Алмазний інструмент для правки шліфувальних кругів
Номер патенту: 15052
Опубліковано: 30.06.1997
Формула / Реферат
Алмазный инструмент для правки шлифовальных кругов, содержащий рабочую часть, выполненную из металлической связки с закрепленными в ней алмазными зернами, и нерабочую часть для крепления инструмента, отличающийся тем, что металлическая связка рабочей части имеет твердость 85 ... 110HRB при соотношении твердости связки к прочности алмазных зерен 1,5 ¸ 3,0, а нерабочая часть инструмента выполнена из материала связки.
Текст
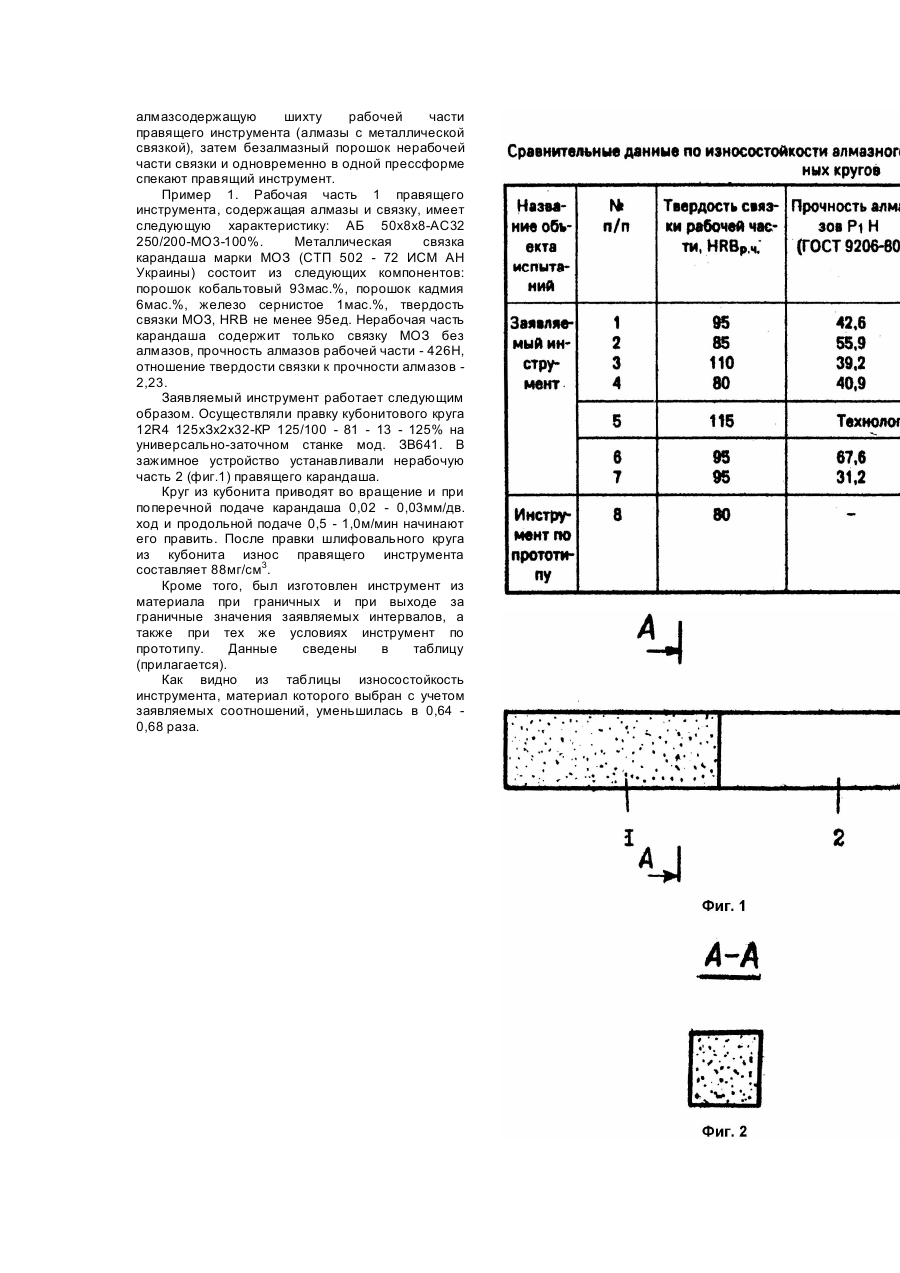
Изобретение относится к алмазно-абразивной обработке и может быть применено для формирования необходимого профиля рабочей поверхности и восстановления режущей способности алмазно-абразивных кругов. Наиболее близким по технической сущности к заявляемому изобретению является алмазный инструмент для правки шлифовальных кругов [1], содержащий рабочую часть, выполненную из металлической связки, имеющей твердость не ниже 65ед. HRB и более 62ед. HRC с закрепленными в ней природными алмазными зернами и нерабочую часть для крепления инструмента, выполненную из стали. При использовании данного известного инструмента повышается производительность процесса правки за счет предлагаемого распределения количества зерен от их величины, т.е. если алмазные зерна меньшего размера, то их больше, а если они большего размера, то их меньше. Однако данный инструмент имеет твердость связки рабочей части, не превышающий HRB80, что является недостаточным для прочного закрепления алмазов. Несоответствие прочностей связки и алмазов при правке приводит к его пониженной износостойкости. Кроме того, в данном инструменте нерабочая часть выполнена из металлического корпуса, изготовление которого требует также дополнительных технологических операций точения и сверления, что приводит к увеличению его стоимости. В основу изобретения поставлена задача такого совершенствования алмазного инструмента для правки шлифовальных кругов, при котором путем соответствующего подбора соотношения твердости связки к прочности алмазов рабочей части и выбора материала нерабочей части инструмента обеспечивается более надежное закрепление алмазов в связке и равномерный износ алмазов и связки, а также улучшение технологичности при его изготовлении и, как следствие, повышение износостойкости и уменьшение стоимости инструмента. Это достигается тем, что в алмазном инструменте для правки шлифовальных кругов, содержащем рабочую часть, выполненную из металлической связки с закрепленными в ней алмазными зернами, и нерабочую часть для крепления инструмента, согласно изобретению, металлическая связка рабочей части имеет твердость при соотношении твердости связки и прочности алмазов 1,5 ... 