Дуттьова фурма з захисним покриттям та спосіб нанесення захисного покриття на зовнішню поверхню дуттьової фурми
Номер патенту: 45466
Опубліковано: 15.04.2002
Автори: Лупандін Георгій Степановіч, ЗОТОВ Олексій Володимирович, ДЮБІН Валерій Юрьйович, МАКІЄНКО Володимир Григорович, АГАРКОВ Віктор Якович
Формула / Реферат
1. Дуттьова фурма з захисним покриттям на робочій частині зовнішньої поверхні, яка вміщує внутрішній та зовнішній стакани, з'єднані по кінцях фланцем та носовою частиною, захисне покриття якої складається з внутрішнього металевого та зовнішнього керамічного шарів, яка відрізняється тим, що внутрішній шар захисного покриття складає 0,4 - 1,2 товщини стінки зовнішнього стакана фурми, і який виконано композитним із чавуну з сталевою арматурою та не має монолітного з'єднання з поверхнею фурми, а зовнішній шар містить не менш одного оксиду елемента, який входить до складу чавуну.
2. Спосіб нанесення захисного покриття на зовнішню поверхню дуттьової фурми зі сплаву на основі міді, здебільшого з міді, що включає наморожування на робочу частину зовнішньої поверхні фурми рідкого чавуну, який відрізняється тим, що на поверхню фурми спочатку наносять сталеву арматуру, при цьому наморожений композитний шар має дійсну лінійну усадку 0,5 - 0,8.
Текст
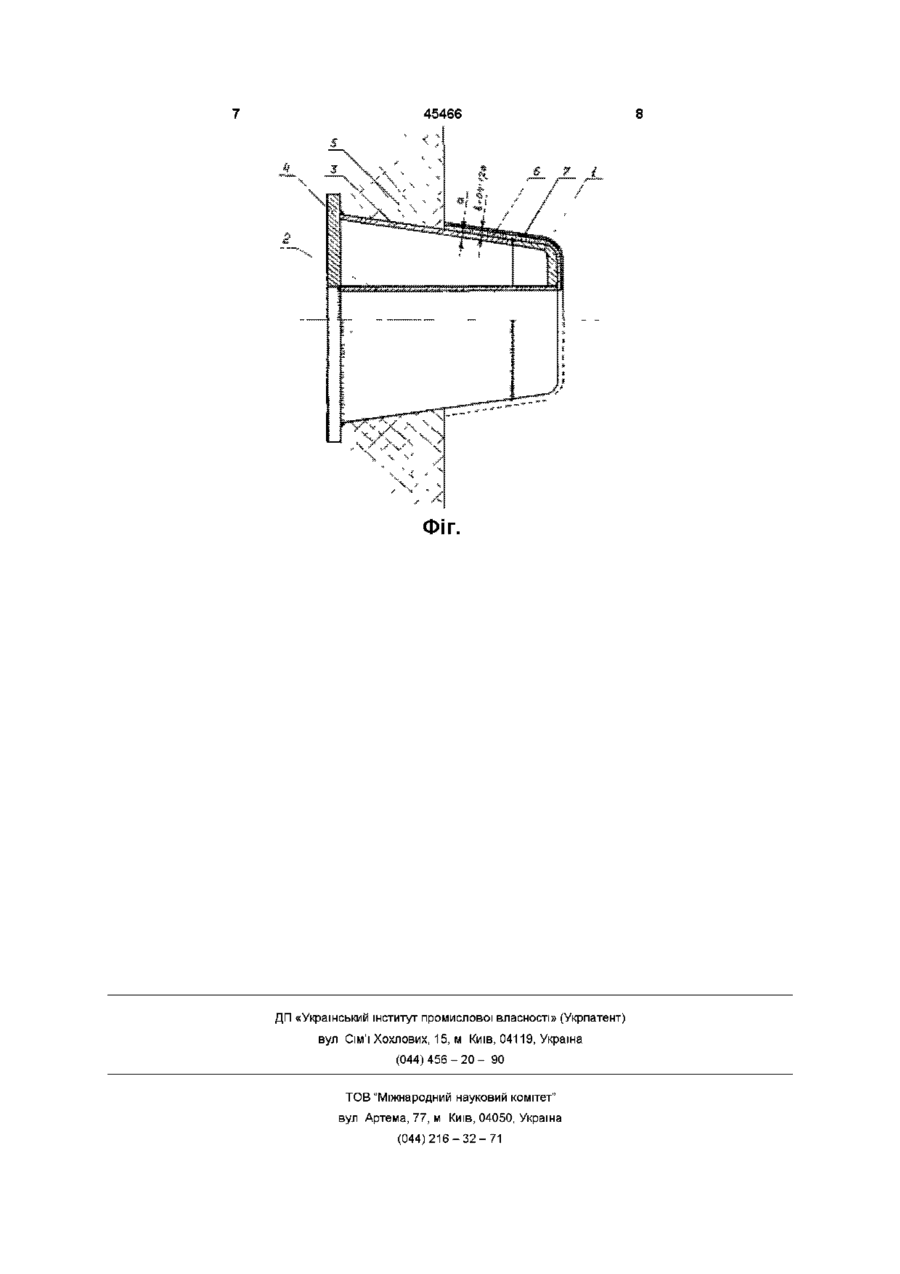
1 Дуттьова фурма з захисним покриттям на Винахід відноситься до галузі металургії та може бути використаний при виготовленні та ремонті дуттьових фурм ВІДОМІ ТИПОВІ конструкції дуттьових фурм до менних або конверторних печей, вміщуючих рильну частину, фланець, ЗОВНІШНІЙ корпус, наприклад "Повітряна фурма доменної печі" а с СРСР № 293852, кл С21В7/16, 1971р (Бюл "Открытия, изобретения " ВНИИП, № 6, 1971 р с 72) Недоліком відомої дуттьової фурми є и низька СТІЙКІСТЬ з причини неодмінного пропалу при попаданні на зовнішню поверхню робочої частини фурми рідкого металу та шлаку Відома низка технічних рішень, які мають метою захість робочої поверхні дуттьової фурми від передчасного пропалу Захист, втілюють нанесенням металевого, металокерамічного, керамічного покриття або їх чередуванням Найближчим до заявляемого технічного рішення є фурма доменної печі з захисним покриттям (заявка № 59-47306 Японія Заявл 08 09 82 р опубл 17 03 84 р МКІ/Г С21В7/16, С23В5/10), що робочій частині зовнішньої поверхні, яка вміщує внутрішній та ЗОВНІШНІЙ стакани, з'єднані по кінцях фланцем та носовою частиною, захисне покриття якої складається з внутрішнього металевого та зовнішнього керамічного шарів, яка відрізняється тим, що внутрішній шар захисного покриття складає 0,4 - 1,2 товщини стінки зовнішнього стакана фурми, і який виконано композитним із чавуну з сталевою арматурою та не має монолітного з'єднання з поверхнею фурми, а ЗОВНІШНІЙ шар містить не менш одного оксиду елемента, який входить до складу чавуну 2 Спосіб нанесення захисного покриття на зовнішню поверхню дуттьової фурми зі сплаву на основі МІДІ, здебільшого з МІДІ, що включає наморожу вання на робочу частину зовнішньої поверхні