Спосіб одержання зливків
Номер патенту: 12702
Опубліковано: 28.02.1997
Автори: Абрамов Віктор Валеріанович, Кузнєцов Сергій Вікторович
Текст
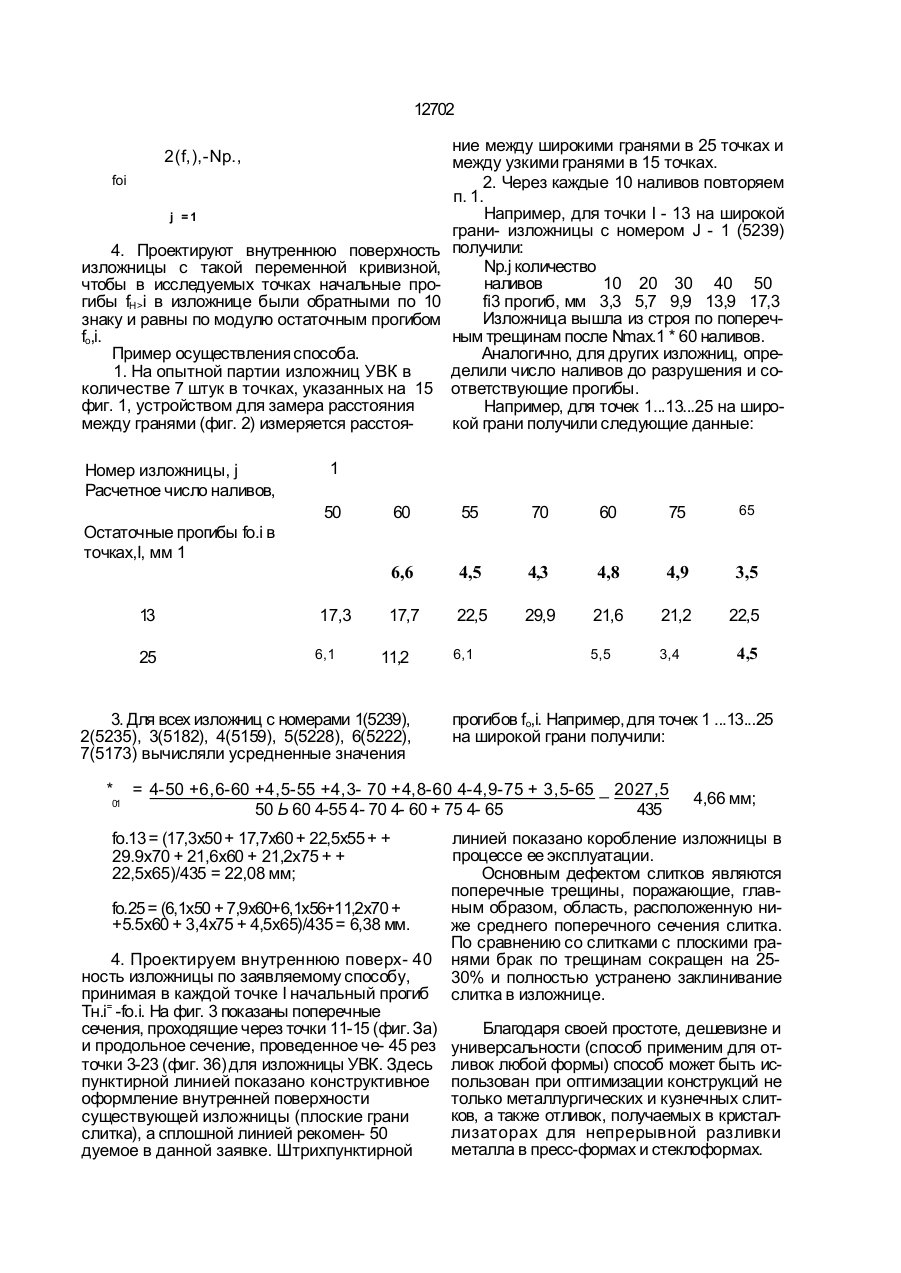
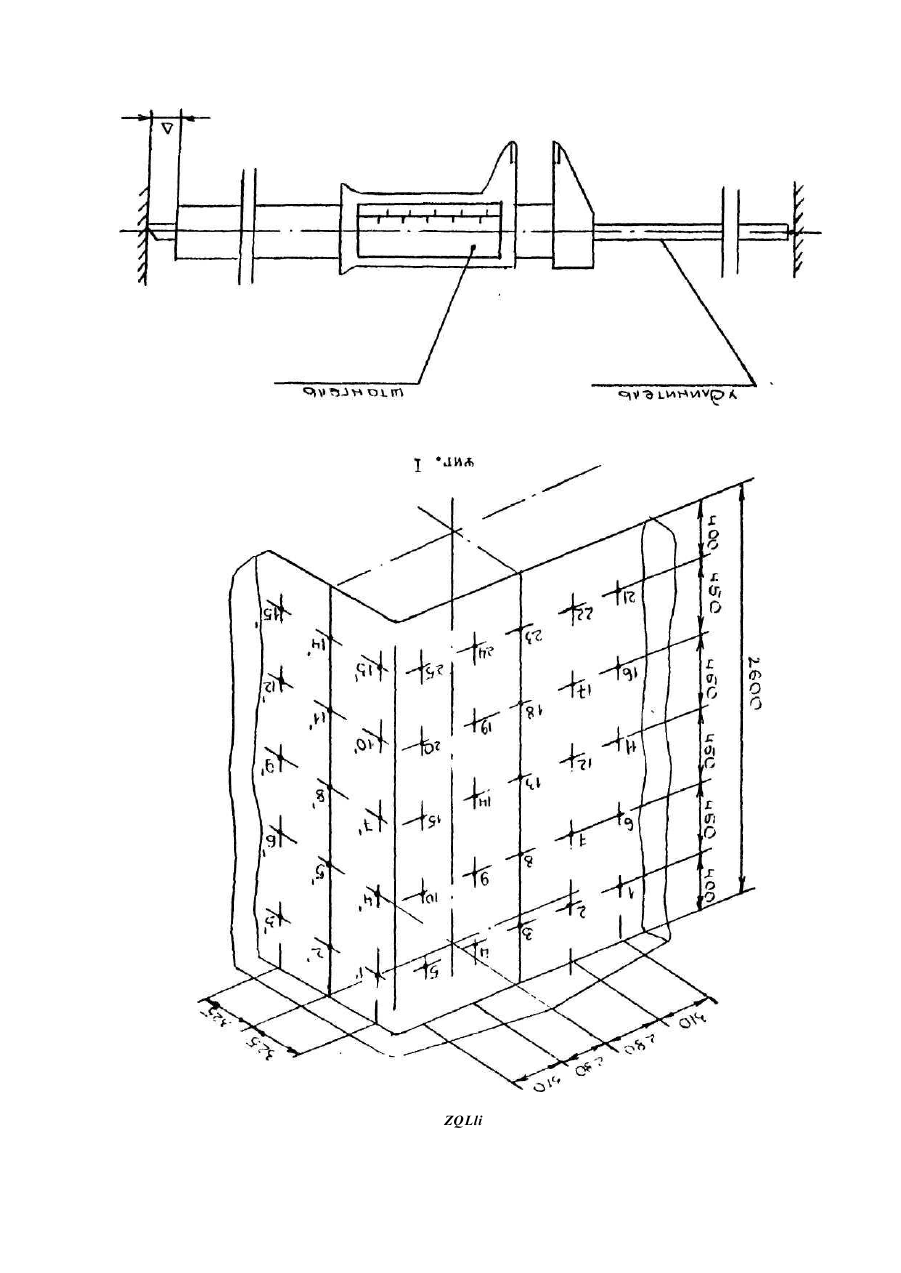
Способ получения слитков, включающий заливку расплава в изложницу и кристаллизацию слитка, о т л и ч а ю щ и й с я тем, что расплав заливают в изложницу с криволинейной внутренней поверхностью, при этом величина отклонения от прямой в сечениях изложницы по высоте равна усредненному за время эксплуатации короблению, взятому с обратным знаком. нях изложницы; на фиг. 2 - устройство для замера расстояния между гранями изложницы; на фиг. 3 - поперечное и продольное сечения изложницы. Прямая пунктирная линия - прототип [1]. Способ осуществляется следующим образом: 1..На опытной партии изложниц в количестве не менее М = 5 шт. до начала их эксплуатации, в каждой изложнице измеряются известным методом расстояния* между широкими и узкими гранями не менее чем в 20-30 точках. 2. Через каждые 10 наливов для каждой 1-ой точки замера повторяется п. 1 до отбра ковки J-ой изложницы по трещинам и опре деляется Суммарное ЧИСЛО НалиВОВ Nmax.j до ее разрушения. Вычисляется расчетное число наливов N - Nmax.j -10 и соответствую щий этому числу наливов остаточный прогиб грани f|. 3. Для всех изложниц М из опытной пар тии вычисляется усредненный остаточный прогиб для каждой точки замера і С > і ю О ю о 12702 2(f,),-Np., foi j =1 4. Проектируют внутреннюю поверхность изложницы с такой переменной кривизной, чтобы в исследуемых точках начальные прогибы fH>i в изложнице были обратными по 10 знаку и равны по модулю остаточным прогибом fo,i. Пример осуществления способа. 