Спосіб пдп поверхневого шару зливків та заготовок жароміцих сталей та сплавів
Номер патенту: 751
Опубліковано: 15.12.1993
Автори: Стеценко Микола Васильович, Толстопятов Костянтин Сергійович, Ліхобаба Олексій Васильович, Латаш Юрій Вадімович, Фролов Леонід Валеріанович, Торхов Генадій Федорович, Тагер Лев Рафаілович
Формула / Реферат
1. Способ плазменно-дугового переплава поверхностного слоя слитков и заготовок жаропрочных сталей и сплавов, включающий оплавление поверхности слитка плазменной дугой постоянного тока в атмосфере инертных газов с образованием ванны жидкого металла, вращение обрабатываемого слитка вокруг своей оси, поступательное движение плазменной дуги вдоль оси слитка, отличающийся тем, что, с целью повышения качества поверхности слитков, увеличения производительности процесса оплавлення, отношение ширины ванны к ее длине поддерживают в пределах 0,75—0,85.
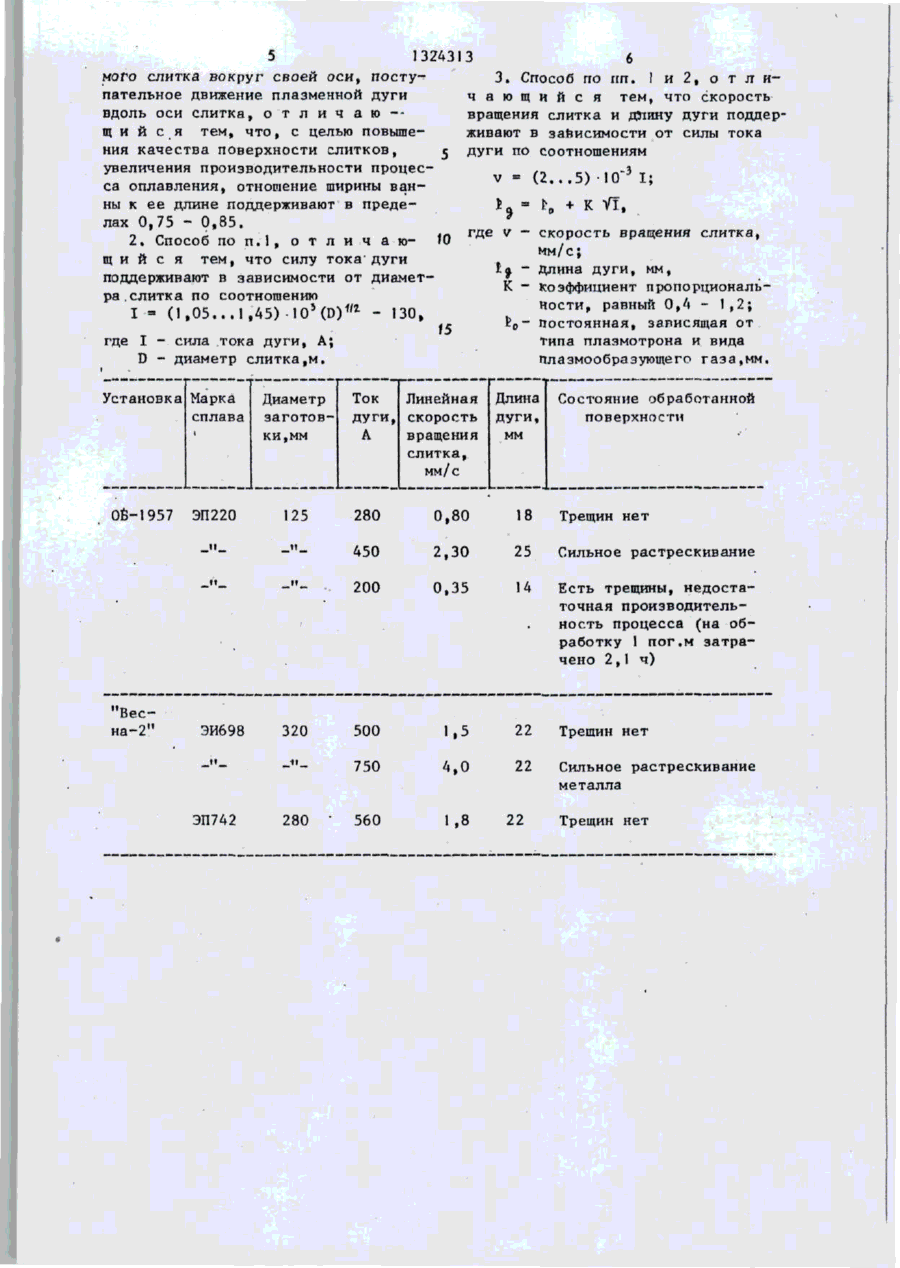
2. Способ по п. 1, отличающийся тем, что силу тока дуги поддерживают в зависимости от диаметра слитка по соотношению
где I — сила тока дуги, А;
D — диаметр слитка, м.