фурми рідкого чавуну, який відрізняється тим, що на поверхню фурми спочатку наносять сталеву арматуру, при цьому наморожений композитний шар має дійсну лінійну усадку 0,5 - 0,8 прийнята за прототип Відома фурма зроблена з МІДІ або мідного сплаву На поверхні фурми формують металевий шар з нікелю або нікелевого сплаву завтовшки 50 - 500мкм, а слідом керамічний шар 10 - 800мкм з одного або більше тугоплавких компонентів оксиду алюмінію, оксиду хрому та інших Недоліком відомої фурми є низька СТІЙКІСТЬ фурми, особливо під час тривалого контакту з рідким металом або шлаком з причини низької теплопровідності покриття, що не дозволяє зняти концентрації термічного удару на малу площу, що, в свою чергу не дозволяє тепловому потоку розтікатися вдовж поверхні покриття та зменшувати питоме теплове навантаження Визначений недолік є характерним для всіх типів дуттєвих фурм відомої конструкції В основу винаходу поставлена задача розробити конструкцію дуттьової фурми з захисним покриттям на робочій частині зовнішньої поверхні, яка містить внутрішній металевий та ЗОВНІШНІЙ керамічний шари, в якій за рахунок нових констру О (О (О ю ісгивних рішень, забезпечено підвищення СТІЙКОСТІ фурми Для вирішення поставленої задачі дуттьова фурма з захисним покриттям на робочій частині зовнішньої поверхні містить внутрішній та ЗОВНІШНІЙ стакани, з'єднані по кінцях фланцем та носовою частиною, захисне покриття якої складено з внутрішнього металевого та зовнішнього керамічного шарів, причому, у ВІДПОВІДНОСТІ S винаходом внутрішній шар захисного покриття складає 0,4 1,2 товщини стінки зовнішнього стакану фурми, і зроблений композитним з чавуна з сталевою арматурою, та не має монолітного з'єднання з поверхнею фурми, а ЗОВНІШНІЙ шар містить не менш з одного оксида елемента що входить до складу чавуна Дуттьова фурма, наприклад, доменна або конверторна працює в складних умовах при ДІЯННІ високих температур, агресивної середи та істирання шихтовими матеріалами Біля 70% випадків виходу зі строю фурм обумовлено тепловим ударом при контакті и поверхні з рідким металом або шлаком Товщина захисного покриття менш ніж 0,4 товщини стінки зовнішнього стакана фурми (найбільш тонкої и частини) як виявила практика, не дозволяє розсередити тепловий удар по поверхні захисного покриття та знизити питоме теплове навантаження Збільшення товщини покриття більш 1,2 товщини стінки зовнішнього стакана фурми у ряді випадків приводе до підплавлення зовнішньої стінки покриття із-за обмеженої теплопровідності чавуна, та знижуючи СТІЙКІСТЬ покриття спричиняє невиправдана обваженню дуттьової фурми Виготовлення металевого покриття композитним із чавуна з сталевою арматурою обумовлено необхідністю забезпечити надійну зчепність зовнішнього керамічного шару з внутрішнім металевим, при цьому максимальне зближення коефіцієнтів термічного розширення шарів здійснюється за рахунок армірування металевої частини покриття Крім того, наявність сталевої арматури зліпшує механічні властивості крихкого чавуна Внутрішній металевий