1. На опытной партии изложниц УВК в количестве 7 штук в точках, указанных на 15 фиг. 1, устройством для замера расстояния между гранями (фиг. 2) измеряется расстояНомер изложницы, j Расчетное число наливов, 1 60 55 70 60 75 65 6,6 4,5 4,3 4,8 4,9 3,5 17,7 22,5 29,9 21,6 21,2 22,5 5,5 3,4 50 Остаточные прогибы fo.i в точках,І, мм 1 13 25 17,3 6,1 11,2 3. Для всех изложниц с номерами 1(5239), 2(5235), 3(5182), 4(5159), 5(5228), 6(5222), 7(5173) вычисляли усредненные значения * 0 1 ние между широкими гранями в 25 точках и между узкими гранями в 15 точках. 2. Через каждые 10 наливов повторяем п. 1. Например, для точки I - 13 на широкой грани- изложницы с номером J - 1 (5239) получили: Np.j количество наливов 10 20 30 40 50 fi3 прогиб, мм 3,3 5,7 9,9 13,9 17,3 Изложница вышла из строя по поперечным трещинам после Nmax.1 * 60 наливов. Аналогично, для других изложниц, определили число наливов до разрушения и соответствующие прогибы. Например, для точек 1...13...25 на широкой грани получили следующие данные: 6,1 прогибов fo,i. Например, для точек 1 ...13...25 на широкой грани получили: = 4-50 +6,6-60 +4,5-55 +4,3- 70 +4,8-60 4-4,9-75 + 3,5-65 _ 2027,5 50 Ь 60 4-55 4- 70 4- 60 + 75 4- 65 435 fo.13 = (17,3x50 + 17,7x60 + 22,5x55 + + 29.9x70 + 21,6x60 + 21,2x75 + + 22,5х65)/435 = 22,08 мм; fo.25 = (6,1x50 + 7,9x60+6,1x56+11,2x70 + +5.5x60 + 3,4x75 + 4,5х65)/435 = 6,38 мм. 4. Проектируем внутреннюю поверх- 40 ность изложницы по заявляемому способу, принимая в каждой точке I начальный прогиб Тн.і= -fo.i. На фиг. 3 показаны поперечные сечения, проходящие через точки 11-15 (фиг. За) и продольное сечение, проведенное че- 45 рез точки 3-23 (фиг. 36) для изложницы УВК. Здесь пунктирной линией показано конструктивное оформление внутренней поверхности существующей изложницы (плоские грани слитка), а сплошной линией рекомен- 50 дуемое в данной заявке. Штрихпунктирной 4,5 4,66 мм; линией показано коробление изложницы в процессе ее эксплуатации. Основным дефектом слитков являются поперечные трещины, поражающие, главным образом, область, расположенную ниже среднего поперечного сечения слитка. По сравнению со слитками с плоскими гранями брак по трещинам сокращен