Спосіб вимірювання діаметру виробів
Формула / Реферат
Способ измерения диаметра изделий, включающий создание светового потока, освещение им фотоприемника, фотоэлектрическое преобразование светового потока в электрический сигнал, введение в световой поток измеряемого изделия, измерение электрического импульса на выходе из фотоприемника, сопоставление амплитуд электрических импульсов при нахождении изделия в световом потоке и без него, отличающийся тем, что потоку света придают плоскопараллельный характер и прямоугольное сечение, пропуская его последовательно через линзу и диафрагму с прямоугольным окном, одновременно с электрическим сигналом фотоприемника измеряют сигнал от дополнительного фотоприемника, в соответствии с которым корректируют интенсивность светового потока во время измерения диаметра изделия, а в промежутках между измерениями корректируют интенсивность светового потока по амплитуде электрического импульса фотоприемника без изделия в световом потоке.
Текст
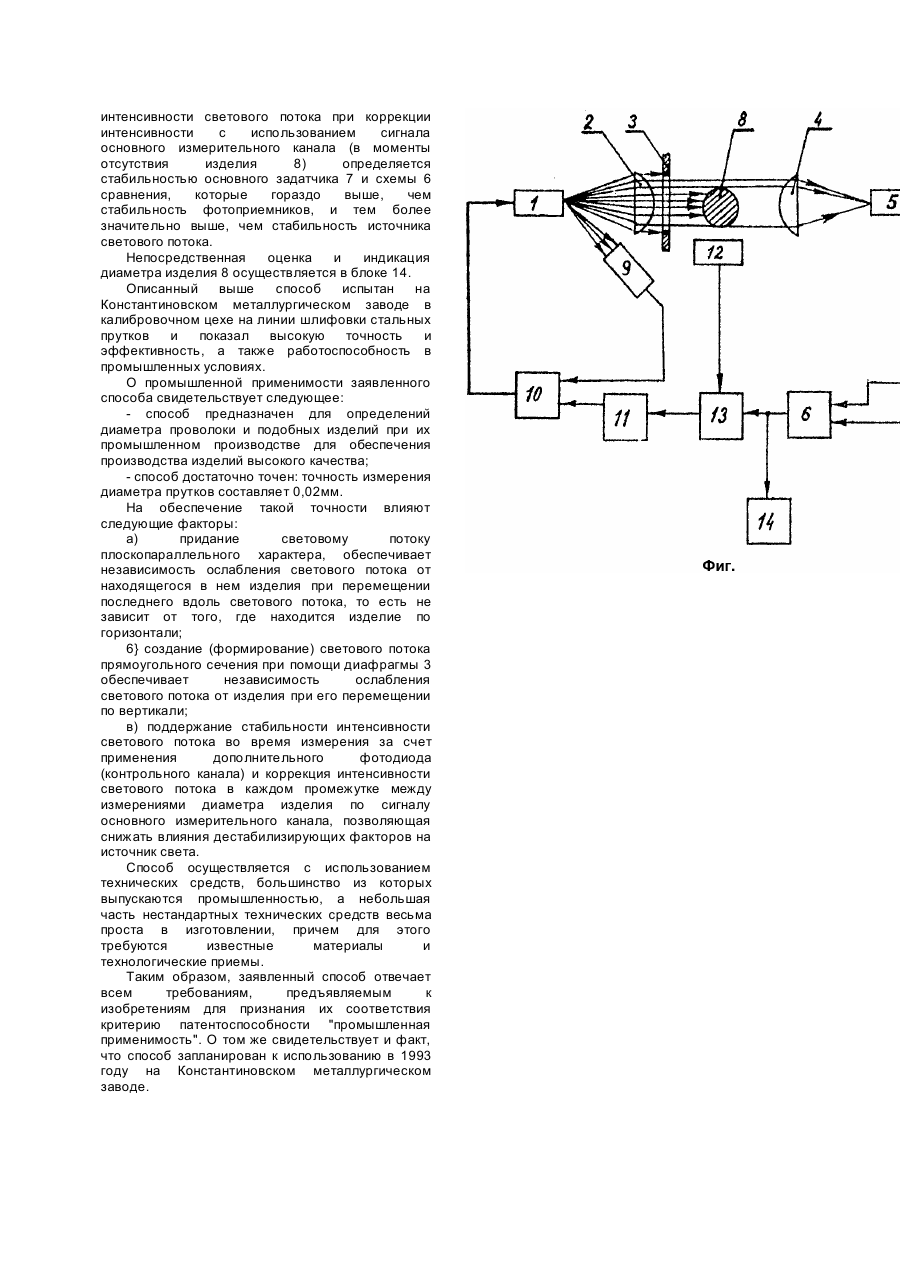
Описываемое изобретение относится к измерительной технике, в частности, к способам измерения диаметра изделий и может найти использование для измерения диаметра провода, кабеля, прутков и т.п. нитевидных изделий в процессе их производства. В качестве прототипа принят способ бесконтактного измерения диаметра провода [1], заключающийся в следующем. Провод, диаметр которого нужно измерить, пересекает световой поток от источника света, фотоэлектрически измеряют величину, светового потока и по величине электрического импульса на выходе фотоприемника определяют диаметр проволоки (амплитуда импульса пропорциональна диаметру провода). При этом величину светового потока поддерживают постоянной за счет обратной связи: "устройство ... снабжено операционным усилителем и элементом задержки, соединенными последовательно, выход операционного усилителя соединен с источником света, а вход линии задержки с фотоприемником". При увеличении (уменьшении) интенсивности светового потока увеличивается (уменьшается) ток фотоприемника, операционный усилитель уменьшает (увеличивает) ток через источник света. При этом величина тока фотоприемника, а значит и интенсивность светового потока восстанавливаются. Недостатком этого способа-прототипа является недостаточная точность измерения диаметра проволоки, обусловленная тем, что при продолжительном измерении диаметра проволоки в непрерывном режиме затруднительно (практически невозможно) обеспечение стабильности показателей светового потока вследствие влияния на них разных факторов: колебания температуры и влажности окружающей среды, нестабильность питающих напряжений и т.