3,0, а нерабочая часть инструмента выполнена из материала связки. При правке методом шлифования возникают высокие температура обработки и механические напряжения как на шлифовальном круге, так и в правящем инструменте. При этом алмазные зерна, соударяясь друг с другом, расшатываются, вырываются из связки или частично вдавливаются в нее. Для обеспечения малого изнашивания алмазов в зоне правки требуются зерна высокой прочности с максимальной высотой выступания их над связкой. Поэтому связка должна обладать повышенным алмазосодержанием, т.е. высокой твердостью, соответствующей прочности алмазов. Достаточная высота выступания алмазных зерен способствует образованию большего объема межзеренного пространства, необходимого для размещения и транспортирования из зоны резания продуктов шлифования. Непрерывное освобождение межзеренного пространства от продуктов шлифования, равномерный износ алмазов и связки уменьшает вероятность возникновения ее контакта с поверхностью шлифовального круга, создает благоприятные условия для повышения износостойкости правящего инструмента и интенсивного воздействия прочных алмазных зерен на правящую поверхность алмазно-абразивных кругов. Как показали наши исследования и проведенные эксперименты, решение этой технической задачи возможно в том случав, если твердость рабочей части будет находиться в заявляемых пределах, а нерабочая часть будет выполнена из материала связки. Такой твердостью обладают связки марок МС2 (СТП 88 УССР ИСМ 588 - 76), МОЗ, МСЗ (СТП 88 УССР ИСМ 502 - 72 и 505 - 72). Если твердость меньше 85ед. HRB существенно уменьшается износостойкость алмазного правящего инструмента, а твердость выше 110ед. технологически невозможно достичь. Установлено также, что отношение твердости рабочей части к прочности алмазов должно находиться в пределах 1,5 ... 3,0. При отношении меньше 1,5 ухудшаются условия закрепления алмазов в связке, так как твердость связки недостаточна для более надежного закрепления прочных алмазов, что вызывает во время правки преждевременное удаление их из связки и повышенный износ правящего инструмента. При более 3,0 ухудшаются условия равномерного износа алмазов и связки, т.е. нарушается процесс самозатачивания, так как сравнительно низкая прочность алмазов не соответствует повышенной твердости связки, что приводит к ускоренному износу алмазов и всего правящего инструмента. Нерабочая часть правящего инструмента изготавливается из материала связки, что обеспечивает прочное соединение однородных рабочей и нерабочей частей при его изготовлении (прессовании и спекании в прессформе) и, кроме того, при этом улучшается технологичность инструмента, т.к. появляется возможность изготовить обе упомянутые части (рабочую и нерабочую за один прием, в едином технологическом процессе). На фиг.1 изображен общий вид алмазного инструмента для правки шлифовальных кругов; на фиг.2 - сечение по А - А на фиг.1. Алмазный карандаш может быть в поперечном сечении как круглой, так и квадратной формы. Алмазный инструмент для правки шлифовальных кругов содержит рабочую часть 1, выполненную из металлической связки с закрепленными в ней алмазными зернами и нерабочую часть 2 для крепления инструмента, выполненную из материала связки, при этом металлическая связка рабочей части 1 имеет твердость 85 ... 110HRB при соотношении твердости связки к прочности алмазных зерен 1,5 ... 3. Алмазный инструмент для правки шлифовальных кругов изготавливают следующим образом. В прессформу засыпают вначале алмазсодержащую шихту рабочей части правящего инструмента (алмазы с металлической связкой), затем безалмазный порошок нерабочей части связки и одновременно в одной прессформе спекают правящий инструмент. Пример 1. Рабочая часть 1 правящего инструмента, содержащая алмазы и связку, имеет следующую характеристику: АБ 50x8x8-AC32 250/200-MO3-100%. Металлическая связка карандаша марки МОЗ (СТП 502 - 72 ИСМ АН Украины) состоит из следующих компонентов: порошок кобальтовый 93мас.%, порошок кадмия 6мас.%, железо сернистое 1мас.%, твердость связки МОЗ, HRB не менее 95ед. Нерабочая часть карандаша содержит только связку МОЗ без алмазов, прочность алмазов рабочей части - 426Н, отношение твердости связки к прочности алмазов 2,23. Заявляемый инструмент работает следующим образом. Осуществляли правку кубонитового круга 12R4 125хЗх2х32-КР 125/100 - 81 - 13 - 125% на универсально-заточном станке мод. ЗВ641. В зажимное устройство устанавливали нерабочую часть 2 (фиг.1) правящего карандаша. Круг из кубонита приводят во вращение и при поперечной подаче карандаша 0,02 - 0,03мм/дв. ход и продольной подаче 0,5 - 1,0м/мин начинают его править. После правки шлифовального круга из кубонита износ правящего инструмента составляет 88мг/см3. Кроме того, был изготовлен инструмент из материала при граничных и при выходе за граничные значения заявляемых интервалов, а также при тех же условиях инструмент по прототипу. Данные сведены в таблицу (прилагается). Как видно из таблицы износостойкость инструмента, материал которого выбран с учетом заявляемых соотношений, уменьшилась в 0,64 0,68 раза.
