Футеровка металургійної ємкості
Номер патенту: 17039
Опубліковано: 18.03.1997
Автори: Нечепоренко Володимир Андрійович, Сорока Олександр Павлович, Боровиков Генадій Федорович, Башлій Валентина Іванівна, Зозуля Олександр Іванович, Башлій Федір Іванович, Тільга Степан Сергійович, Шевченко Володимир Олексійович

Формула / Реферат
Футеровка металлургической емкости, содержащая арматурный, промежуточный и рабочий слои, отличающаяся тем, что поверхность рабочего слоя днища выполнена ребристой из огнеупорного кирпича, образованные при этом ячейки глубиной 40 - 80мм, а также поверхностный бесшовный слой толщиной 50 - 60мм плотно набиты углеродосодержащей огнеупорной массой.
Текст
Изобретение относится к черной металлургии, а именно к футеровке сталеразливочных ковшей Известна футеровка сталеразливочного ковша в виде монолитного блока из наливной огнеупорной массы (А.с. СССР №984670, кл. B22D41/02, 1980). Недостатком такой футеровки является сравнительно низкая ее стойкость за счет местного разрушения струей металла. Наиболее близкой по технической сущности к предложенной является футеровка сталеразливочного ковша, в которой рабочий слой днища выполнен ровным из обожженного огнеупорного кирпича. Рабочий слой боковой поверхности выполнен из обожженного кирпича, а промежуточный из необожженного смолосвязанного огнеупорного материала (А.с. CCCP №1592117, кл. B22D41/02, 1990). Недостатком известной футеровки является то, что рабочий слой днища выполнен ровным из кирпича, что приводит к наличию швов на его поверхности. В этом случае металл попадает в швы между кирпичами, что снижает стойкость футеровки. В основу изобретения поставлена задача повысить стойкость футеровки сталеразливочного ковша. Это обеспечивается за счет того, что в футеровке металлургической емкости, содержащей арматурный, промежуточный и рабочий слои, поверхность рабочего слоя днища выполняют ребристой из огнеупорного кирпича. Образованные при этом ячейки глубиной 40 80мм, а также поверхностный бесшовный слой толщиной 50 60мм плотно набивают углеродосодержащей огнеупорной массой. Рабочий слой футеровки боковых стен ковша выполняют из необожженного смолосвязанного периклазоизвесткового кирпича. На чертеже (фиг.) показана схема футеровки металлургической емкости, в которой днище состоит из выравнивающей огнеупорной массы 1, арматурного и защитного рядов 2, выложенных из шамотного кирпича, рабочего слоя 3 из хромитопериклазового кирпича двух размеров по высоте, в результате чего образуется ребристая поверхность. Образованные ячейки и поверхностный, слой 4 плотно набиты углеродосодержащей огнеупорной массой. Боковая поверхность емкости состоит из защитного шамотного кирпича 5 и рабочего слоя 6 из безобжигового смолосвязанного периклазоизвесткового кирпича. Использование ребристой рабочей поверхности футеровки днища способствует укреплению связи ее с набивкой из огнеупорной массы, что позволяет предотвратить активное разрушение футеровки днища струей металла. Кроме того, плотная бесшовная поверхность футеровки днища приводит к тому, что жидкий металл не проникает в швы между кирпичами, что повышает стойкость футеровки. Пример. В сталеразливочном ковше емкостью 300т металлический кожух днища покрывается теплоизоляционным слоем из асбестовой ткани и наполняется выравнивающим слоем огнеупорной массы. Арматурный и защитный слои выкладываются из шамотного кирпича. Рабочий слой выкладывается из хромитопериклазового кирпича двух размеров по высоте. В результате на поверхности рабочего слоя образуются ребра и ячейки между ними. Глубина ячеек зависит от марки используемого кирпича. Образованные ячейки засыпаются углеродосодержащей огнеупорной массой. С этой же массы насыпается поверхностный слой толщиной 50 - 60мм и вся масса уплотняется. Боковые стены ковша выполняются из защитного слоя обожженного шамотного кирпича и рабочего из необожженного смолосвязанного огнеупорного кирпича. Анализ качества футеровки после слива стали из ковша показал, что ребристая поверхность рабочего слоя футеровки днища удерживает плотный поверхностный слой огнеупорной массы, а перекрытие огнеупорной массой швов между кирпичами на поверхности днища предотвращает проникновение в них жидкого металла. Поэтому даже в случае закозления металла, он удаляется из ковша без разрушения футеровки днища, что способствует повышению ее стойкости. Если существующая футеровка с ровной поверхностью днища без покрытия швов огнеупорной массой выдерживает в среднем 16 наливов, при этом требуется два промежуточных ремонта, то предлагаемая футеровка выдерживает 55 наливов при одном промежуточном ремонте. Использование изобретения позволяет повысить стойкость футеровки сталеразливочных ковшей до 45 - 65 наливов. На отдельных ковшах стойкость достигала 80 наливов. Характеристика результатов использования изобретения показана в таблице.
