Сталь для холодного ударно-штампового та різального інструменту
Номер патенту: 19358
Опубліковано: 25.12.1997
Автори: Лобов Анатолій Іванович, Назаренко Микола Романович, Казаков Сергій Сергійович, Жолудь Василь Васильович, Король Леонід Наумович, Лейбензон Вадим Олександрович, Агеєва Зінаїда Петрівна, Янковський Володимир Францевич, Сергієнко Станіслав Леонідович, Назаренко Василь Романович, Кійко Генадій Васильович
Формула / Реферат
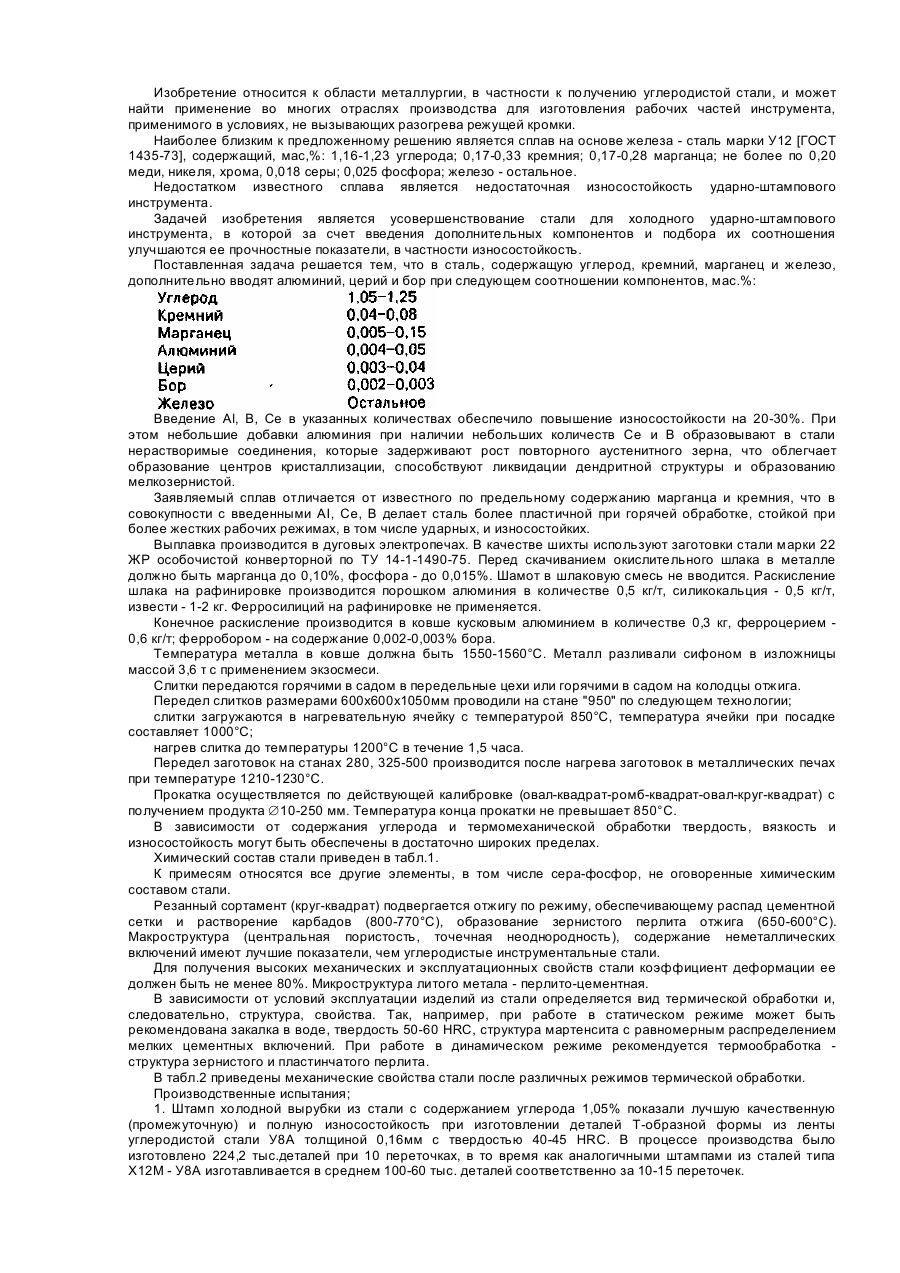
Сталь для холодного ударно-штампового и режущего инструмента, включающая углерод, марганец, кремний, железо, отличающаяся тем, что она дополнительно содержит алюминий, церий, бор при следующем соотношении компонентов, мас.%:
Текст
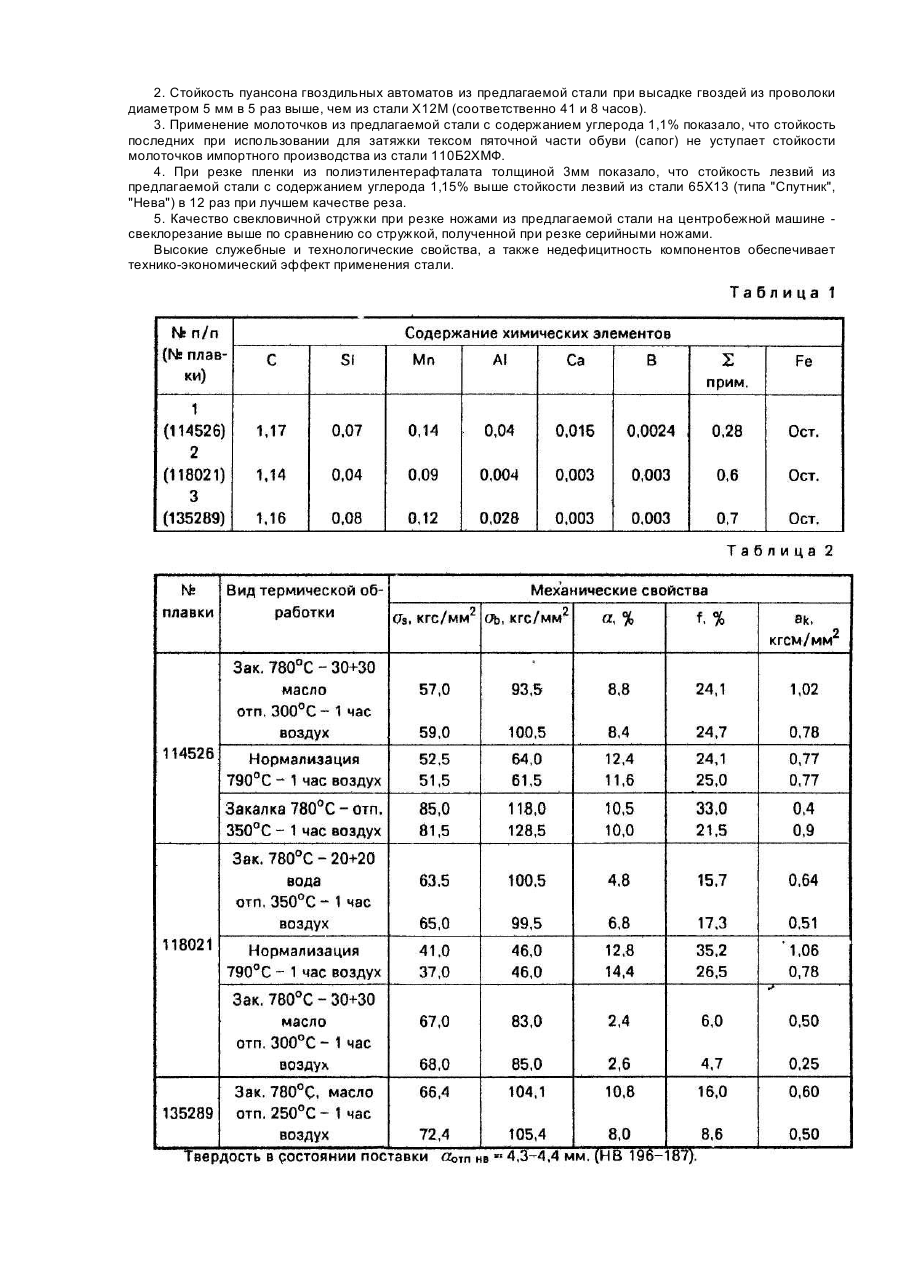
Изобретение относится к области металлургии, в частности к получению углеродистой стали, и может найти применение во многих отраслях производства для изготовления рабочих частей инструмента, применимого в условиях, не вызывающих разогрева режущей кромки. Наиболее близким к предложенному решению является сплав на основе железа - сталь марки У12 [ГОСТ 1435-73], содержащий, мас,%: 1,16-1,23 углерода; 0,17-0,33 кремния; 0,17-0,28 марганца; не более по 0,20 меди, никеля, хрома, 0,018 серы; 0,025 фосфора; железо - остальное. Недостатком известного сплава является недостаточная износостойкость ударно-штампового инструмента. Задачей изобретения является усовершенствование стали для холодного ударно-штампового инструмента, в которой за счет введения дополнительных компонентов и подбора их соотношения улучшаются ее прочностные показатели, в частности износостойкость. Поставленная задача решается тем, что в сталь, содержащую углерод, кремний, марганец и железо, дополнительно вводят алюминий, церий и бор при следующем соотношении компонентов, мас.