3. Способ по пп.І и 2, отличающийся тем, что скорость вращения слитка и длину дуги поддерживают в зависимости от силы тока дуги по соотношен иям
где V — скорость вращения слитка, мм /с;
Rд — длина дуги мм,
К — коэффициент пропорциональности, равный 0,4 - 1,2;
R0 — постоянная, зависящая от типа плазмотрона и вида плазмообразующего газа, мм.
Текст
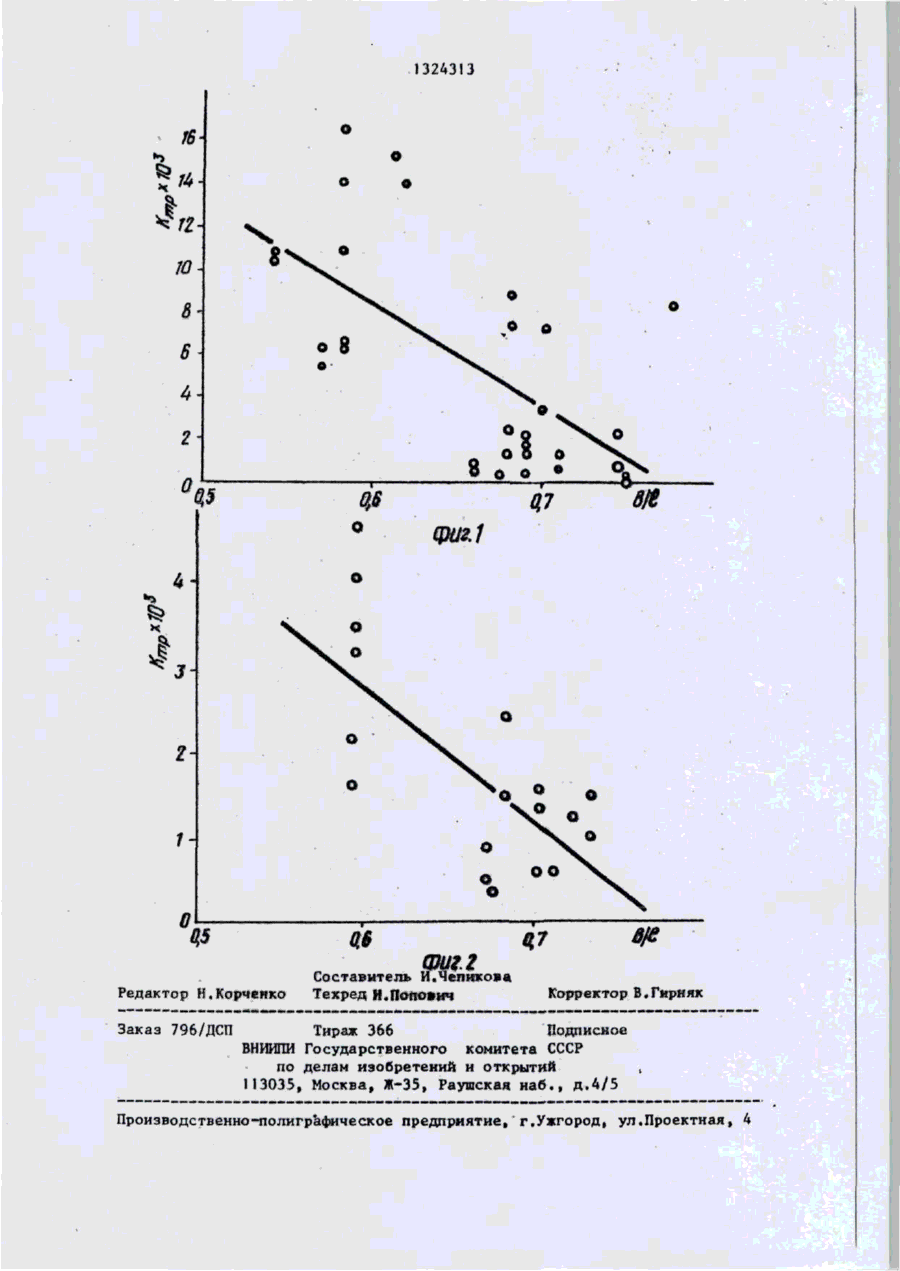
Изобретение относится к спецэлектрометаллургии, а именно к способам плаэменно-дугового переплава поверхностного слоя слитков и заготовок дисперсионно-твердеющих жаро и прочных сталей и сплавов. Целью изобретения является повышение качества поверхности слиткоп и увеличение производительности процесса. Сущность способа заключается в том, что при оплавлении поверхности размеры ванны жидкого металла поддерживают такими, что отношение ширины ванны к ее длине находится в пределах 0,75 0,$5. Для поддержания необходимых ' размеров жидкой ванны основные технологические параметры режима дугового нагрева, такие как сила тока,скорость вращения слитка и длина дуги, устанавливают пропорциональными диаметру слитка. Способ пригоден для широкого сортамента жаропрочных сталей и сплавов, позволяет исключить образование трещин на поверхности слитков, отказаться от лезвийной зачистки слитков, 2 з.п.ф~лы, 2 ил., 1 табл. 1 132431 Изобретение относится к специальперсионно-твердеюшего жаропрочного ной электрометаллургии и предназначесплава, стали. Увеличение значения но для обработки поверхности слитков относительной ширины ванны сверх и заготовок типа тел вращения из дис- , 0,85 нецелесообразно из-за снижения ь производительности переплава, его эффективности. персионно-твердеющих жаропрочных стаВыбор пределов других основных лей и сплавов. параметров переплава объясняется елеЦелью изобретения является повышедующим. ние качества поверхности слитков и Поддержание силы тока дуги в завиувеличение производительности процес- IQ симости от диаметра слитка по привеса оплавления. денным зависимостям обеспечивает досНа фиг.) показан график влияния тижение максимальной производительразмеров ванны жидкого металла на вености. При значениях коэффициента роятность образования трещин на поверхности слитка при переплаве жаро- 15 пропорциональности более 1,45 жидкая ванна приобретает'сверхкритические прочного сплава ЭП2О2; на фиг.2 размеры, возможен слив жидкого металпри переплаве жаропрочной стали ла с цилиндрической поверхности.При ЭЙ787. значениях коэффициента менее 1,05 Способ плазменно-дугового перепларазмеры жидкой ванны малы и произвова осуществляют следующим образом. 