Спосіб багатошарового зварювання неповоротних стиків труб переважно з примусовим формуванням шва
Формула / Реферат
Способ многослойной сварки неповоротных стыков труб преимущественно с принудительным формированием шва, при котором выполняют V-образную разделку с притуплением кромок, собирают трубы с технологическим зазором в стыке, осуществляют сварку с принудительным формированием снизу вверх, подавая сварочную проволоку в зону сварки по касательной к трубе, и перемещают ее к центру трубы по мере заполнения разделки, отличающийся тем, что, с целью повышения качества сварки и упрощения технологии сварки, технологический зазор в стыке устанавливают равным 2-3 диаметрам электродной проволоки, а сварку корневого слоя выполняют в пространство между притуплением кромок и высотой, равной высоте притупления.
Текст
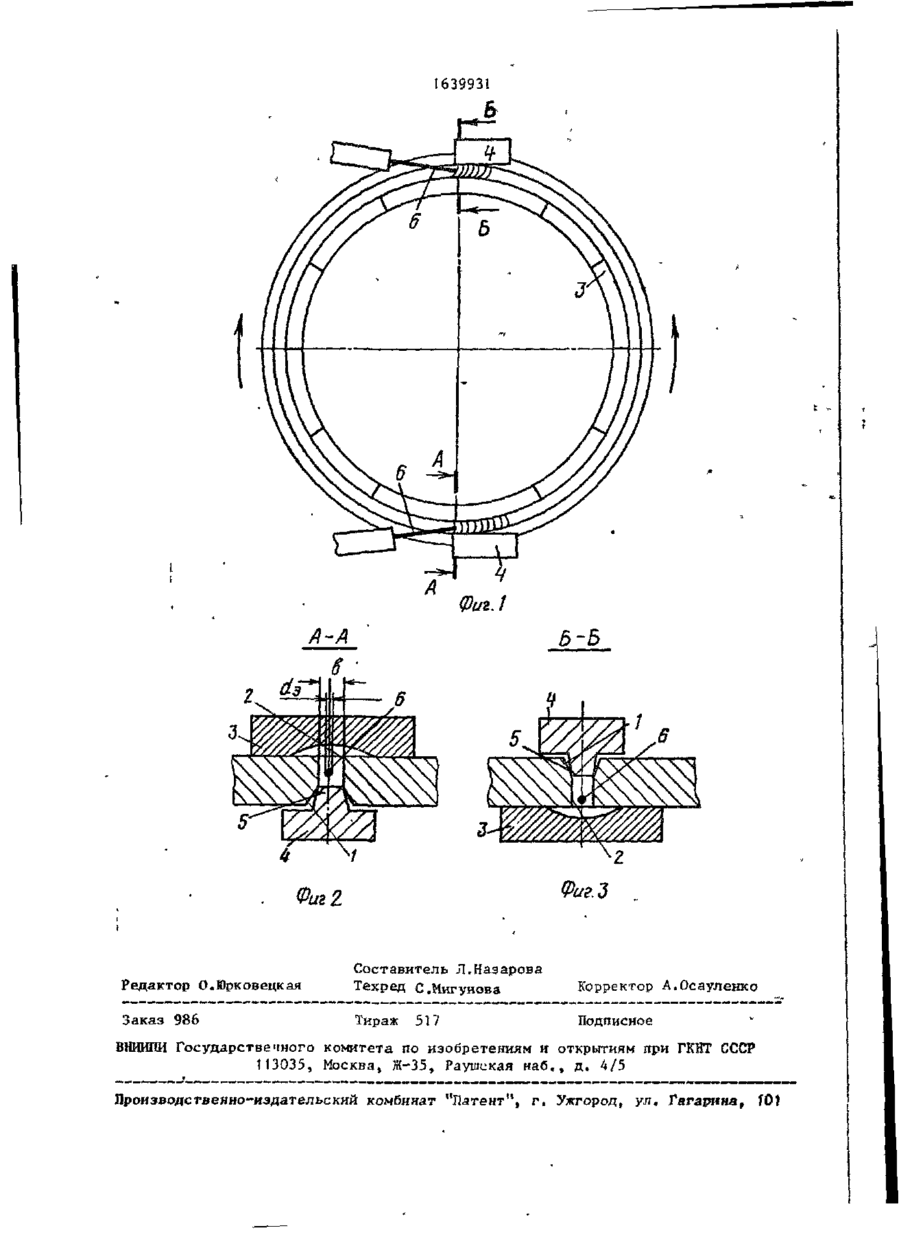
Изобретение относится к дуговой сварке неповоротных стыков труб с ~ принудительным формированием шва и может быть использовано для монтажа магистральных и технологических трубопроводов. Цель изобретения - повышение качества сварного шва и упрощение технологии сварки. При способе осуществляется сварка неповоротного стыка двумя головками одновременно в направлении снизу вверх. Высоту корневого слоя выбирают равной величине притупления кромок, а технологический зазор при сборке стыка устанавливают в 2-3 раза больше диаметра электродной проволоки» 3 результате получают прямоугольную форму плавильного пространства, что обеспечивает равномерность обратного валика внутри трубы и всего корневого слоя.З и л . . Изобретение относится к области сварки, а именно к электродуговой сварке труб с принудительным формированием шва при строительстве магистральных трубопроводов. Цель изобретения - повышение каче с т в а шва и упрощение технологии свар ки. На фиг.1 показана схема реализации способа; на фиг.2 - разрез А-А на ф и г . ] ; на фиг.З - разрез Б-Б на фиг.1. Способ осуществляют следующим образом. ' Кромки труб 1 обрабатывают перед сваркой под V-образнуто разделку с ,притуплением 2 5-3 мм в зависимости от диаметра свариваемой трубы и выбранной технологии. Обработанные таким образом трубы собираются с з а з о ром Ь, равным 2-3 диаметрам электродной проволоки, с помощью внутреннего центратора (не показано) с медшлм подкладным кольцом 3. Для формирования шва выбирают ползун 4 с зубом 5, высота которого на величину притупления меньше толщины стенки трубы. В образованную полость подают с в а рочную проволоку 6 и зажигают д у г у . В процессе сварки электродную проволоку перемещают к центру трубы от уровня наружной поверхности тру 00 1639931 • , 4 • • •••;.'