ДивитисяДодаткова інформація
Назва патенту англійськоюLining of metallurgical container
Автори англійськоюTilha Stepan Serhiiovych, Necheporenko Volodymyr Andriiovych, Borovykov Henadii Fedorovych, Bashlii Valentyna Ivanivna, Zozulia Oleksandr Ivanovych, Bashlii Fedir Ivanovych, Shevchenko Volodymyr Oleksiiovych, Soroka Oleksandr Pavlovych
Назва патенту російськоюФутеровка металлургической емкости
Автори російськоюТильга Степан Сергеевич, Нечепоренко Владимир Андреевич, Боровиков Геннадий Федорович, Башлий Валентина Ивановна, Зозуля Александр Иванович, Башлий Федор Иванович, Шевченко Владимир Алексеевич, Сорока Александр Павлович
МПК / Мітки
МПК: B22D 41/02
Мітки: футеровка, ємкості, металургійної
Код посилання
<a href="https://ua.patents.su/2-17039-futerovka-metalurgijjno-ehmkosti.html" target="_blank" rel="follow" title="База патентів України">Футеровка металургійної ємкості</a>
Футеровка головного жолобу доменної печі
Номер патенту: 4595
Опубліковано: 28.12.1994
Автори: Руденко Анатолій Анатольович, Пилипчатін Леонід Дмитрович, Вовк Вікторія Вікторовна, Зусмановський Олександр Якович, Маковей Олександр Григорович, Капелянов Володимир Якович
МПК: C21B 7/14
Мітки: головного, футеровка, доменної, жолобу, печі
Формула / Реферат:
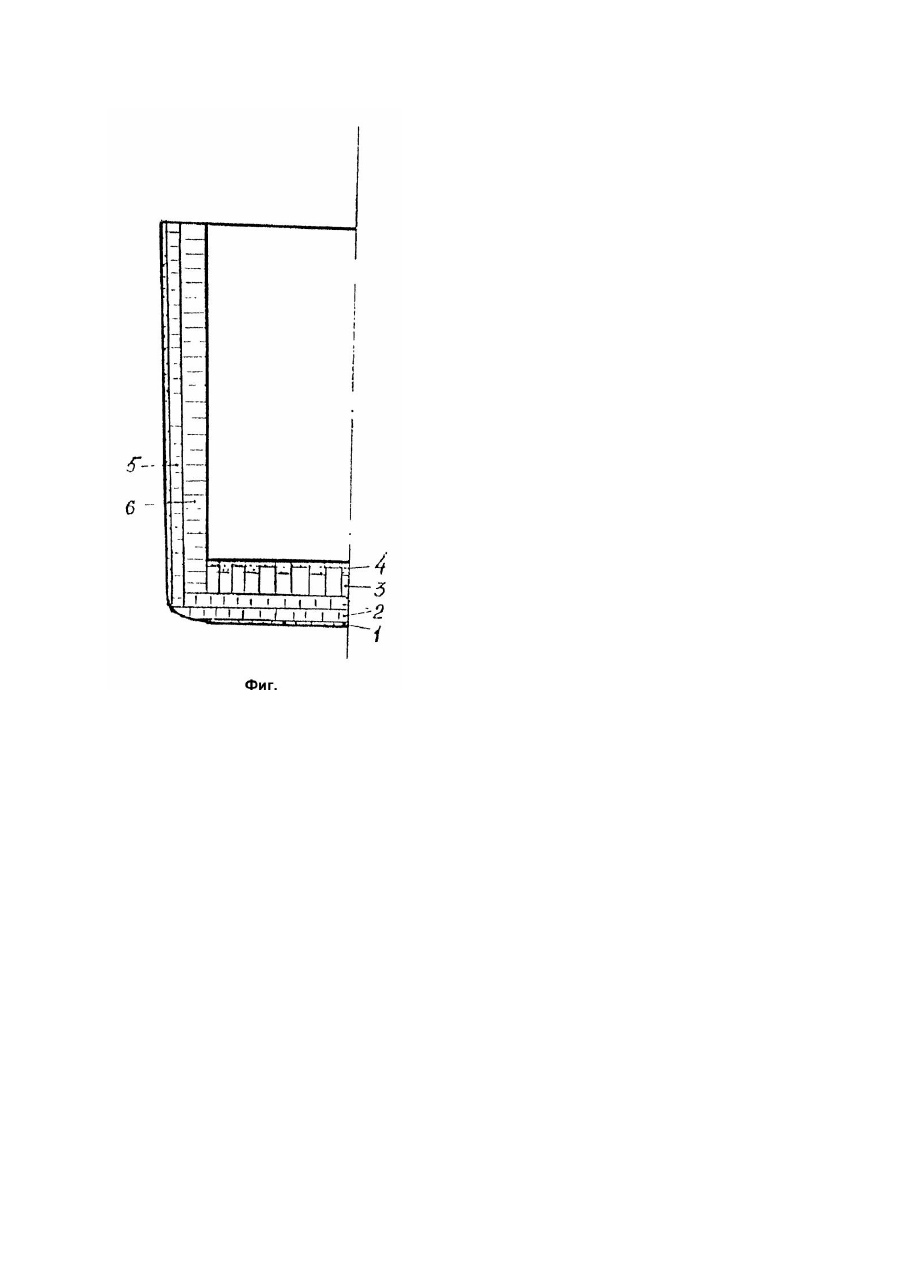
Футеровка главного желоба доменной печи, включающая постоянный и сменный, выполненный набивным огнеупорным, слои, а также расположенный между ними арматурный слой с поперечными несущими элементами, отличающаяся тем, что футеровка снабжена продольными несущими элементами, расположенными в арматурном слое, и защитным слоем из формовочного песка, размещенным над сменным слоем, при этом постоянный слой выполнен из углеродных блоков, а высота...