шар покриття не повинен мати монолітного з'єднання з поверхньою фурми (звичайно мідної), бо взаємна дифузія, тім більш оплавлення сплаву на основі МІДІ та заліза спричиняє утворення крихкої евтектікі В умовах термоциклірування, характерних до експлуатації дуттьової фурми не явність крихкого проміжного шару ініцмрує виникнення тріщин в основному металі та знижує СТІЙКІСТЬ фурми Неявність у зовнішньому (керамічному) шарі не менш одного оксиду елемента, вхідного до складу чавуна з якого виготовлений внутрішній шар покриття, як усвідомлює практика збільшує адгезію та забезпечує надійне з'єднання чавунного та керамічного шарів На кресленні 1 - носова частина, 2 - внутрішній стакан, 3 - ЗОВНІШНІЙ стакан, 4 - фланець, 5 футеровка доменної печі, 6 та 7 - внутрішній та ЗОВНІШНІЙ шари захисного покриття, а - товщина стінки зовнішнього стакана, в - товщина внутрішнього шару покриття Приклад Носова частина фурми, ЗОВНІШНІЙ та внутрішній стакани здійснени з МІДІ марки М1, 45466 фланець - з сталі Ст 3 та з'єднані між собою зварюванням Товщина стінки зовнішнього стакана фурми складає 5мм Внутрішній шар захисного покриття завтовшки 5мм та здійснений з чавуна марки 4x2 з 0,2% алюмінію і армірован сталевою сіткою з дроту 0 1мм з вічком 10 х 10мм ЗОВНІШНІЙ шар товщиною 0,5мм захисного покриття здійснен плазмовим напиленням кераміки складу 75% оксиду кальцію, 20% оксиду алюмінію та 5% оксиду хрому Запропонована конструкція дуттьової фурми дозволяє в 2 - 3 рази збільшити термін її експлуатації, навіть при контакті з рідким металом або шлаком за рахунок зниження концентрації теплового удару на мідну частину фурми Відоми різні способи одержання на металевих поверхнях металевих (в тім рахунку захисних) покриттів наморожуванням рідкого металу на тверду основу (ст "Литье биметаллических изделий", Киев, изд ИПЛАНУССР1976г -с 13) Вадою відомих способів є потреба у додаткових технологічних витратах з причини необхідності нагрівання заготівлі та попередньої підготовки поверхні Способи нагріву та попередньої обробки різні, та в кращому випадку можуть бути сполучені, наприклад, нагрів заготівлі в рідкому флюсі, тім не менш здійснення відомих способів потребує додаткових витрат та обладнання Указані способи предбачають забезпечення МІЦНОСТІ з'єднання шарів за рахунок підплавлення твердої основи, що до фурми, виготовленої з МІДІ або мідного сплаву є неприпустимим Утворення крихкої евтектікі на межі шарів, неминуче приведе в процесі використання фурми до виникнкння тріщин та їх ініціації в основному металі Відом спосіб виготовлення біметалевих виливок системи сталь-сплав на основі МІДІ, здебільшого мідь, наприклад, фурми доменних печей (а с СРСР № 980952 В22Д19/00, 1980 р публ 15 12 1982, "Открития, изобретения " ВНИИПИ, № 46, 1982 р с 58), прийнятий за прототип, при якому попередньо нагріту до 825 - 925°С та оброблену флюсом при 900 - 1050°С сталеву заготівлю (захисне покриття) заливають перегрітим мідним розплавом Відомий спосіб не може запобігти утворення крихкої перехідної