. рование обратного валика. Время сварки стыка двумя головками одновременно более 11 мин. Равномерность шва по сечению • , вдоль всего периметра стыка обеспечи* вается не только за счет поддержания равномерного плавильного пространст- « в а . Решающее значение имеет разделка, определяющая форму плавильного про10 странства. Прямоугольная форма плавильного пространства в силу своей симметрии обеспечивает получение равномерного обратного валика внут- . ри трубы, благодаря чему достигает15 ся равномерность всего корневого слоя. Для создания равновесного состояния в плавильном пространстве,при бы (потолочное положение,фиг.2) до уровня внутренней поверхности трубы (нижнее положение, ф и г . З ) . Прямоугольная форма еварочной полости и перемещение 1 электрода обеспечивают получение равномерного шва по в с е му периметру стыка. Описанным способом производили сварку на сварочном аппарате А-1568. П р и м е р 1. Сваривались трубы ф 1020x12,5 мм с V-образной разделкой кромок с общим углом раскрытия 45° и притуплением, равным 6 мм, с зазором в стыке, равным 7 мм. Сварка производилась проволокой П А 19 ф ПН 2,4 мм на режимах: І д = 280-300 А; . и д = 26-27 В; v C B = 9-Ю м/ч. Контроль качества сварки показал, что способ сварки обеспечивает надеж- 2 о ное качество сварного шва,равномерное формирование обратного валика внутри трубы. Время сварки корневого слоя 9-10 мин двумя головками одновременно. : . 25 П р и м е р 2. Сваривались трубы ф 1020x12,5 мм с V-образной разделкой кромок с общим углом раскрытия 4J и притуплением, равным о мм, с зазором в стыке, равным 5,5 мм.Свар- зд ка производилась проволокой ППАН 19 Р 2,4 мм на режимах; І д = 280 ' 300 А; и д = 26-27 В; v c e = 10 • • ' Л м/ч. Процесс сварки нарушался и з - з а 35 замыканий электродной проволоки на кромки впереди сварочной ванны.Наблюдалась неравномерность ширины обрат-, ного валика. П р и м е р 3 . Сваривались трубы 40 ©1020x12,5 мм с V-образной разделкой кромок с общим углом раскрытия 45° и притуплением, равным 6 мм, с зазором в стыке 8,5 мм. Сварка производилась проволокой ПЛАН 19 0 2 , 4 мм 45 на режимах: 1 д = 280-300 A; U. = = 26-27 В* v = 7-3 м/ч. Контроль показал хорошее к а ч е с т во сварного шва, равномерное форми КОТ ° Р ° М с и л ы весового давления уравновешиваются силой давления дуг-и, технологический зазор целесообразно устанавливать соответствующим диаметру катодного пятна, т . е . равным 2-3 . диаметрам электродной проволоки.. Ф о р м у л а и з о б р е т е н и я Способ многослойной сварки неповоротных стыков труб преимуществен-но с принудительным формированием • шва, при котором выполняют