ДивитисяДодаткова інформація
Назва патенту англійськоюDiamond tool for dressing of grinding wheels
Автори англійськоюSavchenko Yurii Yakovych, Leschuk Iryna Venedyktivna
Назва патенту російськоюАлмазный инструмент для правки шлифовальных кругов
Автори російськоюСавченко Юрий Яковлевич, Лещук Ирина Венедиктовна
МПК / Мітки
МПК: B24D 3/06, B24B 53/12
Мітки: інструмент, кругів, правки, шліфувальних, алмазний
Код посилання
<a href="https://ua.patents.su/2-15052-almaznijj-instrument-dlya-pravki-shlifuvalnikh-krugiv.html" target="_blank" rel="follow" title="База патентів України">Алмазний інструмент для правки шліфувальних кругів</a>
Інструмент для правки шліфувальних кругів
Номер патенту: 14958
Опубліковано: 04.03.1997
Автор: Черенов Олексій Борисович
МПК: B24B 53/12
Мітки: інструмент, правки, шліфувальних, кругів
Формула / Реферат:
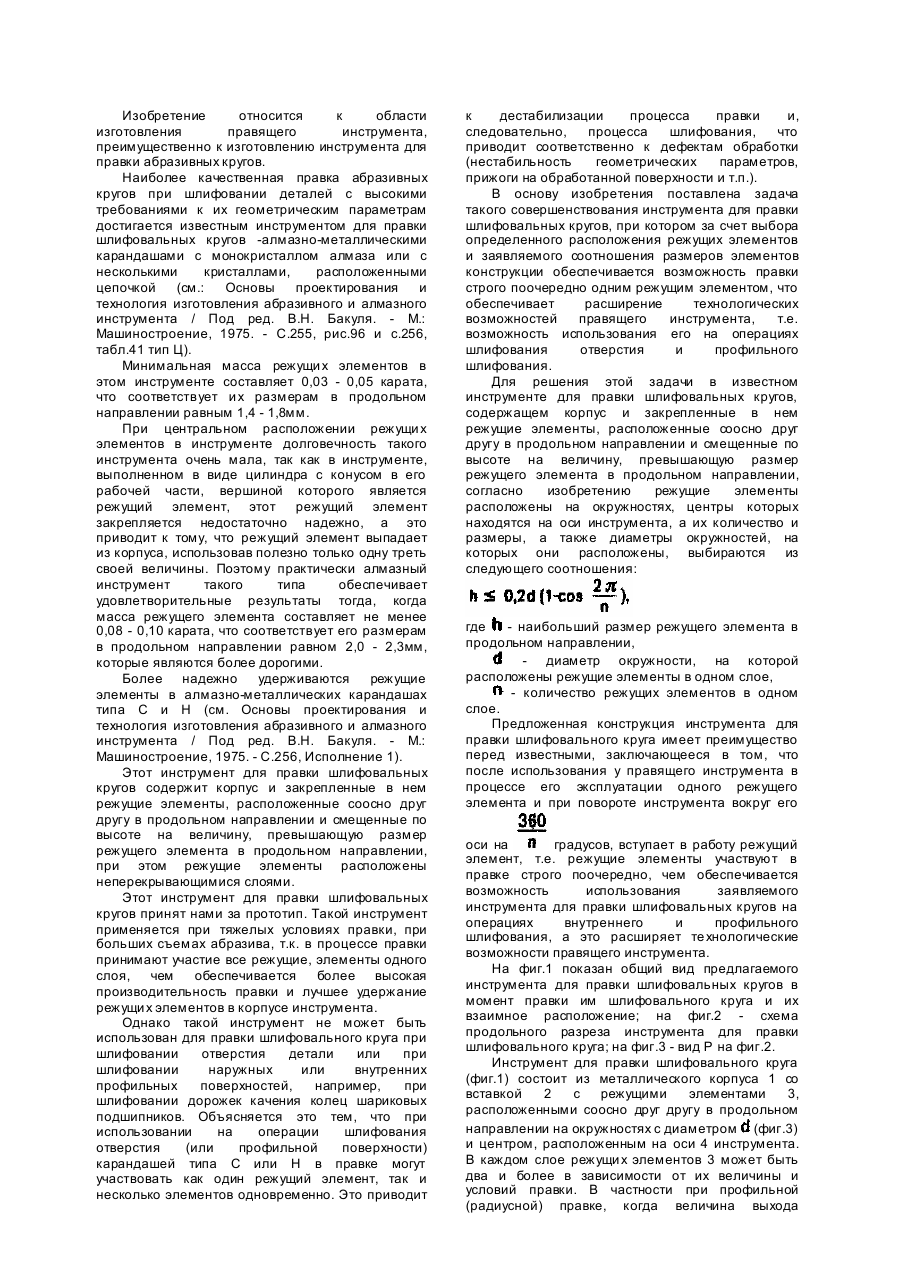
Инструмент для правки шлифовальных кругов, содержащий корпус и закрепленные в нем режущие элементы, расположенные соосно друг другу в продольном направлении и смещенные по высоте на величину, превышающую размер режущего элемента в продольном направлении, отличающийся тем, что режущие элементы расположены на окружностях, центры которых находятся на оси инструмента, а их количество и размеры, а также диаметры окружностей, на которых они...