п. Элемент задержки имеет время задержки сигнала обратной связи большее, чем время измерения. Но само наличие элемента задержки обуславливает уменьшение точности измерений. Так как обратная связь работает с задержкой, это ограничивает точность поддержания величины светового потока тем сильнее, чем больше время задержки. В заявляемом способе обратная связь работает без задержки, а значит и корректировка интенсивности светового потока выполняется постоянно. Технический результат применения заключается в том, что увеличивается стабильность интенсивности светового потока, а значит и точность измерения диаметра изделий. На выходе из фотоприемника, сопоставление амплитуд электрических импульсов с изделием и без него в световом потоке, предусмотрены следующие отличия: 1) потоку света придают плоскопараллельный характер, пропуская его через линзу: 2) из плоскопараллельного потока выделяют поток прямоугольного сечения, пропуская световой поток через диафрагму с прямоугольным окном; 3) параллельно с основным электрическим сигналом создают дополнительный сигнал от дополнительного фотоприемника, по величине которого поддерживают постоянной интенсивность светового потока во время измерения; 4) в промежутках между измерениями диаметра изделия осуществляют корректировку интенсивности светового потока в соответствии с заданным основным сигналом. Использование предложенных отличительных признаков в сочетании с известными (общими для прототипа и предложенного способа) признаками обеспечивает высокую точность измерения диаметра изделий: отклонение при измерении диаметра прутков не превышало ±0,02мм (см, акт испытаний) при продолжительном режиме испытаний. Это свидетельствует об удовлетворительном решении поставленной задачи, а также причинно-следственной связи между отличительными признаками и достигаемым техническим результатом при реализации способа. Сущность предложенного способа поясняется прилагаемой схемой (фиг.). Источником 1, находящимся в фокусе линзы 2, создают световой поток, который пропускают последовательно через линзу 2, диафрагму 3 с прямоугольным окном. При этом создается плоскопараллельный поток света с прямоугольным поперечным сечением, который фокусируют линзой 4 на фотоприемник 5, например фотодиод, в котором световой поток преобразовывается в электрический сигнал, поступающий в блок 6 сравнения. Полученный