зони, та потребує додаткових технологічних витрат по причині необхідності попереднього нагріву заготівлі та розплавлення флюсу Крім того, спосіб не дозволяє забезпечити потрібну якість фурм по причині неможливості одержання пдро-густини литого металу в МІДНІЙ ВИЛИВКІ, який є важливішим чинником для фурми, яка працює при градієнті температур до 1500°С та тиску охолоджуючої води до 10 атмосфер Проблематично також одержання якісного зварного з'єднання при збиранні корпуса фурми, вміщуючого литу носову частину В основу винаходу поставлена задача розробити спосіб нанесення захисного покриття на зовнішню поверхню дуттьової фурми з сплаву на основі МІДІ, при якому за рахунок здійснення нової операції та умов и реалізації забезпечується зберігання якості мідної фурми, зниження технологічних витрат та відсутність крихкої перехідної зони по 45466 способами, вар'їруючи ХІМІЧНИМ складом чавуна та параметрами сталевої арматури Приклад Для повищення СТІЙКОСТІ повітряної фурми доменної печі на її зовнішню робочу поверхню наморожуванням нанесли захисне покриття завтовшки 5мм Поперед наморожування покриття на ЗОВНІШНІЙ стакан фурми діаметром 400мм та товщиною стінки 5 мм нанесли арматуру у вигляді сталевої сітки з дроту 0 1мм та вічком 10 х 10мм Сітка була здійснена у вигляді плоского кільця діаметром 380 мм та на ЗОВНІШНІЙ стакан фурми одягалась з натягом Фурму з нанесеною арматурою та заглушеним дуттєвим соплом занурювали у розплав чавуна марки 4x2 з 0,2% алюмінію при температурі розплаву 1380°С Величина ДІЙСНІЙ ЛІНІЙНІЙ усадці такого чавуна складає 1,4% (попередусадочне розширення 0,1%, доперлітна усадка 0,5%, післяперлітна усадка 1%) Час наморожування складав 3 секунди та визначен по відомих рівнянь теплообміну Отриманий композитний шарза рахунок наявності сталевої арматури мав дійсну лінійну усадку 0,7% та забезпечував щільний контакт захисної оболонки з стінкою фурми без и пластичної деформації Крихкої перехідної зони не виявлено СТІЙКІСТЬ фурми з захисним композитним покриттям склала 160 діб у порівнянні з 76 добами фурм без захисту Наявність чавунної поверхні зробило можливим та простим нанесення додаткового керамічного шару любої товщини Наприклад, шар кераміки товщиною 0,5мм збільшив СТІЙКІСТЬ фурми до 230 діб та забезпечив безаварійну роботу доменної печі між капітальними ремонтами Таким чином, запропонований спосіб дозволяє зберігати якість мідної фурми, знизити технологічні витрати на нанесення захисного покриття та запобігає утворенню перехідної крихкої зони на поверхні контакту захисного покриття з стінкою фурми Запропонований спосіб дозволяє виготовити дуттьову фурму з захисним покриттям по п 1 формули винаходу Величину дійсної лінійної усадці 0,5 - 0,8% можливо забезпечити різноманітними відомими поверхні контаїсга фурми з захисним покриттям Для вирішення поставленої задачі в способі нанесення захисного покриття на зовнішню поверхню дуттьової фурми з сплаву на основі МІДІ, здебільшого з МІДІ, включаючий наморожування на робочу частину зовнішньої