V-образ- ' ную разделку с притуплением кромок, собирают трубы с технологическим з а зором в стыке, осуществляют сварку с принудительным формированием снизу вверх,подавая сварочную проволоку в зону сварки по касательной к трубе, и перемещают ее к центру трубы по мере заполнения разделки, о т л и ч а ю щ и й ся тем, что, с целью повышения качества сварки и упрощения технологии сварки, технологический зазор в стыке устанавливают равн ы м 2 ~ 3 Д и а м е т Р а м электродной проволоки, а сварку корневого слоя выполняют в пространство между притуплением кромок и высотой, равной высоте притупления. 1639931 Фиг.1 А-А В-5 Редактор О.Юрковецкая Составитель Л.Назарова Техред С.Иигунова Корректор А.Осауленко Заказ 986 Тираж Подписное 517 В В Г Государствечного комитета по изобретениям и открытиям при ГКИТ СССР Ш ДЩ Ї13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, ТОЇ
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of multilayer welding nonrotative pipe joints, mainly with forced seam formation
Автори англійськоюKutovyi Andrii Mykolaiovych
Назва патенту російськоюСпособ многослойной сварки неповоротных стыков труб преимущественно с принудительным формированием шва
Автори російськоюКутовой Андрей Николаевич
МПК / Мітки
МПК: B23K 31/02, B23K 101/06
Мітки: багатошарового, труб, стиків, спосіб, примусовим, переважно, неповоротних, зварювання, шва, формуванням
Код посилання
<a href="https://ua.patents.su/4-4858-sposib-bagatosharovogo-zvaryuvannya-nepovorotnikh-stikiv-trub-perevazhno-z-primusovim-formuvannyam-shva.html" target="_blank" rel="follow" title="База патентів України">Спосіб багатошарового зварювання неповоротних стиків труб переважно з примусовим формуванням шва</a>
Устаткування для обробки неповоротних стиків труб
Номер патенту: 1061
Опубліковано: 30.12.1993
Автори: Іванов Василь Тимофійович, Рулевський Євген Васильович, Ямпольський Арнольд Шаєвич, Немировський Ісак Якович, Пархомчук Олексій Талимонович, Внученко Микола Симонович, Ротенфельд Веніамін Соломонович, Уніговський Михайло Рахмілєвич, Коваленко Віктор Михайлович, Сапа Федір Іванович
МПК: B23K 31/02
Мітки: труб, стиків, устаткування, неповоротних, обробки
Формула / Реферат:
Формула изобретенияУстройство для обработки неповоротных стыков труб, преимущественно для удаления грата, содержащее корпус с зубчатым приводом, взаимодействующую с ним поворотную планшайбу с рабочим инструментом и центрирующие элементы, отличающееся тем, что, с целью повышения производительности и качества удаления грата путем самоцентрирования планшайбы на трубе, планшайба снабжена наружными направляющими, корпус выполнен в виде...
