Спосіб очищення довгомірного циліндричного виробу від окалини та іржі
Номер патенту: 11221
Опубліковано: 25.12.1996
Автори: Білоус Ігор Юрійович, Гудзь Богдан Васильович, Гринавцев Валерій Микитович, Розов Юрій Георгійович, Гринавцев Олег Валерійович
Формула / Реферат
(57) Способ очистки длинномерного цилиндрического изделия от окалины и ржавчины, заключающийся в перемещении его по оси заполненного абразивным материалом патрубка, состоящего из конического и цилиндрического участков, в сторону вершины конуса, отличающийся тем, что при использовании в качестве абразивного матерчяпа шлифзерна из искусственных алмазов средней твердости, угол наклона образующей конического участка патрубка к его оси выполняют равным 0,6...0,8 от коэффициента трения абразивного материала о рабочую поверхность патрубка, длину цилиндрического участка выполняют равной 12...16 диаметрам очищаемого изделия, а диаметр цилиндрического участка выполняют больше диаметра очищаемого изделия на 5...8 размеров зерна абразивного материала.
Текст
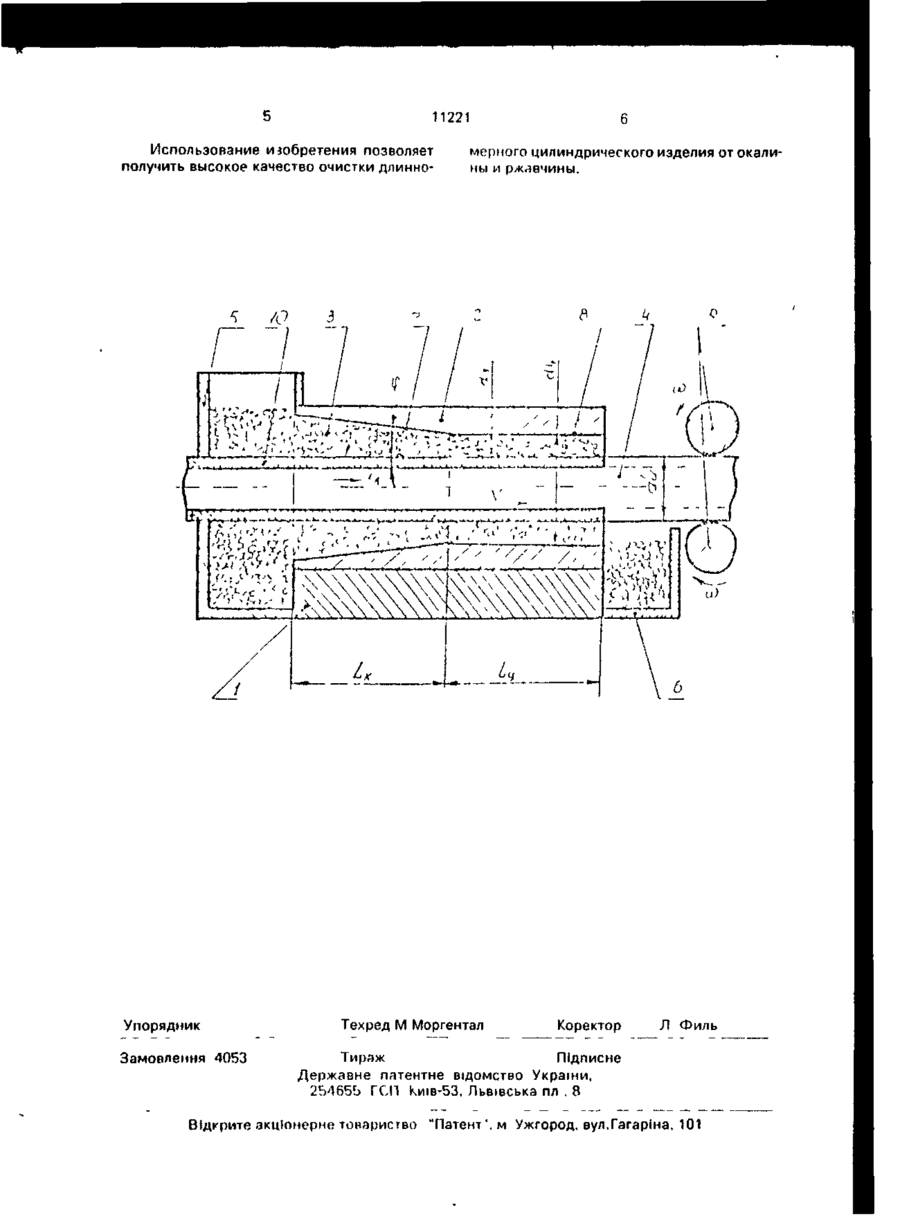
Способ очистки длинномерного цилиндрического изделия от окалины и ржавчины, заключающийся в перемещении его по оси заполненного абразивным материалом патрубка, состоящего из конического и цилиндрического участков, в сторону вершины конуса, о т л и ч а ю щ и й с я тем, что при использовании в качестве абразивного матерчяпа шлифзерна из искусственных алмазов средней твердости, угол наклона образующей конического участка патрубка к его оси выполняют равным 0,6...0,8 от коэффициента трения абразивного материала о рабочую поверхность патрубка, длину цилиндрического участка выполняют равной 12...16 диаметрам очищаемого изделия, а диаметр цилиндрического участка выполняют больше диаметра очищаемого изделия на 5...8 размеров зерна абразивного материала. Изобретение относится к очистке изделий с применением использованного материала и м о ж е т быть использовано в металлургии, машиностроении и судостроительной промышленности. Известен способ очистки длинномерного цилиндрического изделия от окалины и ржавчины, заключающийся в перемещении изделия по оси заполненного абразивным материалом патрубка, состоящего из конического и цилиндрического участков, в сторону вершины конуса. Недостатком данного способа является то, что он представляет собой общее техническое решение без учета свойств материала патрубка, абразивного материала и размеров очищаемого изделия. Оптимальные соотношения размеров патрубка можно определить лишь случайно. Поэтому известный способ не обеспечивает с очевидностью возможность получения высокого качества очистки. Целью изобретения является повышение качества очистки путем выбора оптимальных соотношений размеров патрубка при работе с определенным видом абразивного материала. Поставленная цель достигается тем, что в способе очистки длинномерного цилиндрического изделия от окалины и ржавчины, заключающемся в перемещении изделия по оси заполненного абразивным материалом патрубка, состоящего из конического и цилиндрического участков, в сторону вершины конуса, согласно данному изобретению, при использовании в качестве абразивного материала шлифзерна из искусственных алмазов средней твердости угол наклона образующей конического участка патрубка