поверхні фурми рідкого чавуна, у ВІДПОВІДНОСТІ З винаходом, на поверхню фурми спочатку наносять сталеву арматуру, при цьому наморожений композитний шар має дійсну лінійну усадку 0,5 - 0,8% Нанесення сталевої арматури забезпечує утворення композитного шару чавун-сталь, який поліпшує механічні характеристики крихкого чавуна 3 іншого боку, композитний шар має меншу величину усадки при кристалізації чавуна, який сприяє запобіганню виникнення усадочних тріщин в умовах скрутної усадки намороженого шару або деформації фурми Наявність сталевої арматури позволює отримати дійсну усадку композитного шару у межах 0,5 - 0,8% Величина дійсної лінійної усадці ураховує всі процеси, які відбуваються у крісталізуємом та охолоджуваючемся чавуні та включає напередусадочне розширення чавуна за рахунок графітізацм, доперлитнута післяперлитну усадки При ДІЙСНІЙ ЛІНІЙНІЙ усадці захисного покриття менш за 0,5% не забезпечується щільного контакту між композитним шаром та стінкою фурми, у окремих місцях-постерігався зазор до 0,5мм з-за не прилягання покриття Наявність зазору різко знижує характер теплообміну та величину тепловіддачі, яка звеличує імовірність оплавлення захисного покриття та пропала фурми При ДІЙСНІЙ ЛІНІЙНІЙ усадці більш 0,8% стисківачи зусилля настільки великі, що у ряді стосунків приводять до пластичної деформації зовнішнього стакана фурми Експериментально доведено, що при величині дійсної лінійної усадці 0,5 - 0,8%, захисний шар забезпечує щільний контакт з ЗОВНІШНІМ стаканом фурми при будь-яких реальних геометричних параметрах дуттьової фурми 45466 ФІГ. ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюAharkov Viktor Yakovych, Zotov Oleksii Volodymyrovych
Автори російськоюМакиенко Владимир Григорьевич, Агарков Виктор Яковлевич, Зотов Алексей Владимирович
МПК / Мітки
МПК: C21B 7/16, B22D 19/02, B22D 19/08
Мітки: спосіб, поверхню, фурма, дуттьова, фурми, дуттьової, захисним, захисного, нанесення, покриття, покриттям, зовнішню
Код посилання
<a href="https://ua.patents.su/4-45466-duttova-furma-z-zakhisnim-pokrittyam-ta-sposib-nanesennya-zakhisnogo-pokrittya-na-zovnishnyu-poverkhnyu-duttovo-furmi.html" target="_blank" rel="follow" title="База патентів України">Дуттьова фурма з захисним покриттям та спосіб нанесення захисного покриття на зовнішню поверхню дуттьової фурми</a>
Пристрій для нанесення покриття на зовнішню та внутрішню поверхню труби
Номер патенту: 12955
Опубліковано: 28.02.1997
Автор: Борченко Дмитро Миколайович
МПК: B05C 19/00
Мітки: трубі, зовнішню, пристрій, покриття, нанесення, внутрішню, поверхню
Формула / Реферат:
(57) 1. Устройство для нанесения покрытия на наружную и внутреннюю поверхность трубы, содержащее трубчатую камеру нанесения с опорами для изделия, присоединительный патрубок конфузорного типа, заслонку и вентилятор, отличающееся тем, что оно снабжено установленным в присоединительном патрубке распылителем, а вентилятор установлен перед распылителем и снабжен нагревателем.2. Устройство по п.1,отличающеес я тем, что оно снабжено...