Спосіб контролю якості та ремонту стиків труб при контактному стиковому зварюванні оплавленням
Номер патенту: 4960
Опубліковано: 28.12.1994
Автори: Летовальцев Сергій Олександрович, Мазур Віталій Гаврилович, Казимов Борис Іванович, Нікітін Анатолій Сергійович, Кучук-Яценко Сергій Іванович, Меньшенін Леонід Миколайович, Швець Юрій Васильович
МПК: B23K 11/04
Мітки: ремонту, труб, якості, оплавленням, зварюванні, контролю, стиковому, контактному, стиків, спосіб
Формула / Реферат:
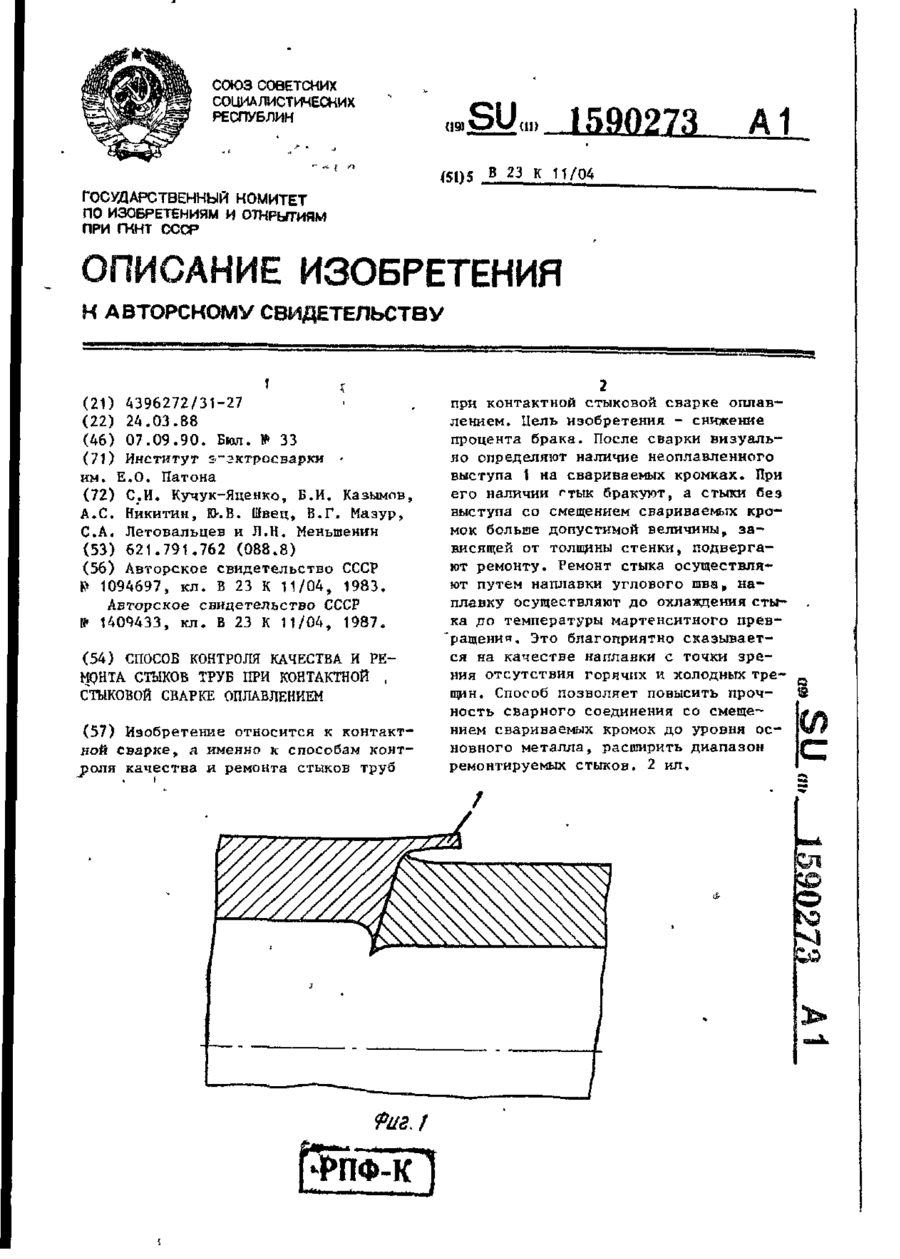
Способ контроля качества и ремонта стыков труб при контактной стыковой сварке оплавлением, включающий контроль качества сварного соединения и, в случае необходимости, ремонт стыка путем наплавки углового шва, отличающийся тем, что, с целью снижения процента брака, при контроле качества определяют визуальным осмотром наличие неоплавленного выступа на свариваемых кромках и при его наличии стык бракуют, а стыки без выступа с недопустимым...
Пристрій для зварювання труб з термопластів
Номер патенту: 4316
Опубліковано: 27.12.1994
