Спосіб виготовлення електрошлакових зливків
Номер патенту: 15848
Опубліковано: 30.06.1997
Автори: Данилов Микола Іванович, Чередник Григорій Ананійович, Боровко Олексій Іванович, Кривошеєв Віктор Петрович, Свиридов Олег Віталійович, Килимник Леонід Васильович, Волков Олександр Степанович, Кодак Олександр Васильович, Гапонов Валерій Георгійович

Формула / Реферат
Способ получения электрошлаковых слитков, включающий переплав в охлаждаемом металлическом кристаллизаторе подвижных и неподвижных расходуемых электродов в составе двух блоков, подключенных последовательно ко вторичной обмотке силового однофазного трансформатора, отличающийся тем, что блок из подвижных электродов подключают к одному выводу вторичной обмотки трансформатора, а блок неподвижных относительно кристаллизатора электродов - к другому выводу, сечение подвижных электродов выбирают в пределах 25 - 40% от общего сечения электродов, при этом в процессе переплава на свободную поверхность шлаковой ванны подают сажистый углерод до полного ее закрытия, а усредненную массовую скорость плавления подвижных электродов поддерживают равной ![]() , где
, где ![]() -доля сечения подвижных электродов в общем сечении переплавляемых электродов, D - массовая скорость (кг/час) наплавлення слитка, численно равная его диаметру в мм.
-доля сечения подвижных электродов в общем сечении переплавляемых электродов, D - массовая скорость (кг/час) наплавлення слитка, численно равная его диаметру в мм.
Текст
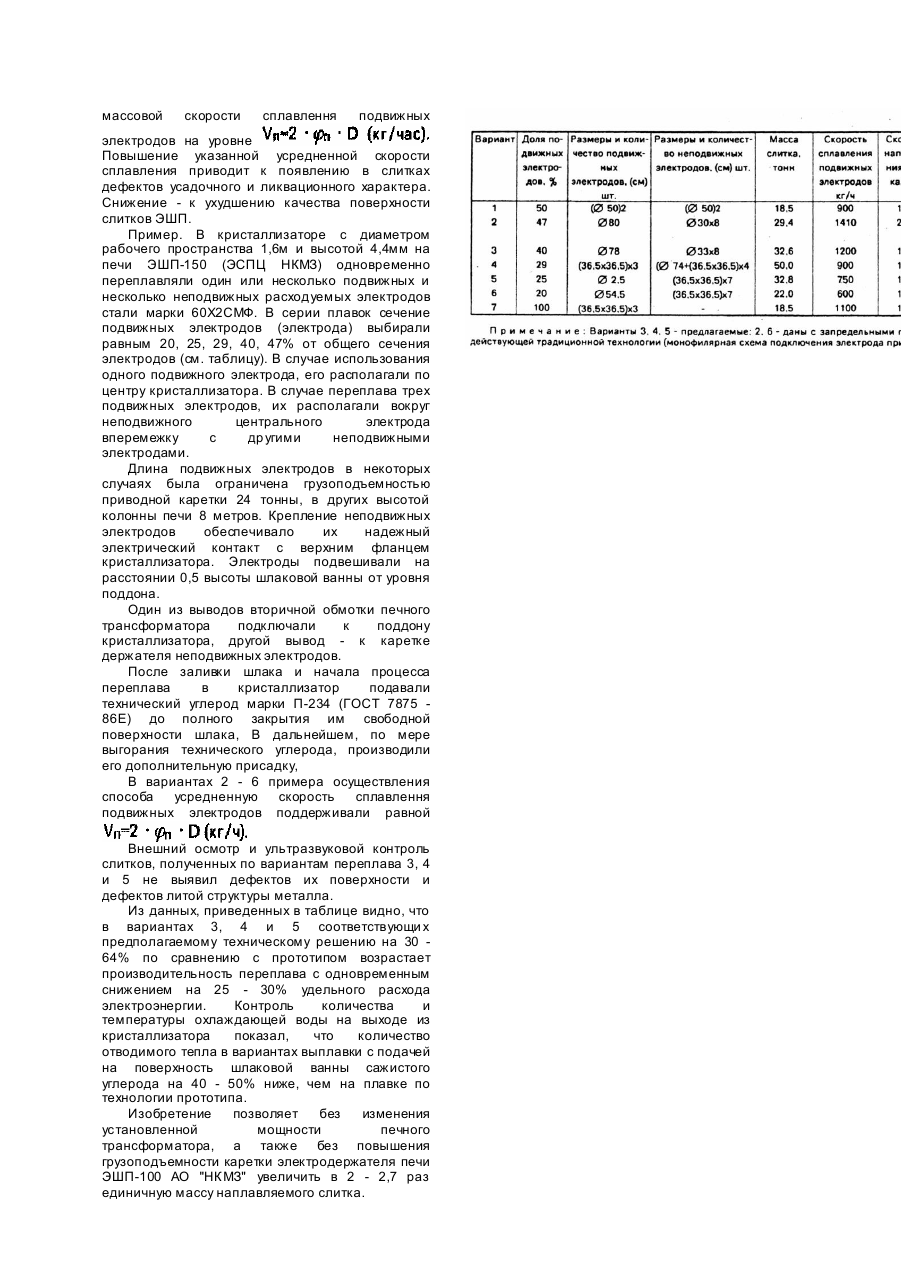
Изобретение относится к специальной электрометаллургии, в частности к производству слитков и отливок металла способом электрошлакового переплава. Известен способ, включающий электрошлаковый переплав неподвижных конических расходуемых электродов и уширяющийся кверху охлаждаемой изложнице с предварительной заливкой жидкого флюса, в котором в зазор между стенкой изложницы и расходуемым электродом после заливки жидкого флюса засыпают твердый флюс в количестве, обеспечивающим в течение всей плавки наличие над шлаковой ванной слоя твердого флюса [1]. Недостатком известного способа является отсутствие гибкости технологии в отношении изменения размеров переплавляемого электрода и наплавляемого слитка. Наиболее близким по технической сущности к заявляемому является известный способ получения электрошлаковых слитков-слябов, включающий переплав в охлаждаемом металлическом кристаллизаторе двух гр упп расходуемых электродов, которые (группы) подключены последовательно к вторичной обмотке силового однофазного трансформатора, причем к каждой из двух групп расходуемых электродов переплавляют по одному подвижному и одному неподвижному относительно кристаллизатора электроду, соединенных параллельно с одним источником тока [2]. Недостатком известного способа является необходимость использования равного количества неподвижных и подвижных электродов, что затрудняет получение этим способом кузнечных слитков, масса которых значительно превосходит массу подвижных расходуемых электродов. Другим недостатком известного способа является невозможность повышения производительности переплава при сохранении высокого качества наплавляемого слитка. Это объясняется тем, что в условиях интенсивного теплоотвода от боковой поверхности шлаковой ванны через стенки водоохлаждаемого кристаллизатора, поддержание процесса связано с существованием значительного градиента температуры между тепловым ядром и стенками кристаллизатора. В связи с этим, стекающие с расходуемого электрода капли металла перегреваются над точкой плавления на 100°. Поэтому повышение производительности переплава вызывает увеличение глубины конической части металлической ванны и изменение направленности роста кристаллов от осевого к радиальному. Это ухудшает условия рафинирования металла и может вызвать появление дефектов макроструктуры слитка. В основу изобретения поставлена задача создать способ получения