового
Формула / Реферат:
Способ производства листового проката, включающий нагрев сляба, прокатку на листовом стане, обрезку боковых кромок раската, обрезку передней и задней частей раската, отбор проб для механических испытаний и порезку на мерные длины, отличающийся тем, что обрезку передней части раската осуществляют в пределах 1,5-2 % массы раската, а отбор проб осуществляют от передней непрямоугольной части раската.
Попередній патент: Теплоізолююча суміш для розливання сталі
Наступний патент: Спосіб виплавки сталі у подовому сталеплавильному агрегаті
Випадковий патент: Установка для виготовлення ливарних виробів із дентальних металів