сигнал сравнивается с сигналом от основного задатчика 7 интенсивности оптического излучения в измерительном канале. В промежуток между диафрагмой 3 и линзой 4 помещают изделие 8, диаметр которого измеряется. При этой происходит ослабление светового потока, что регулируется фотоприемником 5 в блоке 6 сравнения и путем сопоставления амплитуд сигнала при исходной интенсивности и интенсивности при нахождении изделия 8 в световом потоке оценивается диаметр изделия 8. Для исключения влияния колебаний интенсивности светового потока во время измерения диаметра изделия 8 получают дополнительный электрический сигнал от дополнительного фотоприемника 9, который поступает в блок 10 сравнения, дополнительного сигнала и сигнала задатчика 11 контрольного канала и по разнице величин сигналов контрольного задатчика 11 и дополнительно осуществляют поддержание (подстройку) интенсивности излучения источника 1 известными приемами. Стабильность фотоприемника 9 гораздо выше стабильности источника 1 светового потока, кроме того, фотоприемник 9 находится в гораздо более легком тепловом режиме по сравнению с источником 1, который при работе рассеивает значительную мощность, чем также обусловлено стабилизирующее действие дополнительного контрольного канала. Если изделия В нет в измерительном канале, производят точную коррекцию интенсивности светового потока, для чего используют сигнал основного фотоприемника 5, который сравнивают с сигналом основного задатчика 7. Сигнал разбаланса, полученный блоком 6 сравнения, используют для уточнения (коррекции) величины сигнала задатчика 11 контрольного канала. Для обеспечения этого предусмотрен датчик 12 наличия изделия 8 в измерительном канале и средство 13 управляющее задатчиком 11 контрольного канала в момент отсутствия изделия 8, Точность поддержания постоянной интенсивности светового потока при коррекции интенсивности с использованием сигнала основного измерительного канала (в моменты отсутствия изделия 8) определяется стабильностью основного задатчика 7 и схемы 6 сравнения, которые гораздо выше, чем стабильность фотоприемников, и тем более значительно выше, чем стабильность источника светового потока. Непосредственная оценка и индикация диаметра изделия 8 осуществляется в блоке 14. Описанный выше способ испытан на Константиновском металлургическом заводе в калибровочном цехе на линии шлифовки стальных прутков и показал высокую точность и эффективность, а также работоспособность в промышленных условиях. О промышленной применимости