20 дительность процесса далека от оптиПри оплавлении поверхности слитмальной. ков типа тел вращения плазменной дугой постоянного тока с образоваСкорость вращения слитка поддержинием ванны жидкого металла отношение вают пропорциональной силе тока дуги ширины ванны В к ее длине \ (относи- 25 для обеспечения оптимальной формы тельную ширину ванны В/Ї) поддерживажидкой ванны. Уменьшение скорости ют в пределах 0,75-0,85. Величину вращения слитка менее 2-Ю" 3 I нецеотносительной ширины ванны в процеслесообразно, так как приводит к знасе переплава регулируют изменением чительному снижению производительскорости вращения слитка. При увели- 30 ности процесса. Увеличение скорости чении относительной ширины сверх укавращения слитка сверх 5-10* I призанных пределов скорость вращения водит к появлению трещин на оплавувеличивают,sа при уменьшении этого ленной дорожке. параметра - уменьшают. Основные техПри уменьшении длины дуги увеличинологические параметры режима дугово- 3 5 вается эффективность процесса перепго нагрева (силу тока дуги, линейную лава, но одновременно усиливается гаскорость вращения слитка, длину дуги) зодинамическое воздействие дуги на при этом поддерживают пропорциональжидкий металл. Величина газодинамиными диаметру слитка для достижения ческого давления зависит от силы тоМаКСИМалЬНОЙ ПрОИЗВОДИТеЛЬНОСТИ. дд ка и увеличивается с повышением посВыбор приведенных значений отноледнего. При значениях коэффициента сительной ширины жидкой ванны пояспропорциональности К менее 0,4 длина няется зависимостью вероятности обдуги недостаточна и возможно вьиуваразования трещин в переплавленном ние брызг жидкого металла из ванны, слое от относительной ширины ванны 4 5 ухудшение качества поверхности.При (см.фиг.1 и 2 ) . Вероятность образовазначениях коэффициента К более 1,2 ния трещин К т р оценивалась по отноуменьшается площадь проплавлення шению площади трещин на обработанной поверхности слитка, резко снижается поверхности к площади этой поверхносэффективность процесса. ти. Площадь трещин определялась как §Q произведение суммарной длины трещин Примеры осуществления способа прина среднюю величину их раскрытия. ведены в таблице. Из приведенных на фиг. 1 и 2 эксОбработка проводилась на промышпериментально полученных зависимосленной установке и Бесна-2 м завода тей следует, что вероятность образо- 5 g "Электросталь" и лабораторно-промышвания трещин минимальна и близка к ленной установке ОБ-1957. Предложеннулю при величине относительной шириный способ применен взамен лезвийной ны ванны в пределах 0,75 - 0,85 незазачистки поверхности электродов на висимо от химического состава дис 4 З 1324313 глубину 8 - 15 мм на сторону по суний - снижалась. При этом отклонения текущих значений скорости вращения ществующей технологии. слитка от рекомендованных не превыОбработка электродов включала слешали 2ЬХ. дующий цикл технологических операций': загрузка электродов в камеру усОбработанные электроды в дальнейтановки; шем были использованы для получения слитков вакуумно-дугового переплава выставление плазмотрона в исходпо серийной технологии. В процессе ное положение; герметизация и вакуумирование ка- Ю вакуумно-дугового переплава опытных электродов каких-либо отклонений или меры установки; нарушений режима по сравнению с сенаполнение камеры установки аргог 2 рийным металлом не обнаружено. ном до давления (1,15...1,25)•10 Н/м ; плазменно-дуговая обработка поУсловием получения качественной верхности электрода; 15 поверхности слитков и заготовок жаропрочных дисперснонно-твердеющих сплавакуумирование камеры установки; вов является поддержание всей соворазгерметизация камеры и выгрузка купности основных технологических паобработанного электрода. раметров переплава поверхностного Обработка электродов плазменной сл дугой по предложенному способу велась 20 Ь я в указанных пределах. Изменение по направлению от донной части электрежима переплава сверх этих пределов рода к головной. В качестве плазмоприводит к образованию трещин в пеобразующего газа была использована реплавленном слое. аргоно-гелиевая смесь с содержанием Опробование способа на промышлен60% гелия при расходе смеси в плаз25 ной установке подтвердило возможность мотрон 0,35 м ? /ч. его применения для обработки электроСила тока дуги задавалась пропордов широкого сортамента дисперсионноциональной диаметру электрода. Длина твердеющкх жаропрочных сплавов на нидуги поддерживалась неизменной в текелевой основе. чение переплава. 30 Способ может быть реализован на промышленных агрегатах ПДРЇЇ без какойРекомендованные значения скорости либо их конструктивной переделки. Оботносительного перемещения дуги предработанные электроды и слитки жароварительно определялись в зависимости прочных сплавов имеют качественную поот силы тока дуги. Корректировка рекомендованных значений скорости осу35 верхность. ществлялась оператором установки при Предложенный способ по сравнению визуальном контроле и поддержании вес известными способами обработки поличины отношения ширины ванны к ее верхности слитков