Спосіб формування бокового відводу, переважно трубчатого виробу, футерованого фторполімером
Номер патенту: 17211
Опубліковано: 01.04.1997
Автори: Северин Сергій Семенович, Грязнов Ігор Васильович, Душєнков Анатолій Стєпановіч
Формула / Реферат
Способ формования бокового отвода, преимущественно трубчатого изделия, футерованного фторполимером, основанный на установке металлического патрубка отвода на фторопластовую трубу, захвате и разогреве ее в зоне вытягивания, вытягивании фторопластового отвода выше фланца металлического патрубка отвода с последующей термофиксацией и отбортовкой фторопласта на фланец патрубка разогретыми конусами, отличающийся тем, что после установки металлического патрубка отвода, внутрь фторопластовой трубы устанавливают подкрепляющий цилиндр с отверстием соосным патрубку, а перед вытягиванием фторопластового отвода на внутреннюю поверхность патрубка наносят полимеризирующийся клеевой слой, при этом перед отбортовкой футеровки на фланец патрубка объем фторопластового отвода заполняют резиноподобной массой, а полимеризацию упомянутого клеевого слоя производят в процессе отбортовки.
Текст
Изобретение относится к технологии производства бипластмассовых изделий, в частности к изготовлению футерованных фторопластом стеклопластиковых труб, футерованных фторопластом и может быть использовано в химическом машиностроении. Известно множество способов формования боковых отводов тр убчаты х изделий. Например, в книге А.К. П угачева и др. Переработка фторопластов в изделия. - Л.: Химия, 1987. - С.84 описанная технология включает следующие операции: вытягивании из фторопластовой трубы бокового отвода; отбортовку вытянутой части отвода на фланец патрубка отвода; сборку футерованного бокового отвода с прямолинейным участком футерованной металлической трубы (Пугачев А.К. Переработка фторопластиков в изделия. - Л.: Химия, 1987. - С.84, 2абз. снизу). Однако известный способ обладает недостатком заключающимся в заниженной технологичности из-за слабой адгезионной связи футеровки отвода, особенно в зоне стыка патрубка и трубы. Наиболее близким к предлагаемому по технической сущности и выбранным в связи с этим в качестве прототипа заявляемого является способ вытягивания (формования) бокового отвода тройника металлического (Пугачев А.К. Переработка фторопластиков в изделия. - Л.: Химия, 1987. - С.84, 1 - й абзац снизу). У футерованного по известной технологии тройника трубчато го металлического против отвода в теле футерованной трубы вырезают небольшое отверстие, в которое вводят стержень. К этому стержню изнутри тройника крепят шайбу, диаметр которой меньше диаметра отвода, на две толщины фторопластовой трубы. На боковой фланец отвода устанавливают винтовой съемник, который соединяется со стержнем. Часть фторопластовой трубы, подлежащей вытягиванию разогревается через металлический корпус тройника до температуры 280 - 300°C и затем съемником за введенную шайбу вытягивается через отвод на 10мм выше края фланца отвода. Вытянутый участок отвода трубы охлаждается водой для его термофиксации. После охлаждения винтовой съемник разбирают, а образовавшееся донышко отвода обрезают ножом. Отбортовку образовавшегося фторопластового отвода на фланец тройника производят на отбортовочном станке при помощи разогретых конусов. Температура нагрева конусов 280 - 300°C. Вначале бортуют конусом с углом раствора 90° с выдержкой 2 - 3мин, а затем конусом с углом 180° с той же выдержкой. После отбортовки патрубок отвода охлаждают и устанавливают технологическую заглушку, плотно прижимающую футеровку патр убка к металлу. Использование описанной технологии при формовании бокового отвода футерованных фторопластом трубчатых изделий с силовой оболочкой из стеклопластика и металлическим патрубком бокового отвода обнаружили следующие его недостатки. Основным из них является заниженная адгезионная связь фторопластовой футеровки отвода, а также фторопластовой футеровки трубы в зоне перехода к патрубку. Действительно, в процессе вытягивания бокового отвода футеровочной трубы обеспечивается надежная адгезионная связь футеровки как в зоне перехода трубы основной в патрубок, так и по внутренней поверхности патрубка. Однако в процессе отбортовки торца отвода футеровки на фланец патрубка происходит повторный нагрев футеровки патрубка как по его внутренней поверхности так и в переходной зоне патрубок-труба. Несмотря на то, что температура плавления фторопласта составляет 380-390°С (там