на 2530% и полностью устранено заклинивание слитка в изложнице. Благодаря своей простоте, дешевизне и универсальности (способ применим для отливок любой формы) способ может быть использован при оптимизации конструкций не только металлургических и кузнечных слитков, а также отливок, получаемых в кристаллизаторах для непрерывной разливки металла в пресс-формах и стеклоформах. ZQLli 12702 Фиг. З Коректор Л. ФІль Упорядник Замовлення 4079 Техред М.Моргентал Тираж Підписне Держа вне па тентне ві домство Украї ни, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вулХа гаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of obtaining ingots
Автори англійськоюAbramov Viktor Valerianovych, Kuznietsov Serhii Viktorovych
Назва патенту російськоюСпособ получения слитков
Автори російськоюАбрамов Виктор Валерианович, Кузнецов Сергей Викторович
МПК / Мітки
МПК: B22D 7/00
Мітки: зливків, одержання, спосіб
Код посилання
<a href="https://ua.patents.su/4-12702-sposib-oderzhannya-zlivkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання зливків</a>
Виливниця для одержання фракціонованих зливків марганцевих феросплавів
Номер патенту: 5956
Опубліковано: 29.12.1994
Автори: Величко Борис Федорович, Коваль Олександр Володимирович, Амброжевич Володимир Михайлович, Мельниченко Олексій Андрійович, Гудима Степан Яківлевич, Полещук Петро Миколаєвич, Горяйнов Геннадій Євгенович
МПК: B22D 7/06
Мітки: зливків, одержання, виливниця, фракціонованих, феросплавів, марганцевих
Формула / Реферат:
Изложница для получения фракционированных слитков марганцевых ферросплавов, выполненная с ячеистым дном, образованным продольными и поперечными ребрами, имеющими в поперечном сечении форму усеченного конуса, обращенного большим основанием книзу и выступами для ограничения максимального уровня заливки ферросплавов, отличающаяся тем, что высота продольных ребер больше высоты поперечных ребер в 1,3-1,8 раза и меньше высоты выступов для...
