Спосіб заправляння футерівки конвертера для виплавки сталі
Номер патенту: 15067
Опубліковано: 15.06.2006
Автори: Бродський Олександр Сергійович, Шеремет Володимир Олександрович, Стовпченко Ганна Петрівна, Павлюченков Олег Ігоревич, Сокуренко Анатолій Валентинович, Кекух Анатолій Володимирович


Формула / Реферат
Спосіб заправляння футерівки конвертера для виплавки сталі, що включає нанесення порошкоподібного вогнетривкого матеріалу під час плавки на футерівку вище рівня металу, який відрізняється тим, що після випуску металу і часткового випуску шлаку газовими струменями наносять залишок рідкого шлаку зі швидкістю не менше 300 м/с на футерівку нижче умовного рівня металу і по шлаковому поясу, потім завантажують тверду металошихту і заливають чавун.
Текст
Спосіб заправляння футерівки конвертера для виплавки сталі, що включає нанесення порошкоподібного вогнетривкого матеріалу під час плавки на футерівку вище рівня металу, який відрізняється тим, що після випуску металу і часткового випуску шлаку газовими струменями наносять залишок рідкого шлаку зі швидкістю не менше 300 м/с на футерівку нижче умовного рівня металу і по шлаковому поясу, потім завантажують тверду металошихту і заливають чавун. (19) (21) u200511632 (22) 07.12.2005 (24) 15.06.2006 (46) 15.06.2006, Бюл. № 6, 2006 р. (72) Бродський Олександр Сергійович, Павлюченков Олег Ігоревич, Стовпченко Ганна Петрівна, Сокуренко Анатолій Валентинович, Шеремет Володимир Олександрович, Кекух Анатолій Володимирович (73) ТОВАРИСТВО З ОБМЕЖЕНОЮ ВІДПОВІДАЛЬНІСТЮ "ТЕХНОІНЖИНІРИНГ" 3 15067 4 між розплавленими шлаком і металом, сповільнює моменту початку роздування шлаку, що має почареакції десульфурації. ткову температуру не менш 1580°С, відбувається Крім усього цього, у зоні шлакового пояса знос утворення захисного шару з наступним одночасзахисного шару відбувається з більшою швидкісним зниженням температури шлаку, що роздуватю, ніж знос цегельної вогнетривкої кладки, особється, і намороженого захисного шару, що утвориливо при утворенні в період окислення кремнію на вся. початку плавки шлаків з основністю менш двох При подачі газових струменів зі швидкістю не одиниць, які насичені кремнеземом, що знижує менш 300м/сек, формується захисний шар покритстійкість шару, і призводить до частішання його тя в межах від 3/4 висоти циліндричної частини нанесення і, відповідно, більшій витраті вогнетривконвертера в зонах контакту розплавленої метакого порошкоподібного матеріалу. левої ванни і вище на рівні шлакового пояса. При Сама нерівномірність шару футерівки по прошвидкості витікання газових струменів менш філю конвертеру, як відомо, також приводить до 300м/сек, ефективність нанесення покриття зниприскореного її зносу. жується внаслідок недостатнього охолодження В основу корисної моделі поставлена задача раніше нанесених шарів і відбувається їхнє оплиудосконалення способу заправляння футерівки вання (сповзання), що не дозволяє сформувати конвертера для виплавки сталі, у якому шляхом захисний шар достатньої товщини і якості. послідовного нанесення захисних шарів по зонах Приклад виконання. робочого шару футерівки в різні періоди плавки, Пропонований спосіб здійснюється таким чизабезпечується висока технологічність, повний ном. Після випуску металу і шлаку конвертер позахист футерівки протягом усього циклу плавки, вертають у робоче положення під завалку твердої більш тривалий період експлуатації цегельної фуметалошихти і заливання чавуна, здійснюють затерівки конвертера і захисного шару, сформовановалку і заливання, потім переводять у вертикальне го порошкоподібним вогнетривким матеріалом, що положення і продувають плавку киснем з одночасв результаті призводить до скорочення кількості ною присадкою флюсів. Після продувки протягом заправляннь футерівки і холодних ремонтів, під1/3 усієї тривалості операції й окислювання кремвищенню продуктивності агрегату. нію піднімають продувну фурму, ведуть повне скаПоставлена задача вирішується тим, що в чування шлаку, що утворився, опускають фурму