же, с. 39) при нагреве до 300°C в указанных зонах происходит местное коробление футеровочного слоя, что при эксплуатации может привести к дальнейшему отрыву футеровки от основной оболочки, образованию в ней (футеровки) трещин с потерей герметичности. Процесс образования трещин в футеровке объясняется циклическим воздействием давления и температур при эксплуатации, что характерно, например, при производстве каустика и хлора ртутным методом, где в качестве коллектора электролизера и используются трубы футерованные фторопластом с боковым отводом. Таким образом, указанный недостаток требует сохранения надежной адгезионной связи по внутренней поверхности патрубка бокового отвода и в зоне перехода его в тр убу основную. В основу изобретения поставлена задача усовершенствовать способ формования бокового отвода трубчатого изделия футерованного фторопластом путем улучшения эксплуатационных характеристик трубы с металлическим патрубком бокового отвода, что достигается увеличением адгезионной связи футеровки к внутренней поверхности патрубка к трубе в зоне перехода патрубок-труба. Это приведет к исключению коробления футеровочного слоя, и следовательно, потери его герметичности. Сущность предлагаемого к защите технического решения состоит в том, что в известном способе формования бокового отвода, основанном на захвате фторопластовой футеровочной трубы и ее разогреве в зоне вытягивания, вытягивании фторопластового отвода выше фланца металлического патрубка отвода, последующей термофиксацией и отбортовой фторопласта на фланец патрубка разогретыми конусами, внутрь фторопластовой трубы устанавливают подкрепляющий цилиндр с отверстием соосно патрубку, перед вытягиванием фторопластового отвода на внутреннюю поверхность патрубка наносят клеевой слой, обладающей способностью полимеризоваться при нагреве, а перед отбортовой футеровки отвода на фланец патрубка объем фторопластового отвода заполняют резиноподобной массой, при этом полимеризацию клеевого слоя производят в процессе отбортовки. Введение дополнительной адгезионной связи между внутренней поверхностью металлического патрубка и его футеровкой за счет полимеризующегося при нагреве в процессе отбортовки клеевого слоя, а также поддавливание футеровки патрубка посредством резиноподобной массы при полимеризации клеевого слоя обеспечивает надежную адгезионную связь отбортовки патрубка и исключение ее коробления. Повышенная адгезионная связь футеровки обеспечивает технологичность способа формования и повышение эксплуатационных характеристик трубы. Конкретный пример использования заявляемого способа состоит в следующем: 1. Фторопластовую трубу (вн утреннюю футеровку стеклопластиковой трубы) укладывают в горизонтальное положение на подставки. 2. На середину фторопластовой трубы надевают бандаж и двумя полухомутами закрепляют штатный патрубок бокового отвода с закладным элементом - квадратным в плане листом с приваренным в центре патрубком имеющим внутренний диаметр 50мм. 3. Во внутрь фторопластовой трубы вставляют металлическую оправку с отверстием равным внутреннему диаметру отверстия патрубка и располагают отверстия соосно. Оправка выполнена в виде отрезка цилиндрической трубы. В центре фланцевого отверстия во фторопластовой трубе сверлят отверстие диаметром 10мм. С помощью монтажной трубы внутрь фторопластовой подают металлический диск диаметром 40мм, а снаружи, напротив него, устанавливают такой же диск и оба диска скрепляют шпилькой с крюком или петлей на свободном конце. 4. На штатном фланце устанавливают вытяжное устройство и соединяют его с крюком. Место вытяжки нагревают газовой горелкой или паяльной лампой до температуры 180° ¸ 200°C. Температуру нагрева контролируют термокарандашом. Нагретый участок трубы защемляют между дисками, вытягивают над фланцем на высоту 5 10мм. После вытяжки, отвод охлаждают водой до температуры помещения и оснастку разбирают. 5. На вытянутом участке фторопласта вырезают участок защемленный дисками: Внутрь трубы напротив вытянутого отверстия устанавливают металлический лист, загнутый по внутреннему диаметру трубы и поджимают его к отверстию с помощью домкрата. Вытянутую горловину бокового отвода заполняют сырой резиной или другой резиноподобной массой до верха к нагретым предварительно до температуры 280°C конусом с углом раствора 90° производят отбортовку фторопластового слоя отвода на фланец штатного патрубка. Далее отбортовку продолжают следующим конусом. 