Автори: Тютюник Микола Сергійович, Новиченко Микола Григорович, Персіон Олексій Абрамович
МПК: B29C 65/18
Мітки: термопластів, пристрій, труб, зварювання
Формула / Реферат:
Устройство для сварки труб из термопластов, содержащее неподвижный и подвижный кронштейны с зажимными хомутами, направляющие, закрепленные на неподвижном кронштейне, и приходной винт с трубчатой гайкой, установленной на подвижном кронштейне и снабженной на свободном конце резьбовой втулкой и поворотным кожухом с фиксатором и с тремя парами регулирумых стопоров, установленных с возможностью попарного контакта с торцами направляющих,...
Муфта для зварювання труб з термопластів
Номер патенту: 3232
Опубліковано: 26.12.1994
Автори: Болдуй Юрій Андрійович, Менжерес Марина Григорівна, Пономарьова Євгенія Юріївна, Тарногродський Валентин Павлович, Марчук Петро Федорович
МПК: B29C 65/34
Мітки: зварювання, термопластів, муфта, труб
Формула / Реферат:
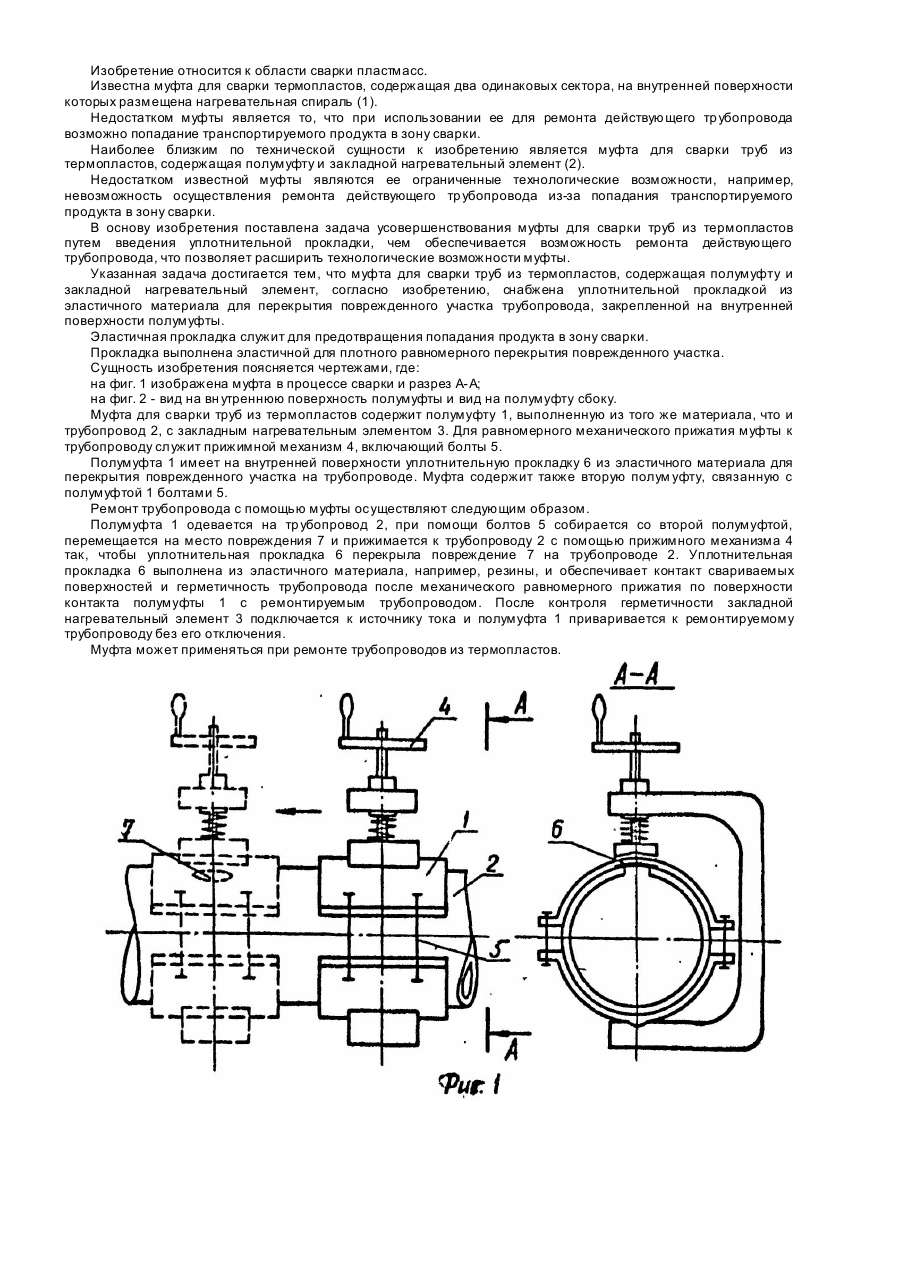
Муфта для сварки труб из термопластов, содержащая полумуфту и закладной нагревательный элемент, отличающаяся тем, что она снабжена уплотнительной прокладкой из эластичного материала для перекрытия поврежденного участка трубопровода, закрепленной на внутренней поверхности полумуфты.
Машина для контактностикового зварювання труб

Номер патенту: 2649
Опубліковано: 26.12.1994
Автори: Немировський Ісак Якович, Сєрафін Орєст Міхайловіч, Уніговський Михайло Рахмілєвич, Іткін Олександр Феліксович, Солтис Віталій Петрович
МПК: B23K 11/04
Мітки: машина, труб, контактностикового, зварювання
Формула / Реферат:
1 Машина для контактной стыковой сварки труб, включающая наружные зажимные устройства дли каждого из свариваемых труби внутритрубное устройство, выполненное в виде разжимных силовых элементов для каждой из труб с приводом их разжатия, отличающаяся тем, что разжимные силовые элементы внутритрубного устройства смещены относительно наружного зажимного устройства для каждой трубы в сторону поперечной плоскости симметрии устройства.2....
Попередній патент: Щітковий вузол електричної машини
Наступний патент: Пристрій для вимірювання температури
Випадковий патент: Диспергатор