способі заправляння футерівки конвертера для для вертикального торкретування й у вертикальвиплавки сталі, що включає нанесення порошконому положенні при відкритому дзеркалі металу подібного вогнетривкого матеріалу під час плавки наносять покриття порошкоподібним вогнетривким на футерівку вище рівня металу, відповідно до матеріалом. Після закінчення операції нанесення корисної моделі після випуску металу і часткового шару покриття вводять продувну фурму і ведуть випуску шлаку газовими струменями наносять продувку з присадками флюсів до одержання сталі залишок рідкого шлаку зі швидкістю не менш необхідного хімічного складу. Після випуску гото300м/с на футерівку нижче умовного рівня металу і вого металу і видалення 3/4 загального обсягу кінпо шлаковому поясі, потім завантажують тверду цевого шлаку конвертер повертають у вертикальметаллошихту і заливають чавун. не положення і за допомогою вертикальної фурми Нанесення захисного шару на зони футерівки газовими струменями зі швидкістю 310м/сек (законвертера нижче рівня металу і по шлаковому безпечується конструкцією сопел при тиску подапоясі без розплаву металу дозволяє формувати ваного газу перед соплом 1,4Мпа) ведуть наморозахисні шлакові покриття хімічного складу, що віджування шару шлакового розплаву на робочу повідає високоосновному складові кінцевого шлафутерівку конвертера нижче звичайного рівня ку, і дозволяє зменшити кількість заправлянь пованни металу і по шлаковому поясі. рошкоподібним вогнетривким матеріалом. Подальшу експлуатацію футерівки конвертера У запропонованому способі після окислювання ведуть з періодичним повторенням операцій. Конвуглецю, повного випуску металу і часткового витроль товщини футерівки лазерним сканером типу пуску шлаку високошвидкісними газовими струме"Дельта" показав утворення покриття товщиною не нями наморожують захисний шар на футерівку менш 25мм стійкість покриття по всій поверхні конвертера нижче звичайного рівня рідкого металу протягом не менш 10-ти плавок. Загальна триваі по шлаковому поясі циліндричної частини конвелість кампаній конвертера при реалізації даної ртера. Висока швидкість вдаряння газових струтехнології склала не менш 3300 плавок. Загальна менів забезпечує ефективне зонне нанесення тривалість кампанії конвертерів за звичайною техшлакового покриття в зазначеному діапазоні. З нологією склала 1810-2200 плавок. Комп’ютерна верстка М. Мацело Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for patching the converter lining for melting steel
Автори англійськоюStovpchenko Hanna Petrivna, Sokurenko Anatolii Valentynovych, Sheremet Volodymyr Oleksandrovych, Kekukh Anatolii Volodymyrovych
Назва патенту російськоюСпособ заправки футеровки конвертера для выплавки стали
Автори російськоюСтовпченко Анна Петровна, Сокуренко Анатолий Валентинович, Шеремет Владимир Александрович, Кэкух Анатолий Владимирович
МПК / Мітки
МПК: C21C 5/44
Мітки: конвертера, спосіб, виплавки, футерівки, сталі, заправляння
Код посилання
<a href="https://ua.patents.su/2-15067-sposib-zapravlyannya-futerivki-konvertera-dlya-viplavki-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб заправляння футерівки конвертера для виплавки сталі</a>
Спосіб заправлення футерівки конвертера з виплавки сталі
Номер патенту: 7495
Опубліковано: 15.06.2005
Автори: Челомбитько Олександр Олексійович, Сокуренко Анатолій Валентинович, Кекух Анатолій Володимирович, Шеремет Володимир Олександрович, ТРОЩІЙ Сергій Володимирович, Павлюченков Олег Ігоревич, Бродський Олександр Сергійович
МПК: C21C 5/44
Мітки: спосіб, сталі, виплавки, футерівки, конвертера, заправлення
Формула / Реферат:
Спосіб заправлення футерівки конвертера для виплавки сталі, що включає подавання вогнетривкого порошкоподібного матеріалу під час плавки на ділянки футерівки, який відрізняється тим, що вогнетривкий матеріал наносять після окислення кремнію рідкого чавуну шихти та повного скачування шлаку з відкритим дзеркалом металу зі швидкістю не менше 150 м/сек по всій поверхні футерівки вище рівня металу.