к С > ю О 11221 его оси выполняют равным 0,6 0,8 от коэффициента трения абразивного материала о рабочую поверхность патрубка, длину цилиндрического участка выполняют равной 12 16 диаметрам очищаемого изделия, а диаметр цилиндрического участка выполняют больше диаметра очищаемого изделия на 5 8 размеров зерна абразивного материала На чертеже схематически изображено устройство для осуществления способа очистки Устройство состоит из корпуса 1, патрубка 2, абразива 3, цилиндрического очищаемого и з д е л и я большой длины 4, накопителя абразива 5 и поддона 6 для сбора абразива 3 Внутренняя рабочая поверхность патрубка 2 состоит из конического участка 7 длиной LK, угол (р наклона образующей которого к оси составляет от 0,6 до 0,8 коэффициента трения абразива 3 о рабочую поверхность патрубка 2, и цилиндрического участка 8 длиной Иц, равной от 12 до 16 диаметров d M подвергающегося очистке цилиндрического изделия большой длины, и диаметром, определяемым следующим соотношением сіц = d M + (5. .8) х d 3 . где dn - диаметр очищаемого изделия, d 3 - размер зерна абразивного порошка Устройство имеет ролики 9 для поступательного движения изделия 4 На поверхности очищаемого цилиндрического изделия 4 имеется слой 10 ржавчины и окалины Предложенный способ очистки длинномерного цилиндрического изделия осуществляется следующим образом. При вращении роликов 9 с некоторой угловой скоростью (о цилиндрическое изделие 4 перемещается с некоторой скоростью V по оси патрубка 2. Полость патрубка 2 заполнена шлифзерном из искусственных алмазов средней твердости Между частицами абразива и поверхностью изделия 4 возникают силы трения т х , которые вовлекают частицы 3 в конусную полость Так как угол наклона образующей меньше угла трения, происходит заклинивание абразивных зерен и, по мере продвижения абразива вдоль оси патрубка, растут нормальные давления Рх абразива на очищаемую поверхность Указанные пределы конусности конического участка патрубка выбраны на основании опытных данных и направлены на обеспечение постоянного и равномерного поступления абразива в полость патрубка 2 При угле наклона образующей конического участка менее 0.6 от коэффициента трения абразива о внутреннюю поверхность патрубка резко снижается поступление абразивного порошка в зонуочистки соответствующую цилиндрическому участку При угле наклона образующей конической по5 верхности более 0 8 коэффициента трения абразива о внутреннюю поверхность патрубка значительно уменьшается плотность абразивных частиц в цилиндрической зоне, в результате чего резко ухудшается очистка поверхности На коническом участке пат10 рубка 2 происходит разрушение слоя ржавчины и окалины На цилиндрическом участке частицы окалины и ржавчины смешиваются с абразивным зерном, а поверхность изделия выглаживается. 15 При длине цилиндрического участка менее 12 диаметров очищаемого изделия абразив н е д о с т а т о ч н о воздействует на очищаемую поверхность изделия, что ведет 20 к резкому ухудшению качества очистки поверхности При длине цилиндрической поверхности более 16 диаметров очищаемого изделия резко возрастает расход энергии на очистку поверхности 25 Указанная величина диаметра цилиндрического участка является оптимальной с точки зрения наиболее эффективной очистки цилиндрического изделия большой длины. При рекомендуемом соотношении 30 диаметров внутренней рабочей поверхности патрубка, очищаемого изделия и размера зерна абразивного порошка в процессе очистки между изделиями и стенкой рабочей поверхности патрубка образуются 5.. 