жаропрочных сплавов длине в пределах 0,7 5 - 0,85. При позволяет изменении величины этого соотношения 4Q исключить образование трещин на сверх указанных пределов в силу тех обработанной поверхности слитков и или иных причин (из-за конусности заготовок; электродов, колебаний тока дуги при добиться экономии дефицитного медлительной работе выпрямителей тока, талла путем замены абразивной или наличия наплывов металла и неровное- ^5 лезвийной зачистки слитков на ПДРП; тей на поверхности слитка, наличия повысить производительность проэффекта "магнитного дутья" вследстцесса за счет оптимизации режимов вие несимметричного токосъема от шеобработки. роховатой и неровной поверхности и з о б р е т е н и я электрода, "блуждания" и скачкообраз- 50 Ф о р м у л а ных перемещений дуги при оплавлении 1. Способ плазменно-дугового песильно загрязненных мест и т.п.) прореплава поверхностного слоя слитков водилось соответствующее изменение скорости вращения слитка вплоть до и заготовок жаропрочных сталей и установления необходимой величины 55 сплавов, включающий оплавление посоотношения, причем при увеличении верхности слитка плазменной дугой отношения ширины ванны к ее длине постоянного тока в атмосфере инертсверх указанных пределов скорость ных газов с образованием ванны жидвращения увеличилась, а при уменьшекого металла, вращение обрабатывав 5 132431 З 6 мого слитка вокруг своей оси, посту3. Способ по пп. 1 и 2, о т л ипательное движение плазменной дуги ч а ю щ и й с я тем, что скорость вдоль оси слитка, о т л и ч а ю - вращения слитка и длину дуги поддерщ и й с я тем, что, с целью повышеживают в зависимости от силы тока ния качества поверхности слитков, ^ дуги по соотношениям увеличения производительности процесv = (2. ..5) Ю " 3 I; са оплавления, отношение ширины ванны к ее длине поддерживают в преде>}»*,+ К Я, лах 0,75 - 0,85. где v - скорость вращения слитка, 2, Способ по п.1, о т л и ч а юЮ мм/с; щ и Й с я тем, что силу тока дуги if - длина дуги, мм, поддерживают в зависимости от диаметК - коэффициент пропорциональра ,слитка по соотношению ности, равный 0,4 - 1,2; 5 f/1 I = (1,05...1,45) 10 (D) - 130, t D - постоянная, зависящая от 15 типа плазмотрона и вида где I - сила тока дуги, А; Плаэмообразующего газа,мм. D - диаметр слитка,м. Установка Марка сплава Об-1957 125 Ток Линейная дуги, скорость А вращения слитка, мм/с Длина дуги, мм Состояние обработанной поверхности • • 320 0,80 18 Трещин нет 2,30 25 Сильное растрескивание 200 ЭИ698 280 450 "Весна-2" ЭП220 Диаметр заготовки, мм 0,35 14 Есть трещины, недостаточная производительность процесса (на обработку 1 пог,м затрачено 2,1 ч) 280 1,5 22 Трещин нет 750 ЭП742 500 4 ,0 22 Сильное растрескивание металла 560 1 .8 22 Трещин нет 1324313 Редактор Н.