Спосіб анодно-механічної правки абразивного інструменту
Номер патенту: 2161
Опубліковано: 26.12.1994
Автори: Хімач Олег Васильович, Покладій Георгій Григорович
МПК: B23P 6/00
Мітки: правки, інструменту, анодно-механічної, абразивного, спосіб
Формула / Реферат:
Способ анодно-механической правки абразивного инструмента на токопроводящей связке в условиях взаимного перемещения контактирующих поверхностей правящего электрода и абразивного инструмента, отличающийся тем, что, с целью повышения производительности и качества правки путем повышения плотности тока, процесс ведут электродом в виде металлической щетки, на ворсинах которой закреплены абразивные зерна, а разность линейных скоростей...
Інструмент для фрикційного поверхневого зміцнення
Номер патенту: 692
Опубліковано: 15.12.1993
Автори: Кирилів Володимир Іванович, Калічак Теодор Миколайович
МПК: B24B 29/00
Мітки: поверхневого, зміцнення, фрикційного, інструмент
Формула / Реферат:
Формула изобретенияИнструмент для фрикционного поверхностного упрочнения деталей машин, содержащий корпус в виде диска из материала с низким коэффициентом теплопроводности и с рабочей поверхностью на его периферии, отличающийся тем, что, с целью повышения качества обрабатываемой детали за счет увеличения толщины упрочненного слоя, инструмент снабжен пальцами, выполненными из материала с коэффициентом теплопроводности выше, чем у...
Інструмент для очищення поверхні

Номер патенту: 1719
Опубліковано: 25.10.1994
Автор: Рахманов Микола Миколайович
МПК: A46B 7/00
Мітки: поверхні, очищення, інструмент
Формула / Реферат:
Инструмент дня очистки поверхности, содержащий установленные на приводном валу фланцы, между которыми по их окружности параллельно оси вала установлены пальцы, и очистные элементы, корпус каждого из которых выполнен в виде диска с отверстиями по периферии для попеременной установки на пальце по мере износа рабочей поверхности, отличающийся тем, что он имеет для крепления на них дисков, расположенные между фланцами по их периферии, параллельно...