Спосіб одержання сталевих зливків сифоном
Номер патенту: 3045
Опубліковано: 26.12.1994
Автори: Поляков Валерій Олександрович, Тільга Степан Сергійович, Покладій Вадим Ростиславович, Вихлевщук Валерій Антонович, Панін Володимир Миколайович, Чорногрицький Володимир Михайлович, Омесь Микола Михайлович, Грецький Юрій Якович, Ющенко Констянтин Андрійович
МПК: B22D 7/00
Мітки: одержання, сталевих, спосіб, зливків, сифоном
Формула / Реферат:
Способ получения стальных слитков сифоном, предназначенных преимущественно для изготовления сварочной проволоки, включающий получение расплава в сталеплавильном агрегате, легирование и раскисление его ферросплавами и алюминием, при выпуске в ковш и микролегирование введением редкоземельных металлов в центровую при разливке расплава, отличающийся тем, что для микролегирования редкоземельные металлы используют в смеси с силикокальцием с...
Спосіб розливу зливків киплячоі сталі і пристрій для його здійснення
Номер патенту: 5056
Опубліковано: 28.12.1994
Автор: Коржавін Андрій Сидорович
МПК: B22D 7/00
Мітки: здійснення, киплячоі, спосіб, зливків, пристрій, сталі, розливу
Формула / Реферат:
1. Способ разливки слитков кипящей стали, включающий заливку металла в изложницу сверху, обдувку его кислородом и последующую кристаллизацию, отличающийся тем, что, с целью уменьшения химической неоднородности слитков из кипящей малоокисленной стали и увеличения выхода годного, кислород подают на стенки изложницы со стороны ее верхнего торца. 2. Устройство для разливки слитков кипящей стали, содержащее разливочный ковш изложницы,...
Спосіб одержування зливків
Номер патенту: 6858
Опубліковано: 31.03.1995
Автори: Авер'янов Олексій Венедиктович, Оробцев Юрій Вікторович, Усік Володимир Пилипович, Черненков Сергій Павлович, Клєпіков Сєргєй Анатольєвіч, Голіков Сєргєй Кузьміч, Голубєв Алєксандр Алєксандровіч, Літвінов Леонід Федорович, Демченко Євген Миколайович
МПК: B22D 7/00
Мітки: зливків, спосіб, одержування
Формула / Реферат:
Способ получения слитков, включающий защиту поддона кусковым металлическим материалом и последующую заливку стали в изложницу, отличающийся тем, что кусковой металлический материал равномерно распределяют по поверхности поддона, а заливку стали в изложницу до 1 /10 -1/5 ее высоты осуществляют полой конусообразной струей, создаваемой путем дросселирования расплава в шиберном затворе, причем отношение площади проходного сечения между подвижной...
Спосіб прокатки зливків та заготівок
Номер патенту: 8259
Опубліковано: 29.03.1996
Автори: Воронцов Вячєслав Константіновіч, Брінза Вячєслав Владіміровіч, Бойко Владімір Фйодоровіч, Пєрчєнко Андрєй Александровіч
МПК: B21B 1/00
Мітки: зливків, заготівок, прокатки, спосіб
Формула / Реферат:
Способ прокатки слитков и заготовок, включающий одновременную прокатку нескольких заготовок, размещенных на гладкой бочке параллельно и вплотную одна к другой, отличающийся тем, что, с целью повышения качества прокатки путем оптимизации температурного режима, в процессе прокатки после суммарного относительного обжатия по одной грани 0,2-0,35 раскаты одновременно кантуют на 90° и меняют местами относительно друг друга так, чтобы по меньшей...
Попередній патент: Пристрій для натягування формних пластин, встановлених на циліндрі друкарської машини глибокого друку
Наступний патент: Верстат для гнуття профілів
Випадковий патент: Спосіб хірургічного лікування лійкоподібної деформації грудної клітки