8 подвижных слоев абразивных зерен, имеющих 35 различные по отношению друг к другу скорости перемещения в направлении движения очищаемого изделия. При возникающем перемещении зерен абразивного порошка 40 друг относительно друга происходит их взаимное самозатачивание за счет скалывания, что резко повышает эффективность очистки Кроме того, происходит вынос обработанных зерен из зоны очистки и замена их новыми 45 При 6ц < d M + 5d3 происходит неравномерное распределение зерен абразивного порошка по периметру очищаемой поверхности, резко возрастает расход энергии на очистку и одновременно ухудшается чистота 50 поверхности очищаемого изделия При dq < d M + 8d 3 резко снижается вероятность заклинивания зерен абразивного порошка в зазоре между рабочей поверхностью патрубка и очищаемой поверхностью 55 изделия и, как следствие, снижается эффективность очистки На выходе из патрубка 2 смесь абразива, окалины и ржавчины ссыпается в поддон 6, откуда после очистки от примесей абразивный материіл З подается в накопитель 5 11221 Использование изобретения позволяет получить высокое качество очистки длинно 6 мерного цилиндрического изделия от окалины и ржавчины. —і V 6 Упорядник Замовлення 4053 Техред М Моргентал Коректор Л Филь Тираж Підписне Державне патентне відомство України, 2Ь465Ь ГСП Киів-53, Львівська пл , 8 Відкрите акціонерне товариство "Патент ', м Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of removal of slag and rust from lengthy cylindrical article
Автори англійськоюHrynavtsev Valerii Mykytovych, Hudz Bohdan Vasyliovych, Hrynavtsev Oleh Valeriiovych, Rozov Yurii Heorhiiovych, Bilous Ihor Yuriiovych
Назва патенту російськоюСпособ очистки длинномерного цилиндрического изделия от окалины и ржавчины
Автори російськоюГринавцев Валерий Никитич, Гудзь Богдан Васильевич, Гринавцев Олег Валерийович, Розов Юрий Георгиевич, Билоус Игорь Юрьевич
МПК / Мітки
МПК: B08B 9/00
Мітки: окалини, іржі, спосіб, виробу, довгомірного, циліндричного, очищення
Код посилання
<a href="https://ua.patents.su/4-11221-sposib-ochishhennya-dovgomirnogo-cilindrichnogo-virobu-vid-okalini-ta-irzhi.html" target="_blank" rel="follow" title="База патентів України">Спосіб очищення довгомірного циліндричного виробу від окалини та іржі</a>
Спосіб очищення заготовок від окалини
Номер патенту: 4112
Опубліковано: 27.12.1994
Автори: Кругляк Микола Васильович, Гришин Володимир Сергійович, Любченко Іван Макарович, Волохов Юрій Олексійович, Гавриленко Ігор Георгійович, Просвєтов Валентин Іванович, Проволоцький Олександр Євдокимович
Мітки: спосіб, окалини, заготовок, очищення
Формула / Реферат:
Способ очистки заготовок от окалины, включающий предварительное ее разрушение и последующую очистку гидроабразивной струей, отличающийся тем, что предварительное разрушение окалины осуществляют иглофрезами с нанесением сетки рисок на глубину 0,5...0,7 толщины окалины, а окончательную гидроабразивную очистку ведут с использованием абразива зернистостью 1...2,5 глубины рисок, наносимых иглофрезами.