Корчекко Заказ 796/ДСП Составитель И.Чепикова Техред И.Попович Корректор В.Гирняк Тираж 366 Подписное В И П Государственного комитета СССР НИИ по делам изобретений и открытий , 113035, Москва, Ж-35, Раушская наб., д.4/5 Производственно-полиграфическое предприятие,' г.Ужгород, ул.Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for arc-plasma refining of rim zone of ingots and blanks of refractory steels and alloys
Автори англійськоюLatash Yurii Vadymovych, Torkhov Hennadii Fedorovych, Likhobaba Oleksii Vasyliovych, Tolstopiatyov Kostiantyn Serhiovych, Tager Lev Rafailovych, Stetsenko Mykola Vasyliovych, Frolov Leonid Valerianovych
Назва патенту російськоюСпособ плазменно-дугового переплава поверхностного слоя слитков и заготовок жаропрочных сталей и сплавов
Автори російськоюЛаташ Юрий Вадимович, Торхов Геннадий Федорович, Лихобаба Алексей Васильевич, Толстопятов Константин Сергеевич, Тагер Лев Рафаилович, Стеценко Николай Васильевич, Фролов Леонид Валерианович
МПК / Мітки
Мітки: шару, поверхневого, пдп, зливків, жароміцих, заготовок, сталей, сплавів, спосіб
Код посилання
<a href="https://ua.patents.su/6-751-sposib-pdp-poverkhnevogo-sharu-zlivkiv-ta-zagotovok-zharomicikh-stalejj-ta-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб пдп поверхневого шару зливків та заготовок жароміцих сталей та сплавів</a>
Установка для пдп оплавлення поверхневого шару зливків та заготовок
Номер патенту: 700
Опубліковано: 15.12.1993
Автори: Стеценко Микола Васильович, Ліхобаба Олексій Васильович, Захарченко Федір Дмитрович, Тагер Лев Рафаілович, Бірюков Михаїл Миколайович, Бурмакін Віктор Іванович, Латаш Юрій Вадімович, Торхов Генадій Федорович, Вульфович Михайло Семенович, Мошкевич Євген Іцкович
МПК: C21C 5/56
Мітки: заготовок, пдп, шару, зливків, установка, оплавлення, поверхневого
Формула / Реферат:
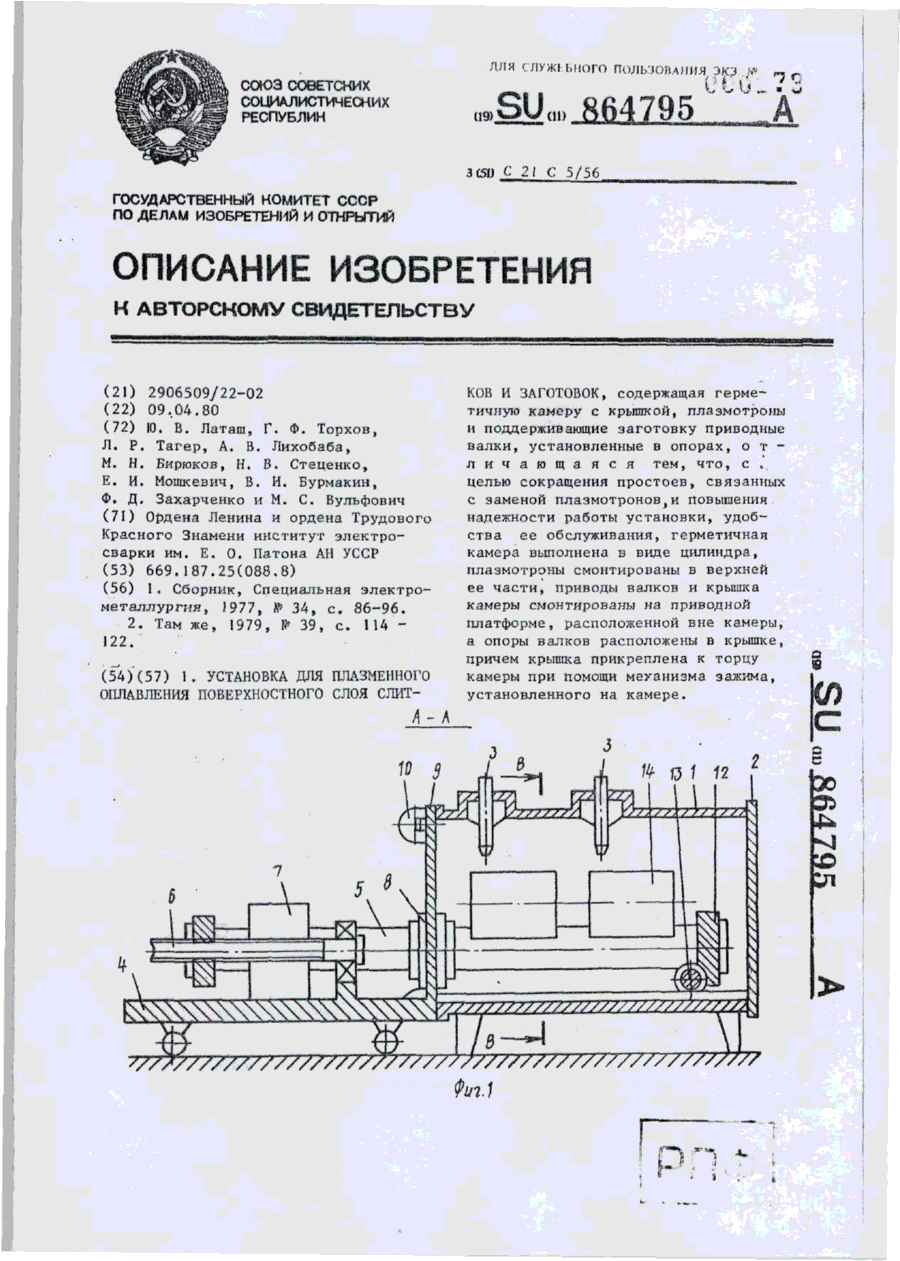
1. Установка для плазменного оплавлення поверхностного слоя слитков и заготовок, содержащая герметичную камеру с крышкой, плазмотроны и поддерживающие заготовку приводные валки, установленные в опорах, отличающаяся тем, что, с целью сокращения простоев, связанных с заменой плазмотронов и повышения надежности работы установки, удобства ее обслуживания, герметичная камера выполнена в виде цилиндра, плазмотроны смонтированы в верхней ее части,...