методом электрошлакового переплава кузнечных слитков по массе значительно превосходящих массу подвижных расходуемых электродов, в котором путем сокращения тепловых потерь с охлаждающей водой и во внешнюю среду, выбора оптимального соотношения сечений подвижных и неподвижных электродов и скорости плавления подвижных электродов, достигается повышение производительности переплава при сохранении высокого качества наплавляемых слитков. Поставленная задача решается тем, что в известном способе получения электрошлаковых слитков, включающем переплав в охлаждаемом металлическом кристаллизаторе подвижных и неподвижных расходуемых электродов в составе двух блоков электродов, которые (блоки) подключены, последовательно к вторичной обмотке силового однофазного трансформатора, блок из подвижных электродов подключают к одному выводу вторичной обмотки трансформатора, а блок из неподвижных относительно кристаллизатора электродов к другому выводу, сечение подвижных электродов забирают в пределах 25 - 40% общего сечения электродов, причем в процессе переплава на свободную поверхность шлаковой ванны подают сажистый углерод до полного ее закрытия, а усредненную массовую скорость плавления подвижных электродов поддерживают равной где - доля сечения подвижных электродов в общем сечении переплавляемых электродов; - массовая скорость (кг/ч) наплавлення слитка, численно равная его диаметру в миллиметрах. При полном закрытии свободной поверхности шлаковой ванны сажистым углеродом, сажа соприкасаясь ее стенками кристаллизатора, адсорбируется на них тонким слоем, В связи с этим, шлаковый гарнисаж образуется не на стенках кристаллизатора, а на покрывающем их слое сажи. Поскольку теплоемкость сажи весьма незначительная (0,03 - 0,5Вт/м × К), резко сокращаются потери выделяемого в шлаковой ванне тепла через стенки кристаллизатора и в атмосферу. Это обстоятельство позволяет без изменения установленной мощности трансформатора и грузоподъемности каретки электрододержателя печи, значительно увеличить общее сечение и массу переплавляемых электродов за счет увеличения диаметра кристаллизатора и доли неподвижных электродов в общем сечении последних. Для получения максимальной единичной массы наплавляемого слитка при обеспечении высокого качества последнего, сечение подвижных электродов выбирают в пределах 25 - 40% общего сечения электродов. Выбор сечения подвижных электродов менее 25% общего сечения приводит к увеличению потерь электроэнергии из-за значительного разогрева подвижных электродов токами большой плотности, а также снижает единичную массу выплавляемого слитка из-за снижения коэффициента заполнения кристаллизатора. Увеличение сечения подвижных электродов более 40% ведет к снижению единичной массы слитка из-за ограничения массы электрода по грузоподъемности каретки электродержателя, а также к появлению в слитках дефектов литой структуры усадочного и ликвационного характера. Неподвижные электроды перед переплавом подвешивают внутри рабочего пространства кристаллизатора с помощью специальной кассеты, устанавливаемой на верхнем торце кристаллизатора. Экспериментально установлено, что повышение производительности переплава в 1,3 1,6 раз при высоком качестве слитков, не имеющих внешних и внутренних дефектов чистой структуры, возможно в случае поддержания усредненной массовой скорости сплавлення подвижных электродов на уровне Повышение указанной усредненной скорости сплавления приводит к появлению в слитках дефектов усадочного и ликвационного характера. Снижение - к ухудшению качества поверхности слитков ЭШП. Пример. В кристаллизаторе с диаметром рабочего пространства 1,6м и высотой 4,4мм на печи ЭШП-150 (ЭСПЦ НКМЗ) одновременно переплавляли один или несколько подвижных и несколько неподвижных расходуемых электродов стали марки 60X2СМФ. В серии плавок сечение подвижных электродов (электрода) выбирали равным 20, 25, 29, 40, 47% от общего сечения электродов (см. таблицу). В случае использования одного подвижного электрода, его располагали по центру кристаллизатора. В случае переплава трех подвижных электродов, их располагали вокруг неподвижного центрального электрода вперемежку с др угими неподвижными электродами. Длина подвижных электродов в некоторых случаях была ограничена грузоподъемностью приводной каретки 24 тонны, в других высотой колонны печи 8 метров. Крепление неподвижных электродов обеспечивало их надежный электрический контакт с верхним фланцем кристаллизатора. Электроды подвешивали на расстоянии 0,5 высоты шлаковой ванны от уровня поддона. Один из выводов вторичной обмотки печного трансформатора подключали к поддону кристаллизатора, другой вывод - к каретке держателя неподвижных электродов. После заливки шлака и начала процесса переплава в кристаллизатор подавали технический углерод марки П-234 (ГОСТ 7875 86Е) до полного закрытия им свободной поверхности шлака, В дальнейшем, по мере выгорания технического углерода, производили его дополнительную присадку, В вариантах 2 - 6 примера осуществления способа усредненную скорость сплавлення подвижных электродов поддерживали равной Внешний осмотр и ультразвуковой контроль слитков, полученных по вариантам переплава 3, 4 и 5 не выявил дефектов их поверхности и дефектов литой структуры металла. Из данных, приведенных в таблице видно, что в вариантах 3, 4 и 5 соответствующи х предполагаемому техническому решению на 30 64% по сравнению с прототипом возрастает производительность переплава с одновременным снижением на 25 - 30% удельного расхода электроэнергии. Контроль количества и температуры охлаждающей воды на выходе из кристаллизатора показал, что количество отводимого тепла в вариантах выплавки с подачей на поверхность шлаковой ванны сажистого углерода на 40 - 50% ниже, чем на плавке по технологии прототипа. Изобретение позволяет без изменения установленной мощности печного трансформатора, а также без повышения грузоподъемности каретки электродержателя печи ЭШП-100 АО "НКМЗ" увеличить в 2 - 2,7 раз единичную массу наплавляемого слитка.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing electroflux ingots
Автори англійськоюVolkov Oleksandr Stepanovych, Kodak Olexandr Vasyliovych, Svyrydov Oleh Vitaliiovych, Borovko Oleksandr Ivanovych, Cherednyk Hryhorii Ananiiovych, Kryvosheiev Victor Petrovych, Haponov Valerii Heorhiiovych, Danylov Mykola Ivanovych, Kylymnyk Leonid Vasyliovych
Назва патенту російськоюСпособ изготовления электрошлаковых слитков
Автори російськоюВолков Александр Степанович, Кодак Александр Васильевич, Свиридов Олег Витаьевич, Боровко Алексей Иванович, Чередник Григорий Ананиевич, Кривошеев Виктор Петрович, Гапонов Валерий Георгиевич, Данилов Николай Иванович, Килимник Леонид Васильевич
МПК / Мітки
МПК: C22B 9/18
Мітки: зливків, виготовлення, спосіб, електрошлакових
Код посилання
<a href="https://ua.patents.su/2-15848-sposib-vigotovlennya-elektroshlakovikh-zlivkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення електрошлакових зливків</a>
Спосіб пдп поверхневого шару зливків та заготовок жароміцих сталей та сплавів
Номер патенту: 751
Опубліковано: 15.12.1993
Автори: Тагер Лев Рафаілович, Фролов Леонід Валеріанович, Латаш Юрій Вадімович, Толстопятов Костянтин Сергійович, Торхов Генадій Федорович, Стеценко Микола Васильович, Ліхобаба Олексій Васильович
Мітки: спосіб, заготовок, поверхневого, сплавів, жароміцих, сталей, зливків, пдп, шару
Формула / Реферат:
1. Способ плазменно-дугового переплава поверхностного слоя слитков и заготовок жаропрочных сталей и сплавов, включающий оплавление поверхности слитка плазменной дугой постоянного тока в атмосфере инертных газов с образованием ванны жидкого металла, вращение обрабатываемого слитка вокруг своей оси, поступательное движение плазменной дуги вдоль оси слитка, отличающийся тем, что, с целью повышения качества поверхности слитков, увеличения...