%: Введение Al, В, Се в указанных количествах обеспечило повышение износостойкости на 20-30%. При этом небольшие добавки алюминия при наличии небольших количеств Се и В образовывают в стали нерастворимые соединения, которые задерживают рост повторного аустенитного зерна, что облегчает образование центров кристаллизации, способствуют ликвидации дендритной структуры и образованию мелкозернистой. Заявляемый сплав отличается от известного по предельному содержанию марганца и кремния, что в совокупности с введенными AI, Се, В делает сталь более пластичной при горячей обработке, стойкой при более жестких рабочих режимах, в том числе ударных, и износостойких. Выплавка производится в дуговых электропечах. В качестве шихты используют заготовки стали марки 22 ЖР особочистой конверторной по ТУ 14-1-1490-75. Перед скачиванием окислительного шлака в металле должно быть марганца до 0,10%, фосфора - до 0,015%. Шамот в шлаковую смесь не вводится. Раскисление шлака на рафинировке производится порошком алюминия в количестве 0,5 кг/т, силикокальция - 0,5 кг/т, извести - 1-2 кг. Ферросилиций на рафинировке не применяется. Конечное раскисление производится в ковше кусковым алюминием в количестве 0,3 кг, ферроцерием 0,6 кг/т; ферробором - на содержание 0,002-0,003% бора. Температура металла в ковше должна быть 1550-1560°С. Металл разливали сифоном в изложницы массой 3,6 τ с применением экзосмеси. Слитки передаются горячими в садом в передельные цехи или горячими в садом на колодцы отжига. Передел слитков размерами 600x600x1050мм проводили на стане "950" по следующем технологии; слитки загружаются в нагревательную ячейку с температурой 850°С, температура ячейки при посадке составляет 1000°С; нагрев слитка до температуры 1200°С в течение 1,5 часа. Передел заготовок на станах 280, 325-500 производится после нагрева заготовок в металлических печах при температуре 1210-1230°С. Прокатка осуществляется по действующей калибровке (овал-квадрат-ромб-квадрат-овал-круг-квадрат) с получением продукта Æ10-250 мм. Температура конца прокатки не превышает 850°С. В зависимости от содержания углерода и термомеханической обработки твердость, вязкость и износостойкость могут быть обеспечены в достаточно широких пределах. Химический состав стали приведен в табл.1. К примесям относятся все другие элементы, в том числе сера-фосфор, не оговоренные химическим составом стали. Резанный сортамент (круг-квадрат) подвергается отжигу