6. После охлаждения конус снимают, резиноподобную массу вынимают и устанавливают транспортную технологическую заглушку. 7. Для контроля качества герметичности футерованного трубчатого изделия проверяют герметичность внутренней полости любым из известных способов, например по спаду давления контролирующей газовой среды. Предлагаемый способ формования бокового отвода позволяет обеспечить следующее: повысить технологичность изделий трубчатой формы футерованных фторполимером и снабженных боковыми отводами за счет уменьшения номенклатуры технологической оснастки и сокращения технологического цикла изготовления при формовании отводов: - повысить эксплуатационные характеристики изделия, а именно герметичность, срок эксплуатации в составе оборудования химического производства за счет повышения адгезионной связи футеровки к внутренней поверхности силовой оболочки и отвода. Проводимые в настоящее время натурные испытания подтвердили работоспособность трубчаты х секций электролизного коллектора для получения хлора и каустика ртутным методом, изготовление отводов в которых производилось с использованием описанной технологии, в течении 4 лет, что в 2 раза превышает срок службы используемых стеклопластиковых секций футерованных связующим. Расчетный гарантийный срок службы составляет 10 - 11 лет.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of molding the side branch of tubular article lined with fluorocarbon polymer
Автори англійськоюHriaznov Ihor Vasyliovych, Dushienkov Anatolii Stiepanovich, Severyn Serhii Semenovych
Назва патенту російськоюСпособ формования бокового отвода трубчатого изделия, футерованного фторполимером
Автори російськоюГрязнов Игорь Васильевич, Душенков Анатолий Степанович, Северин Сергей Семенович
МПК / Мітки
МПК: B29D 23/00, B32B 1/00
Мітки: переважно, футерованого, трубчатого, відводу, спосіб, формування, виробу, бокового, фторполімером
Код посилання
<a href="https://ua.patents.su/2-17211-sposib-formuvannya-bokovogo-vidvodu-perevazhno-trubchatogo-virobu-futerovanogo-ftorpolimerom.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування бокового відводу, переважно трубчатого виробу, футерованого фторполімером</a>
Спосіб виготовлення біпластмасової труби, футерованої фторполімером
Номер патенту: 17094
Опубліковано: 18.03.1997
Автори: Грязнов Ігор Васильович, Северин Сергій Семенович, Байда Леонід Якович, UА
МПК: B32B 1/00, B29D 23/00
Мітки: спосіб, біпластмасової, футерованої, фторполімером, трубі, виготовлення
Формула / Реферат:
Способ изготовления бипластмассовой трубы, футерованной фторполимером, включающим предварительную калибровку фторполимерной трубы, химическое активирование ее наружной поверхности, установку стыковочных узлов на ее концах с предварительно подготовленной поверхностью закладных цилиндрических элементов, отбортовку концов фторполимерной трубы на торцевой поверхности стыковочных узлов, намотку стеклопластиковой оболочки трубы, ее полимеризацию и...
Пристрій для відводу тепла

Номер патенту: 7661
Опубліковано: 26.12.1995
Автори: Плетньов Анатолій Іванович, Стельмах Євген Васильович, Михайленко Едуард Петрович, Сухарєв Олег Васильйович
МПК: H01F 27/10
Мітки: відводу, тепла, пристрій
Формула / Реферат:
Устройство для отвода тепла, например во взрывобезопасном трансформаторе, содержащее кожух с развитой боковой поверхностью охлаждения в виде вертикальных гофр с каналами между ними, тепловые трубы, охлаждаемые элементы в виде обмоток, отличающееся тем, что, с целью упрощения конструкции, улучшения технологии изготовления при одновременном увеличении эффективности охлаждения, оно снабжено изоляционными прокладками, установленными между...
Спосіб очищення довгомірного циліндричного виробу від окалини та іржі
Номер патенту: 11221
Опубліковано: 25.12.1996
Автори: Розов Юрій Георгійович, Білоус Ігор Юрійович, Гудзь Богдан Васильович, Гринавцев Олег Валерійович, Гринавцев Валерій Микитович
МПК: B08B 9/00
Мітки: спосіб, довгомірного, очищення, окалини, виробу, іржі, циліндричного
Формула / Реферат:
(57) Способ очистки длинномерного цилиндрического изделия от окалины и ржавчины, заключающийся в перемещении его по оси заполненного абразивным материалом патрубка, состоящего из конического и цилиндрического участков, в сторону вершины конуса, отличающийся тем, что при использовании в качестве абразивного матерчяпа шлифзерна из искусственных алмазов средней твердости, угол наклона образующей конического участка патрубка к его оси выполняют...