Спосіб обробки зливків металу
Номер патенту: 703
Опубліковано: 15.12.1993
Автори: Бірман Олександр Мусійович, Латаш Юрій Вадімович, Кедрін Володимир Ксенофонтович, Веліканов Євген Миколайович, Торхов Генадій Федорович, Губін Петро Васильович, Толстопятов Костянтин Сергійович, Тагер Лев Рафаілович, Прянішніков Ігор Степанович, Степанов Василь Петрович
МПК: C21C 5/56
Мітки: спосіб, зливків, металу, обробки
Формула / Реферат:
Способ обработки слитков металла путем плазменно-дугового переплава поверхностного слоя металла в контролируемой атмосфере на глубине 0,5—5% от диаметра слитка с его вращением относительно горизонтальной продольной оси слитка и перемещением плазмотронов вдоль этой оси с постоянной скоростью, отличающийся тем, что, с целью обеспечения однородности химического состава и макроструктуры поверхностного стоя слитка по его детине, переплав считка...
Спосіб одержання зливків з відходів сплавів титану в електронно-променевій печі з проміжною ємкістю
Номер патенту: 17544
Опубліковано: 06.05.1997
Автори: ДЕРЕЧА Олександр Якович, Калинюк Олексій Михайлович, Ахонін Сергій Володимирович, ТРИГУБ Микола Петрович, Савчинський Дмитро Васильович
Мітки: відходів, зливків, печі, електронно-променевий, ємкістю, одержання, сплавів, спосіб, титану, проміжною
Формула / Реферат:
Способ получения слитков из отходов сплавов титана в электронно-лучевой печи с промежуточной емкостью, включающий подготовку расходуемой заготовки, ее плавление электронными лучами в промежуточную емкость, слив расплава в кристаллизатор и формирование слитка в условиях обогрева свободной поверхности расплава электронными лучами, отличающийся тем, что создают над свободной поверхностью расплава повышенное парциальное давление легколетучих...
Установка для індукційної виплавки зливків
Номер патенту: 1287
Опубліковано: 30.12.1993
Автори: Висоцький Геннадій Андрійович, Шейко Іван Васильович, Кузьменко Геннадій Миколайович, Рейда Микола Васильович, Латаш Юрій Вадімович
МПК: C22B 9/16
Мітки: виплавки, індукційної, установка, зливків
Формула / Реферат:
Установка для индукционной выплавки слитков, содержащая секционный охлаждаемый кристаллизатор, секции которого электрически изолированы между собой, поддон и крышку кристаллизатора, индуктор, колонну с механизмом перемещения кристаллизатора и бункер с дозатором для подачи кусковой шихты в кристаллизатор, отличающаяся тем, что, с целью упрощения конструкции установки, повышения удобства обслуживания и улучшения качества выплавляемого слитка,...
Спосіб одержання зливків
Номер патенту: 12702
Опубліковано: 28.02.1997
Автори: Абрамов Віктор Валеріанович, Кузнєцов Сергій Вікторович
МПК: B22D 7/00
Мітки: спосіб, одержання, зливків
Текст:
...7(5173) вычисляли усредненные значения * 0 1 ние между широкими гранями в 25 точках и между узкими гранями в 15 точках. 2. Через каждые 10 наливов повторяем п. 1. Например, для точки I - 13 на широкой грани- изложницы с номером J - 1 (5239) получили: Np.j количество наливов 10 20 30 40 50 fi3 прогиб, мм 3,3 5,7 9,9 13,9 17,3 Изложница вышла из строя по поперечным трещинам после Nmax.1 * 60 наливов. Аналогично, для других изложниц,...
Попередній патент: Прокатний стан
Наступний патент: Пристрій для очистки діелектричних рідин
Випадковий патент: Автоматичний пристрій для контролю цифрових вимірювальних приладів