по режиму, обеспечивающему распад цементной сетки и растворение карбадов (800-770°С), образование зернистого перлита отжига (650-600°С). Макроструктура (центральная пористость, точечная неоднородность), содержание неметаллических включений имеют лучшие показатели, чем углеродистые инструментальные стали. Для получения высоких механических и эксплуатационных свойств стали коэффициент деформации ее должен быть не менее 80%. Микроструктура литого метала - перлито-цементная. В зависимости от условий эксплуатации изделий из стали определяется вид термической обработки и, следовательно, структура, свойства. Так, например, при работе в статическом режиме может быть рекомендована закалка в воде, твердость 50-60 HRC, структура мартенсита с равномерным распределением мелких цементных включений. При работе в динамическом режиме рекомендуется термообработка структура зернистого и пластинчатого перлита. В табл.2 приведены механические свойства стали после различных режимов термической обработки. Производственные испытания; 1. Штамп холодной вырубки из стали с содержанием углерода 1,05% показали лучшую качественную (промежуточную) и полную износостойкость при изготовлении деталей Т-образной формы из ленты углеродистой стали У8А толщиной 0,16мм с твердостью 40-45 HRC. В процессе производства было изготовлено 224,2 тыс.деталей при 10 переточках, в то время как аналогичными штампами из сталей типа Х12М - У8А изготавливается в среднем 100-60 тыс. деталей соответственно за 10-15 переточек. 2. Стойкость пуансона гвоздильных автоматов из предлагаемой стали при высадке гвоздей из проволоки диаметром 5 мм в 5 раз выше, чем из стали Х12М (соответственно 41 и 8 часов). 3. Применение молоточков из предлагаемой стали с содержанием углерода 1,1% показало, что стойкость последних при использовании для затяжки тексом пяточной части обуви (сапог) не уступает стойкости молоточков импортного производства из стали 110Б2ХМФ. 4. При резке пленки из полиэтилентерафталата толщиной 3мм показало, что стойкость лезвий из предлагаемой стали с содержанием углерода 1,15% выше стойкости лезвий из стали 65X13 (типа "Спутник", "Нева") в 12 раз при лучшем качестве реза. 5. Качество свекловичной стружки при резке ножами из предлагаемой стали на центробежной машине свеклорезание выше по сравнению со стружкой, полученной при резке серийными ножами. Высокие служебные и технологические свойства, а также недефицитность компонентов обеспечивает технико-экономический эффект применения стали.
ДивитисяДодаткова інформація
Назва патенту англійськоюSteel for cold impact and punching and cutting tools
Автори англійськоюKyiko Henadii Vasyliovych, Serhiienko Stanislav Leonidovych, Zholud Vasyl Vasyliovych, Kazakov Serhii Serhiiovych, Leibenzon Vadym Oleksandrovych, Aheieva Zinaida Petrivna, Lobov Anatolii Ivanovych, Yankovskyi Volodymyr Frantsevych
Назва патенту російськоюСталь для холодного ударно-штампового и режущего инструмента
Автори російськоюКийко Геннадий Васильевич, Сергиенко Станислав Леонидович, Желудь Василий Васильевич, Казаков Сергей Сергеевич, Лейбензон Вадим Александрович, Агеева Зинаида Петровна, Лобов Анатолий Иванович, Янковский Владимир Францевич
МПК / Мітки
МПК: C21C 5/00, C22C 38/00
Мітки: сталь, ударно-штампового, інструменту, різального, холодного
Код посилання
<a href="https://ua.patents.su/2-19358-stal-dlya-kholodnogo-udarno-shtampovogo-ta-rizalnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Сталь для холодного ударно-штампового та різального інструменту</a>
Сталь для виготовлення біметалевого породоруйнуючого інструменту
Номер патенту: 16852
Опубліковано: 29.08.1997
Автори: Осадчий Валерій Арсентійович, Пащечко Михайло Іванович, Голубець Володимир Михайлович, Фучило Степан Михайлович, Кантор Семен Ісаакович
МПК: C22C 38/24
Мітки: біметалевого, інструменту, сталь, виготовлення, породоруйнуючого
Формула / Реферат:
Сталь для изготовления биметаллического породоразрушающего инструмента, содержащая углерод, кремний, марганец, хром, ванадий, молибден и железо, отличающаяся тем, что, с целью повышения циклической долговечности и пластичности, она дополнитеяьносодержят вольфрам и церий при следующем соотвошенвв компонентов, мае. %:Углерод 0,42-0,6 Кремний 0,7-1,2 Марганец 0,2-0,5...