Спосіб очищення металевих виробів від окалини і пристрій для його здійснення
Номер патенту: 2686
Опубліковано: 26.12.1994
Автори: Гетьман Віктор Андрійович, Галак Микола Матвійович, Касьяновський Вячеслав Аркадійович, Євдохін Олексій Іванович, Крихта Валерій Петрович, Виноградова Валентина Василівна, Лозовий Віктор Іванович, Дручок Генріетта Володимирівна
МПК: B08B 7/04, C23G 3/00, B08B 3/08, B08B 3/10
Мітки: спосіб, окалини, очищення, пристрій, металевих, здійснення, виробів
Формула / Реферат:
1. Способ очистки металлических изделий от окалины, включающий нагрев щелочи переменным магнитным полем и размещение в расплаве щелочи металлических изделий, отличающийся тем, что нагрев осуществляется вначале чередующимися переменными магнитными полями с силовыми линиями, направленными противоположно в двух соседних полях, а затем нагрев магнитными полями осуществляют попеременно в верхних и нижних слоях расплава с частотой 50...
Паста-модифікатор іржі
Номер патенту: 276
Опубліковано: 30.04.1993
Автор: Ямщик Семен Ілліч
МПК: C09D 5/12
Мітки: іржі, паста-модифікатор
Формула / Реферат:
(57) Паста-модификатор ржавчины, включающая дубильный экстракт, кислоту, жидкое натриевое стекло, отличающаяся тем, что, с целью повышения преобразующей способности пасты-модификатора ржавчины, адгезии, эластичности и коррозионной стойкости покрытий на его основе, она содержит в качестве дубильного экстракта дубовый дубильный экстракт, в качестве кислоты щавелевую кислоту и дополнительно воду при следующем соотношении компонентов, мае.%: ...
Паста-модифікатор іржі
Номер патенту: 278
Опубліковано: 30.04.1993
Автор: Ямщик Семен Ілліч
МПК: C09D 5/12
Мітки: іржі, паста-модифікатор
Формула / Реферат:
Паста-модификатор ржавчины, содержащая дубильный экстракт, щавелевую кислоту и натриевое жидкое стекло, отличающаяся тем, что, с целью повышения преобразующей способности, увеличения жизнестойкости, адгезии и устойчивости покрытия к атмосферным условиям, она содержит в качестве дубильного экстракта отработанные соки дубления юфтевых кож и кож для низа обуви с содержанием таннидов от 6 до зо г/л, при следующем соотношении компонентов,...
Грунтовка-модифікатор іржі
Номер патенту: 277
Опубліковано: 30.04.1993
Автор: Ямщик Семен Ілліч
МПК: C09D 5/12
Мітки: іржі, грунтовка-модифікатор
Формула / Реферат:
Грунтовка-модификатор ржавчины, включающая дубильный экстракт и щавелевую кислоту, отличающаяся тем, что, с целью повышения преобразующей способности и коррозионной стойкости, она содержит в качестве дубильного экстракта отработанные соки растительного дубления кож для низа обуви с содержанием таннидов от 6 до 20 г/л и дополнительно пигментную двуокись титана при следующем соотношении компонентов, мас. % :отработанные соки...
Попередній патент: Спосіб боротьби з бур’янами
Наступний патент: Захисна конструкція для прорізів
Випадковий патент: Інгібітор корозії металів для захисних композицій