Футеровка барабанних млинів

Номер патенту: 1165
Опубліковано: 30.12.1993
Автори: Борисов Юрій Миколайович, Князіва Людмила Олексіївна, Степіна Алла Іллівна, Ступак Анатолій Петрович, Біляєва Лариса Іванівна, Бродський Сергій Сергійович, Шаповал Григорій Якович, Денисов Віталій Васильович, Підберезний Микола Петрович, Салацинський Едуард Стефанович, Берізка Дмитро Степанович
МПК: B02C 17/22
Мітки: футеровка, барабанних, млинів
Формула / Реферат:
1. Футеровка барабанных мельниц, состоящая из набора катаных бронеплит с индивидуальным креплением к барабану мельницы, включающих рабочую поверхность, боковые грани, основание, отличающаяся тем, что каждая бронеплита в поперечном сечении выполнена вогнутой по радиусу с симметрично расположенными от оси бронеплиты участками плавно сопряженными с одной стороны с углублением под болты, выполненным по центру вдоль бронеплиты, а с другой — с...
Протизносна самоутримуюча футеровка

Номер патенту: 7532
Опубліковано: 29.09.1995
Автори: Новіков Олександр Іванович, Зибін Юрій Антонович, Навроцький Олександр Георгієвич
МПК: F23J 13/00, B02C 17/22
Мітки: футеровка, самоутримуюча, протизносна
Формула / Реферат:
Противоизносная самоудерживаюшаяся футеровка внутренней поверхности газоходов, содержащая соединенные между собой плиты, отличающаяся тем, что, с целью ускорения монтажа и повышения надежности крепления, каждая плита выполнена в виде наклонной призмы с нормальными боковыми гранями и острым углом 30 - 60°, средняя часть которой развернута по отношению к двум крайним частям на 180° вокруг оси, проходящей через точки пересечения диагоналей...