Сталь для виготовлення біметалевого породоруйнуючого інструменту
Номер патенту: 16851
Опубліковано: 29.08.1997
Автори: Голубець Володимир Михайлович, Фучило Степан Михайлович, Осадчий Валерій Арсентійович, Пащечко Михайло Іванович, Кантор Семен Ісаакович
МПК: C22C 38/24
Мітки: виготовлення, біметалевого, інструменту, сталь, породоруйнуючого
Формула / Реферат:
Сталь для изготовления биметаллического породоразрушающего инструмента, содержащая углерод, хром, ванадій, марганец, кремний и железо, отличающаяся тем, что, с целью повышения циклической долговечности, она дополнительно содержит молибден и церий при следующем соотношении, мас.%:Углерод 1,47-1,7 Кремний 0,15-0,35 Марганец 0,15-0,4 Хром 10,8-12,4...
Спосіб випробування різального інструменту на зносостійкість
Номер патенту: 14366
Опубліковано: 25.04.1997
Автори: Черномаз Володимир Миколаєвич, Гах Віталій Михайлович, Скібін Володимир Володимирович, Гузенко Віталій Семенович
МПК: B23B 1/00
Мітки: інструменту, випробування, різального, спосіб, зносостійкість
Формула / Реферат:
Способ испытания режущего инструмента на износостойкость, включающий протачивание до установленного критерия затуплення с непрерывным ростом скорости резания за один или несколько проходов от центра к периферии торцовой поверхности цилиндрического образца с центральным отверстием, отличающийся тем, что, с целью расширения диапазона исследуемых подач и сокращения трудоемкости процесса, торцовую поверхность делят на группы кольцевых...
Сталь
Номер патенту: 3942
Опубліковано: 27.12.1994
Автори: Гуляєв Борис Борісовіч, Рівкін Дмітрій Сємьоновіч, Малінов Леонід Соломонович, Харланова Єва Яківна, Мітюхіна Раіса Івановна, Малінов Володимир Леонідович
МПК: C22C 38/58
Мітки: сталь
Формула / Реферат:
Сталь, содержащая углерод, марганец, кремний, ванадий, азот, кальций, железо, отличающаяся тем, что она дополнительно содержит хром, никель, титан и алюминий при следующем соотношении компонентов, мас.%: углерод 0,9-1,3 марганец 6,0-10,0 кремний 0,3-0,7 хром 1,0-1,8 никель ...
Спосіб зміцнення різального інструменту
Номер патенту: 18658
Опубліковано: 25.12.1997
Автори: Панасенко Людміла Іванівна, Костенко Анатолій Олександрович, Березняк Олександр Олександрович, Погосов Алєксандр Гургєновіч, Спицкий Василій Іванович, Персіянов Сєргєй Валерьєвіч
МПК: C21D 1/09
Мітки: різального, зміцнення, спосіб, інструменту
Формула / Реферат:
Способ упрочнения режущего инструмента, включающий объемную закалку, отпуск и поверхностную закалку перемещающимся лазерным лучом, направленным под заданным углом к режущей кромке инструмента и с образованием дорожек упрочнения с заданным смещением относительно друг друга по отношению к ширине отдельной дорожки, отличающийся тем, что лазерный луч при закалке направляют под углом 30 - 60°, а образование дорожек упрочнения осуществляют со...
Попередній патент: Пристрій для перевірки та настройки регенераторів цифрових систем передачі
Наступний патент: Спосіб обробки деревинних матеріалів
Випадковий патент: Спосіб визначення життєздатності еритроцитів