Спосіб відновлення футерівки конвертера
Номер патенту: 55855
Опубліковано: 15.04.2003
Автори: Івко Володимир Вікторович, Учитель Лев Михайлович, Моцний Валерій Васильович, Чуб Євген Петрович, Чуб Петро Іванович, Макшеєв Володимир Миколайович, Сітало Олександр Олексійович
МПК: C21C 5/44
Мітки: спосіб, футерівки, конвертера, відновлення
Формула / Реферат:
Спосіб відновлення футерівки конвертера, що включає подачу на залишок розплавленого шлаку від попередньої плавки в конвертері брухту відпрацьованої основної футерівки, механічне зміщення їх в зону пошкодженої футерівки, який відрізняється тим, що як брухт основної футерівки використовують брухт пекопериклазових вогнетривів, який вводять в конвертер в кількості 3-5,2 т, адекватній масі вимитої футерівки, в інтервалі не більше 5 хвилин після...
Спосіб нанесення шлакового гарнісажу на футерівку конвертера
Номер патенту: 66393
Опубліковано: 17.05.2004
Автори: Коваленко Олександр Генадійович, Черненков Сергій Павлович, Димченко Євген Миколайович, Літвінов Леонід Федорович, Товкун Валерій Іванович, Коцур Сергій Дмитрович, Оробцев Юрій Вікторович
МПК: C21C 5/44
Мітки: конвертера, шлакового, гарнісажу, нанесення, спосіб, футерівку
Формула / Реферат:
1. Спосіб нанесення шлакового гарнісажу на футерівку конвертера, який включає повертання конвертера і випуск із нього металу після проведення основної окислювальної продувки до певного вмісту у металі вуглецю, залишення у конвертері шлаку, його підготовку шляхом присаджування карбонатних матеріалів і/або матеріалів, що містять вуглець, та нанесення на футерівку конвертера отриманого шлакового розплаву за рахунок подавання згори на шлаковий...