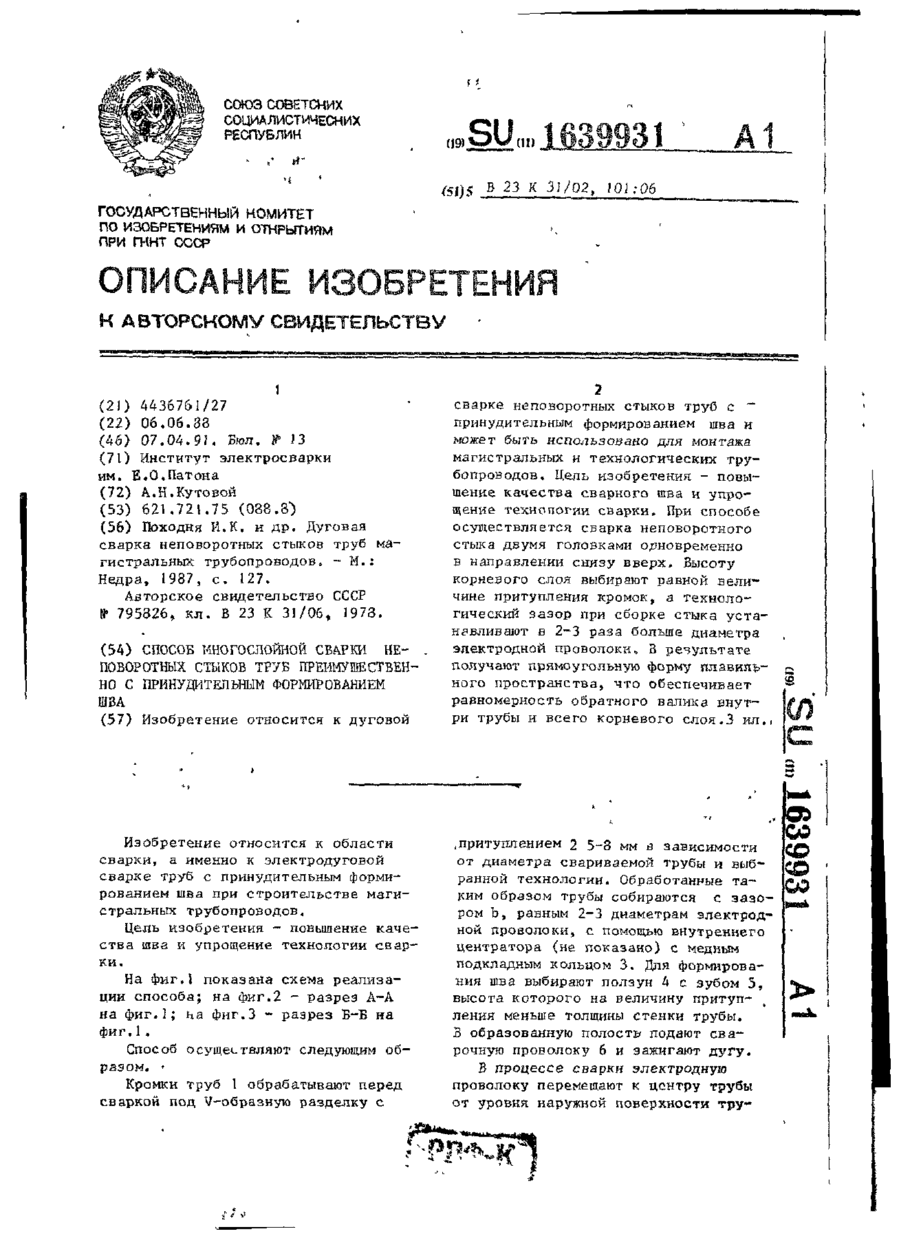
Спосіб багатошарового зварювання неповоротних стиків труб переважно з примусовим формуванням шва
Номер патенту: 4858
Опубліковано: 28.12.1994
Автор: Кутовий Андрій Миколайович
МПК: B23K 31/02, B23K 101/06
Мітки: спосіб, труб, примусовим, багатошарового, неповоротних, шва, формуванням, стиків, зварювання, переважно
Формула / Реферат:
Способ многослойной сварки неповоротных стыков труб преимущественно с принудительным формированием шва, при котором выполняют V-образную разделку с притуплением кромок, собирают трубы с технологическим зазором в стыке, осуществляют сварку с принудительным формированием снизу вверх, подавая сварочную проволоку в зону сварки по касательной к трубе, и перемещают ее к центру трубы по мере заполнения разделки, отличающийся тем, что, с целью...
Спосіб виготовлення фрикційного виробу
Номер патенту: 10908
Опубліковано: 25.12.1996
Автори: Арєфьєв Ніколай Владіміровіч, Строєв Валєрій Ніколаєвіч, Дєгтярєв Євгєній Владіміровіч, Лєвіт Міхаіл Захаровіч, Шарковскій Сєргєй Івановіч, Соколов Вячеслав Алєксандровіч, Хведченя Олєг Аркадьєвіч, Єрьомічев Віталій Павловіч, Півєнь Єлєна Борісовна
МПК: B29B 11/00, B32B 37/00
Мітки: виробу, виготовлення, спосіб, фрикційного
Формула / Реферат:
Способ изготовления фрикционных изделий, при котором осуществляют покрытие нитей полимерным отверждаемым материалом, укладку нитей в брикет для образования заготовки изделия, формование ее для получения изделия и его термическую и механическую обработку, отличающийся тем, что при укладке нитей в брикет сумму длин линий сечений нитей, приходящихся на длину каждой линии каждого сечения брикета в направлении формования, выбирают равной или...
Попередній патент: Регулюючий клапан
Наступний патент: Грейфер
Випадковий патент: Спосіб гідровисіву пророщеного насіння