Спосіб обробки зливків металу
Номер патенту: 703
Опубліковано: 15.12.1993
Автори: Бірман Олександр Мусійович, Прянішніков Ігор Степанович, Толстопятов Костянтин Сергійович, Торхов Генадій Федорович, Кедрін Володимир Ксенофонтович, Губін Петро Васильович, Латаш Юрій Вадімович, Тагер Лев Рафаілович, Веліканов Євген Миколайович, Степанов Василь Петрович
МПК: C21C 5/56
Мітки: металу, обробки, спосіб, зливків
Формула / Реферат:
Способ обработки слитков металла путем плазменно-дугового переплава поверхностного слоя металла в контролируемой атмосфере на глубине 0,5—5% от диаметра слитка с его вращением относительно горизонтальной продольной оси слитка и перемещением плазмотронов вдоль этой оси с постоянной скоростью, отличающийся тем, что, с целью обеспечения однородности химического состава и макроструктуры поверхностного стоя слитка по его детине, переплав считка...
Спосіб пдп оплавлення поверхні плоских зливків
Номер патенту: 702
Опубліковано: 15.12.1993
Автори: Торхов Генадій Федорович, Кедрін Володимир Ксенофонтович, Латаш Юрій Вадімович, Толстопятов Костянтин Сергійович, Тагер Лев Рафаілович
МПК: C21C 5/56
Мітки: спосіб, плоских, оплавлення, поверхні, зливків, пдп
Формула / Реферат:
1. Способ плазменнодугового оплавлення поверхности плоских слитков, включаюший колебание плазмотронов по синусоидальному закону симметрично продольной оси слитка, отличающийся тем, что, с целью получения качественной поверхности и макроструктуры поверхностного слоя слитка, оси крайних плазмотронов располагают в одной плоскости на расстоянии друг от друга равном 4,0—4,8 амплитуды их колебания, а ось среднего плазмотрона в плоскости,...
Спосіб одержання стальних заготовок
Номер патенту: 932
Опубліковано: 15.12.1993
Автори: Нефьодов Анатолій Олександрович, Лужецкая Ірина Анатоліївна, Фролов Артур Володимирович, Фролов Володимир Миколайович
МПК: B22D 7/00
Мітки: спосіб, заготовок, стальних, одержання
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Способ получения стальных заготовок, включающий разливку жидкой стали в изложницы, продувку снизу газами металла в изложнице, кристаллизацию слитка и последующую прокатку, о т л и ч а ю щ и й с я тем, что, с целью улучшения макроструктуры слитка и повышения пластичности стали при прокатке, разливку ведут со скоростью 80... 180 кг/с, продувку газами производят с интенсивностью 0,03...0,05 м/с с...
Спосіб пдп оплавлення поверхні металічних заготовок
Номер патенту: 701
Опубліковано: 15.12.1993
Автори: Толстопятов Костянтин Сергійович, Тагер Лев Рафаілович, Торхов Генадій Федорович, Латаш Юрій Вадімович, Таранов Михаіл Іванович, Кедрін Володимир Ксенофонтович
МПК: C21C 5/56
Мітки: металічних, поверхні, спосіб, заготовок, пдп, оплавлення
Формула / Реферат:
1. Способ плазменнодугового оплавлення поверхности металлических заготовок, включающий образование ванны жидкого металла в контролируемой атмосфере, перемещение плазмотронов и металлической заготовки относительно друг друга, отличающийся тем, что, с целью формирования качественной переплавленной поверхности, предварительно определяют оптимальное давление плазменной дуги изменением ее давления в диапазоне 5—20- 10 Н/м до получения...
Попередній патент: Спосіб одержання чавуну з кулястим графітом
Наступний патент: Мастило для металевих форм
Випадковий патент: Спосіб фотодинамічної терапії злоякісних пухлин