Агрегат для нанесення покриття із цинку, алюмінію та їх сплавів на зовнішню поверхню довгомірних циліндричних виробів
Номер патенту: 18953
Опубліковано: 25.12.1997
Автори: Дем'янова Людміла Іванівна, Артьомов Володимир Васильович, Хаустов Георгій Йосипович, Проскуркін Євгеній Васильович, Коровайний Сергій Федорович, Щербак Олександр Семенович, Руліков Віктор Володимирович, Сергєєв Віктор Володимирович, Пархоменко Віктор Валентинович, Ткач Валер'ян Іванович
МПК: C23C 2/04, C23C 2/06, C23C 2/36
Мітки: алюмінію, сплавів, зовнішню, довгомірних, агрегат, циліндричних, цинку, поверхню, виробів, покриття, нанесення
Формула / Реферат:
Агрегат для нанесення покрытий из цинка, алюминия и их сплавов на наружную поверхность длинномерных цилиндрических изделий, включающий последовательно установленные механизм размотки бунта, камеры нагрева и охлаждения в восстановительной защитной среде, установку для нанесения покрытия, устройство водяного охлаждения, а также механизм намотки длинномерных цилиндрических изделий в бунт, отличающийся тем, что агрегат дополнительно снабжен...
Склад для нанесення захисного покриття
Номер патенту: 40360
Опубліковано: 16.07.2001
Автори: Обідін Євгеній Олександрович, Колесник Юрій Романович, Осініна Тамара Павлівна, Піднебесний Андрій Петрович
МПК: C09D 143/00
Мітки: покриття, склад, захисного, нанесення
Формула / Реферат:
Склад для нанесення захисного покриття, який містить поліметил-фенілсилоксанову смолу в органічному розчиннику та наповнювач, який відрізняється тим, що він додатково містить низькомолекулярний полімегил силоксановий каучук при такому співвідношенні компонентів, мас.%:Полімегилфенілсилоксанова смола /502% розчин в органічному...
Спосіб нанесення цинкоалюмінієвих покриттів на зовнішню поверхню труб
Номер патенту: 9795
Опубліковано: 30.09.1996
Автори: Ткач Валер'ян Іванович, Пархоменко Віктор Валентинович, Тичінін Анатолій Івановіч, Норвилло Надія Юріївна, Таранець Микола Федорович, Кокоріна Олена Клавдіївна, Мітніков Ілля Юхимович, Сергєєв Віктор Володимирович, Проскуркін Євгеній Васильович
Мітки: зовнішню, нанесення, цинкоалюмінієвих, труб, покриттів, поверхню, спосіб
Формула / Реферат:
(57) Способ нанесения цинкалюминиевых покрытий на наружную поверхность труб, включающий подготовку поверхности, нагрев, контактирование с расплавом металлопокрытия в среде защитного газа и охлаждение, отличающийся тем, что расплав подают сплошными струями на наружную поверхность вращающейся трубы, при этом отношение температуры трубы к числу ее оборотов составляет 0,7 - 2,3.
Спосіб нанесення захисного покриття
Номер патенту: 30372
Опубліковано: 15.11.2000
Автори: Широков Володимир Володимирович, Степанишин Володимир Іванович, Василів Христина Броніславівна, Цвікілевіч Орест Степанович
МПК: C23C 10/00
Мітки: покриття, нанесення, спосіб, захисного
Формула / Реферат:
Спосіб нанесення захисного покриття, який полягає в дифузійному насиченні виробів зі сталей в розплаві легкоплавкого металу, у який введено елементи покриття, і який відрізняється тим, що як транспортний легкоплавкий метал застосовують літій, а як насичуючий елемент - оксид хрому в кількості 5-7% мас, насичення виконують при 900-1000°С протягом 10-25 год.
Попередній патент: Пояс завіси внутрішнього охолодження камери ракетного двигуна
Наступний патент: Пристрій для нанесення стружковідокремлювальних канавок
Випадковий патент: Спосіб одержання розчину, що містить титан, у виробництві пігментного оксиду титану