заявленного способа свидетельствует следующее: - способ предназначен для определений диаметра проволоки и подобных изделий при их промышленном производстве для обеспечения производства изделий высокого качества; - способ достаточно точен: точность измерения диаметра прутков составляет 0,02мм. На обеспечение такой точности влияют следующие факторы: а) придание световому потоку плоскопараллельного характера, обеспечивает независимость ослабления светового потока от находящегося в нем изделия при перемещении последнего вдоль светового потока, то есть не зависит от того, где находится изделие по горизонтали; 6} создание (формирование) светового потока прямоугольного сечения при помощи диафрагмы 3 обеспечивает независимость ослабления светового потока от изделия при его перемещении по вертикали; в) поддержание стабильности интенсивности светового потока во время измерения за счет применения дополнительного фотодиода (контрольного канала) и коррекция интенсивности светового потока в каждом промежутке между измерениями диаметра изделия по сигналу основного измерительного канала, позволяющая снижать влияния дестабилизирующих факторов на источник света. Способ осуществляется с использованием технических средств, большинство из которых выпускаются промышленностью, а небольшая часть нестандартных технических средств весьма проста в изготовлении, причем для этого требуются известные материалы и технологические приемы. Таким образом, заявленный способ отвечает всем требованиям, предъявляемым к изобретениям для признания их соответствия критерию патентоспособности "промышленная применимость". О том же свидетельствует и факт, что способ запланирован к использованию в 1993 году на Константиновском металлургическом заводе.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for measurement of diameter of articles
Автори англійськоюKoval Viktor Vasyliovych
Назва патенту російськоюСпособ измерения диаметра изделий
Автори російськоюКоваль Виктор Васильевич
МПК / Мітки
МПК: G01B 11/08, G01B 9/00
Мітки: виробів, вимірювання, спосіб, діаметру
Код посилання
<a href="https://ua.patents.su/2-15487-sposib-vimiryuvannya-diametru-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб вимірювання діаметру виробів</a>
Пристрій для вимірювання діаметру виробів
Номер патенту: 15461
Опубліковано: 30.06.1997
Автор: Коваль Віктор Васильович
МПК: G01B 21/10, G01B 11/08
Мітки: виробів, пристрій, вимірювання, діаметру
Формула / Реферат:
Устройство для измерения диаметра изделий, содержащее излучатель света, оптическую систему, фотоприемник и аналоговый преобразователь, отличающееся тем, что оптическая система выполнена в виде двух собирающих линз, установленных соосно, с образованием промежутка между ними, в котором установлена диафрагма, выполненная а виде пластины из светонепроницаемого материала с прямоугольным отверстием, в которой одна из пар кромок отверстия...
Фотоелектричний пристрій для вимірювання діаметру виробів
Номер патенту: 14222
Опубліковано: 25.04.1997
Автори: Білан Степан Миколайович, Кожем'яко Володимир Прокопович, Тимченко Леонід Іванович
МПК: G01B 21/10
Мітки: виробів, пристрій, вимірювання, діаметру, фотоелектричний
Формула / Реферат:
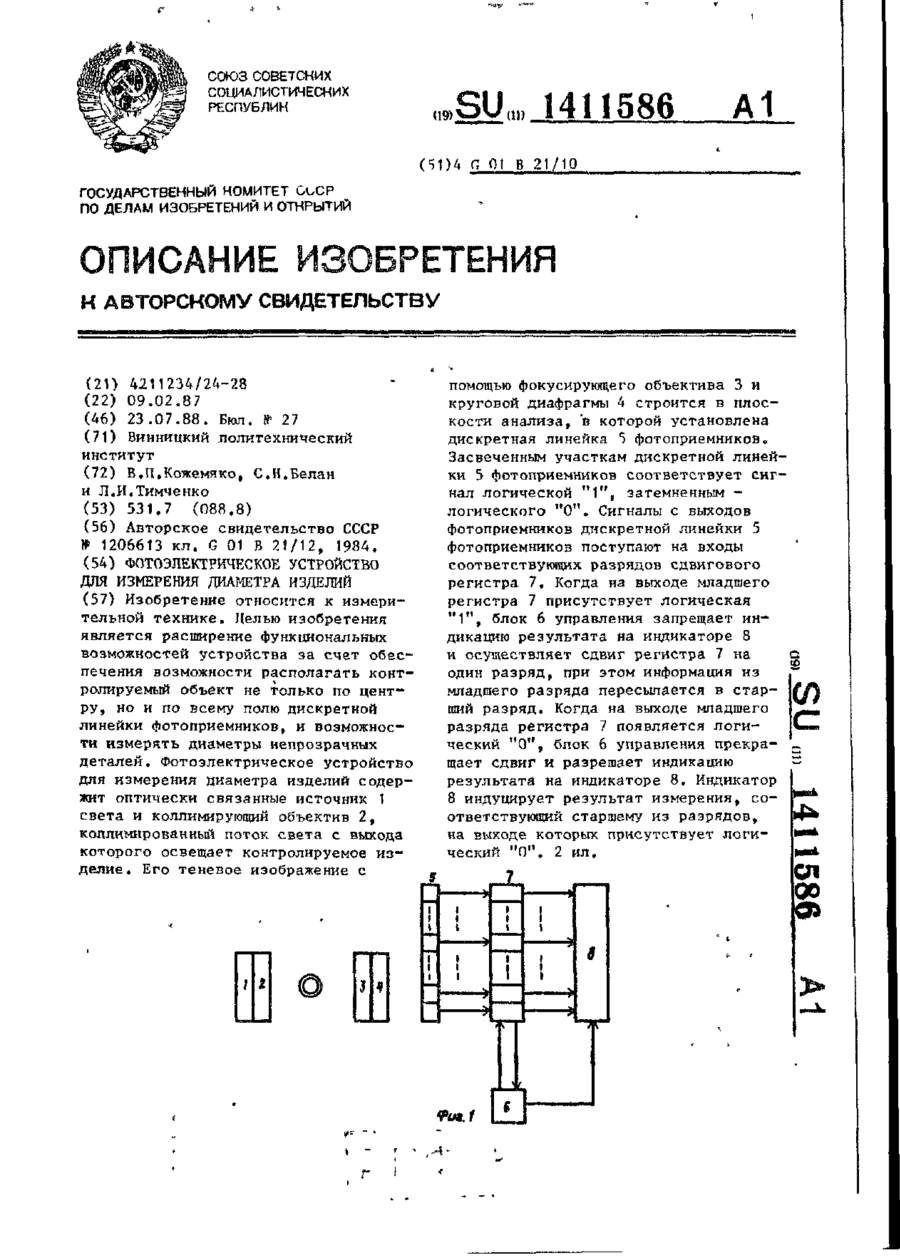
Фотоэлектрическое устройство для измерения диаметра изделий, содержащее оптически связанные источник света, оптическую систему, предназначенную для переноса изображения в плоскость анализа, и дискретную линейку фотоприемников, сдвиговый регистр, индикатор и блок управления, первый выход которого связан с управляющим входом сдвигового регистра, отличающееся тем, что, с целью расширения функциональных возможностей, количество...
Пристрій для вимірювання діаметру рулона
Номер патенту: 12175
Опубліковано: 25.12.1996
Автор: Аркушин Василь Прокопович
МПК: G01B 7/12
Мітки: рулона, пристрій, вимірювання, діаметру
Формула / Реферат:
Устройство для измерения диаметра рулона, содержащее аналоговый датчик линейной скорости, интегратор, входом соединенный с выходом датчика линейной скорости, ключ сброса интегратора, соединенный входом с выходом интегратора, формирователь импульсов и импульсный датчик частоты вращения, выходом подключенный к входу формирователя импульсов, отличающееся тем, что, с целью повышения точности измерения, устройство снабжено вторым интегратором,...
Спосіб вимірювання інтенсивності світла
Номер патенту: 14466
Опубліковано: 25.04.1997
Автори: Тимченко Леонід Іванович, Кожем'яко Володимир Прокопович, Білан Степан Миколайович
МПК: G01J 1/42
Мітки: вимірювання, спосіб, світла, інтенсивності
Формула / Реферат:
1. Способ измерения интенсивности света, заключающийся в подаче света на фоточувствительные элементы через систему световодов, отличающийся тем, что, с целью повышения точности и расширения динамического диапазона измерений, отрезки световодов включают последовательно, фиксируют прохождение оптического сигнала фогоприемным элементом на конце каждого отрезка и по количеству возбужденных фотоприемных элементов определяют интенсивность...