Конвертор для донного продування
Номер патенту: 2376
Опубліковано: 26.12.1994
Автор: Конрад Граф
МПК: C21C 5/46, F27D 23/00
Мітки: конвертор, продування, донного
Формула / Реферат:
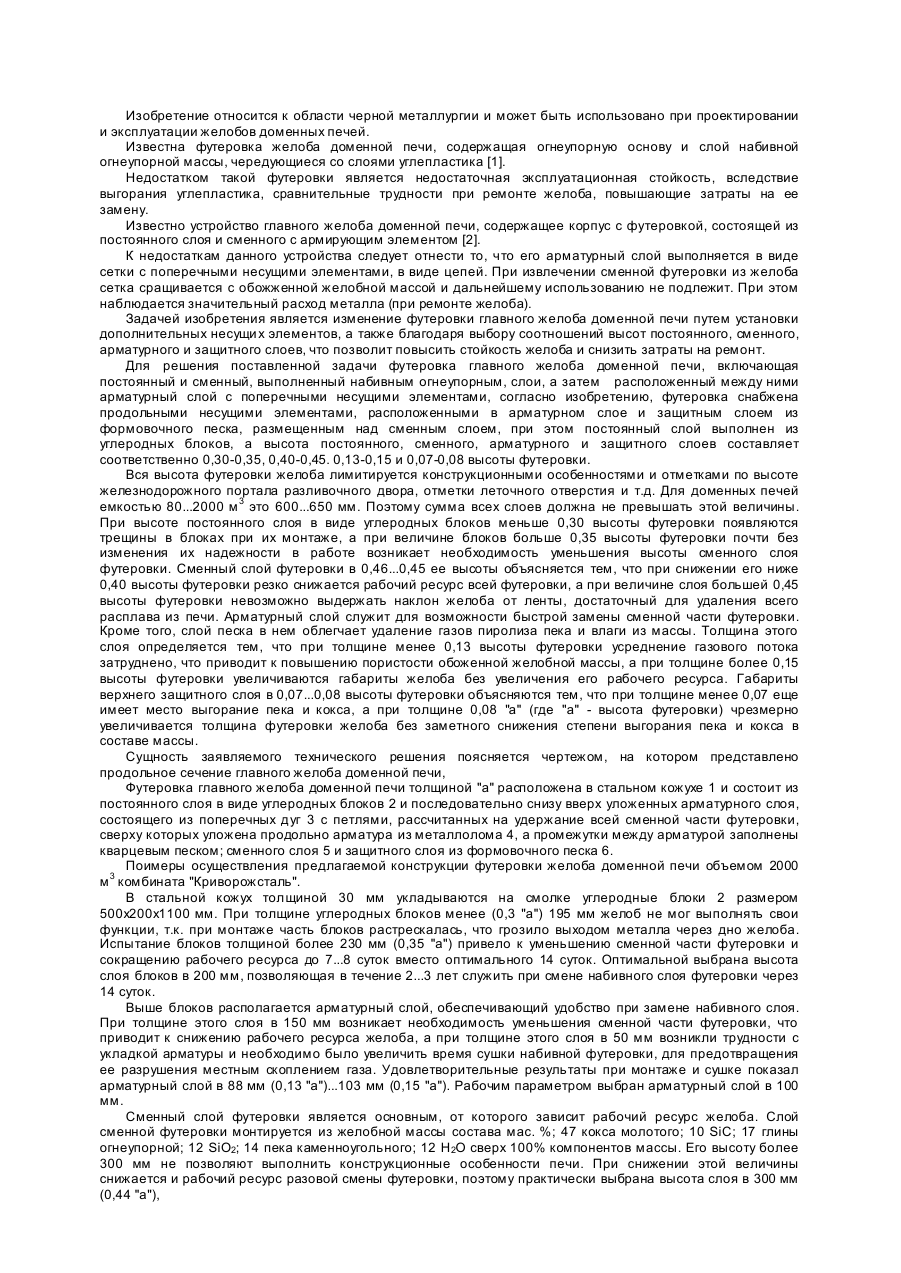
Конвертер для донной продувки, содержащий металлический кожух и днище, футеровку, состоящую из рабочего и арматурного слоев, выполненных из огнеупорного кирпича, подводящую трубу и соединенные с ней четыре распределительные трубы, установленные в выемках под них в кирпиче футеровки, при этом трубы имеют длину, равную сумме толщин арматурного и рабочего слоев, сечение части распределительных труб в арматурном слое выполнено круглым, а в...
Кришка нагрівального колодязя
Номер патенту: 409
Опубліковано: 30.04.1993
Автори: Труфанов Олександр Петрович, Бурлачко Микола Герасимович, Локтіонов Петро Якович, Міронов Євген Костянтинович, Соколова Елєонора Іванівна, Бондаренко Микола Андрійович, Лузін Борис Михайлович
МПК: C21D 9/70
Мітки: кришка, колодязя, нагрівального
Формула / Реферат:
Крышка нагревательного колодца, содержащая бортовые элементы и секции, заполненные огнеупорным материалом, отличающаяся тем, что секции образованы поперечными арками из огнеупорного кирпича и размещенными между арками распорными огнеупорными перемычками, причем огнеупорные кирпичи нижней части арок и распорных перемычек смещены друг относительно друга с образованием выступов, а пространство между арками и перемычками заполнено жароупорным...
Попередній патент: Сепаратор-пиловловлювач
Наступний патент: Спосіб просторової сейсморозвідки
Випадковий патент: Гербіцидна композиція