Спосіб виводу футерівки сталеплавильного конвертера на робочий режим
Номер патенту: 65047
Опубліковано: 15.03.2004
Автори: Сокуренко Анатолій Валентинович, Павлюченков Олег Ігоревич, Челомбитько Олександр Олексійович, Бродський Олександр Сергійович, Шеремет Володимир Олександрович, Рожков Євген Михайлович, Кекух Анатолій Володимирович, ТРОЩІЙ Сергій Володимирович
МПК: C04B 35/64
Мітки: спосіб, виводу, режим, сталеплавильного, футерівки, конвертера, робочий
Формула / Реферат:
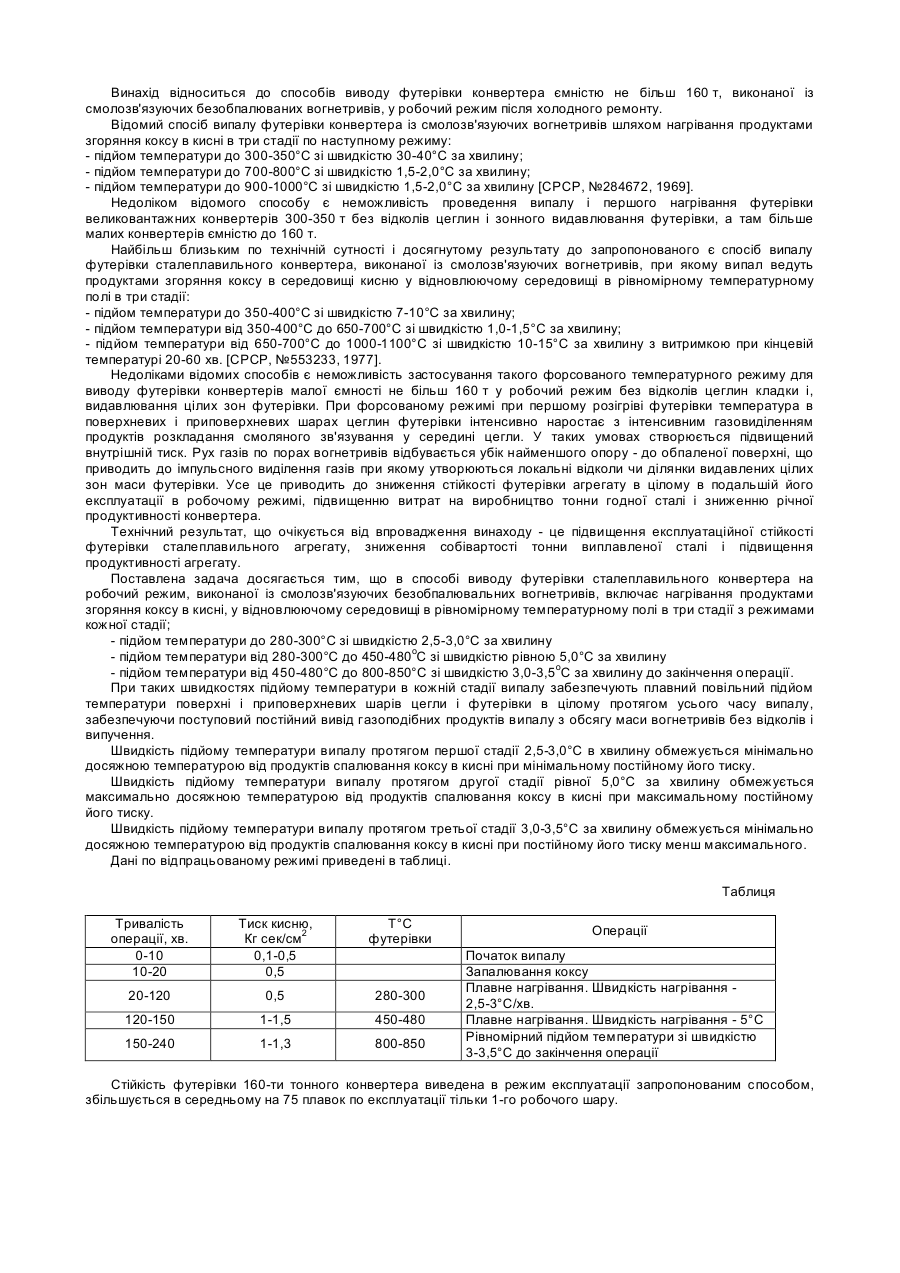
Спосіб виводу футерівки сталеплавильного конвертера, виконаної із смолозв’язуючих безобпалювальних вогнетривів, на робочий режим, включає нагрівання продуктами згоряння коксу в кисні у відновлюючому середовищі в рівномірному температурному полі в три стадії, який відрізняється тим, що режими нагрівання кожної стадії такі:підйом температури до 280-3000С зі швидкістю 2,5- 3,00С в хвилину;підйом температури від 280-3000С до...
Спосіб та конвертер для виплавки сталі
Номер патенту: 69619
Опубліковано: 15.09.2004
Автор: Пантейков Сергій Петрович
МПК: C21C 5/00
Мітки: виплавки, сталі, конвертер, спосіб
Формула / Реферат:
1. Спосіб виплавки сталі, що включає бічну продувку рідкого металу кисневими або паливно-кисневими струменями, який відрізняється тим, що подачу бічного дуття здійснюють під кутами до вертикальної осі конвертера і до горизонтальної площини над зонами переважного виділення СО з ванни - реакційними зонами...
Попередній патент: Агрегат для одержання матеріалу на основі суміші мінеральних волокон
Наступний патент: Акустичний спосіб вимірювання швидкості та напряму потоку рідини або газу і пристрій для його здійснення (варіанти)
Випадковий патент: Ковпакова піч