Круг алмазний на металевій зв’язці багатошаровий з фасонним трапецеїдальним профілем
Номер патенту: 13791
Опубліковано: 25.04.1997
Автори: Тюрнікова Валентина Миколаївна, Сидоренко Леонід Семенович
МПК: B24D 5/00
Мітки: круг, трапецеїдальним, фасонним, багатошаровий, металевій, алмазний, профілем, зв'язці
Формула / Реферат:
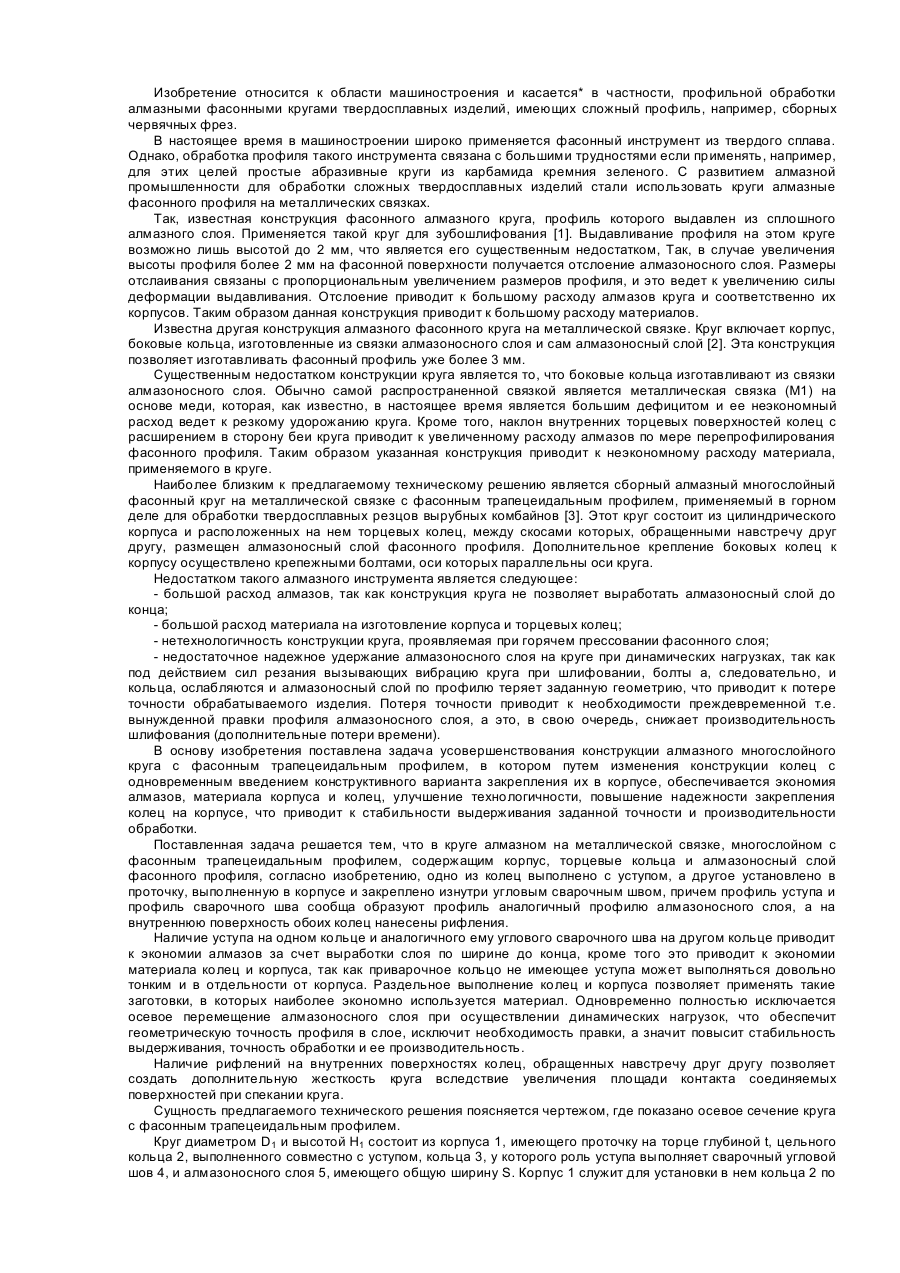
Круг алмазный на металлической связке, многослойный с фасонным трапецеидальным профилем, включающий корпус, торцевые кольца и алмазоносный слой фасонного профиля, отличающийся тем, что одно из колец выполнено с уступом, а другое установлено в проточку, выполненную в корпусе, и закреплено изнутри угловым сварочным швом, причем профиль уступа и профиль сварочного шва сообща образуют профиль, аналогичный профилю алмазного слоя, а на...
Попередній патент: Голка для голкотерапії
Наступний патент: Спосіб виготовлення фільтрівного матеріалу
Випадковий патент: Спосіб отримання шліфпорошку синтетичного алмазу