Пристрій для вимірювання діаметрів виробів
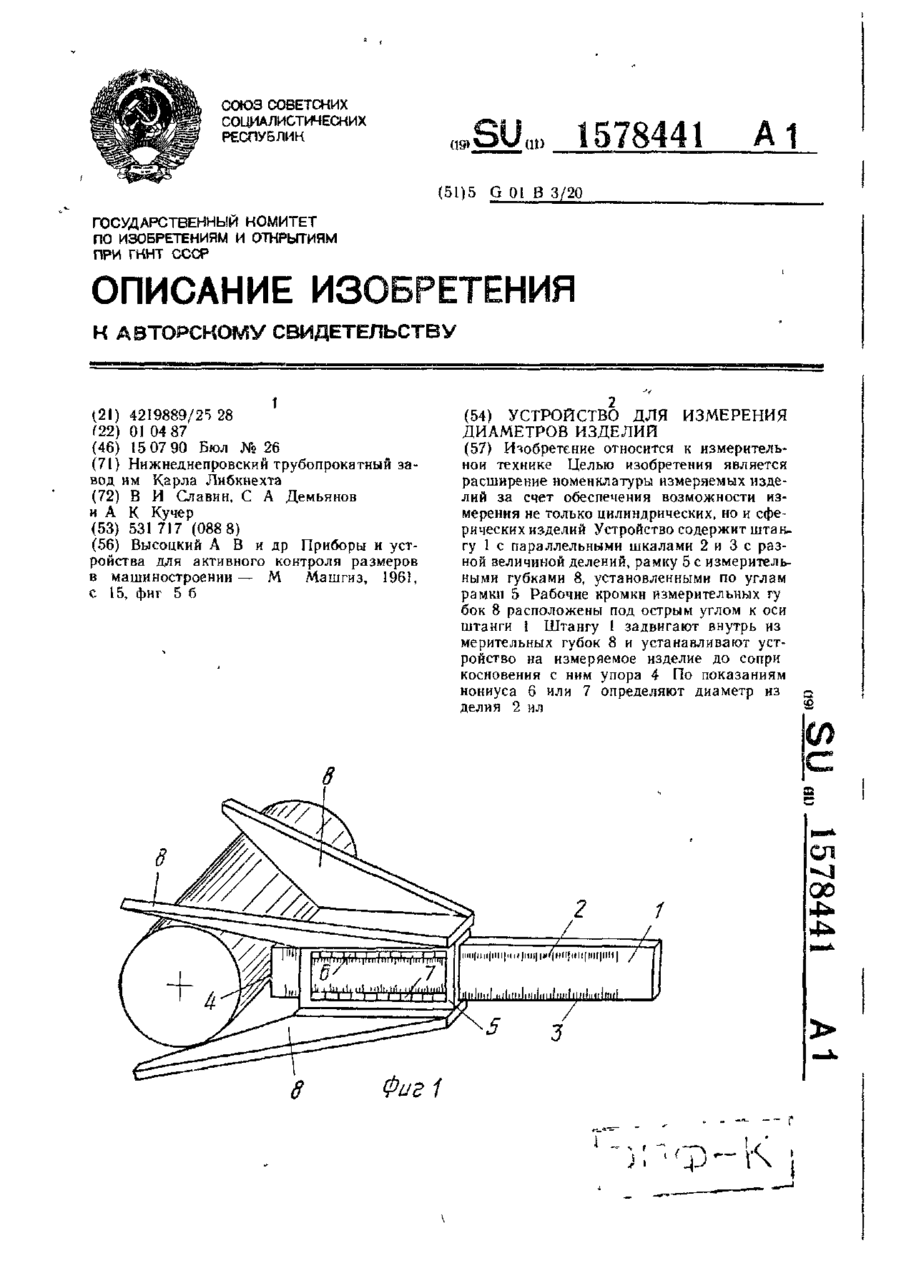
Номер патенту: 11405
Опубліковано: 25.12.1996
Автори: Кучер Олександр Кирилович, Славін Владислав Ільіч, Дем'янов Сергій Олександрович
МПК: G01B 3/20
Мітки: діаметрів, вимірювання, виробів, пристрій
Формула / Реферат:
Устройство для измерения диаметров изделий, содержащее штангу, две измерительные губки, рабочие кромки которых расположены под острым углом к оси штанги, и узел отсчета, отличающееся тем, что, с целью расширения номенклатуры измеряемых изделий за счет обеспечения возможности измерения не только цилиндрических, но и сферических изделий, узел отсчета выполнен в виде параллельных шкал с разной величиной делений, нанесенных на штангу, а...
Попередній патент: Електроростер
Наступний патент: Спосіб запису і зчитування інформації
Випадковий патент: Спосіб одержання ущільненого проміжного продукту дималеату bibw 2992, ущільнений проміжний продукт та тверда пероральна таблетка