Спосіб обробки рідкої сталі і пристрій для його здійснення
Номер патенту: 20453
Опубліковано: 15.07.1997
Автори: Ботвинський Віктор Якович, Андріів Борис Костянтинович, Поляков Володимир Федорович
Формула / Реферат
1. Способ обработки жидкой стали, включающий ее вакуумирование в герметичной емкости с последующим раскислением путем ввода в нее легко испаряющегося раскислителя, отличающийся тем, что по завершении вакуумирования в этой же емкости создают избыточное давление, а ввод раскислителя осуществляют под этим давлением.
2. Способ по п. 1, отличающийся тем, что величину избыточного давления устанавливают равным 3,0-23 атм.
3. Устройство для обработки жидкой стали, содержащее герметичную емкость, снабженную вакуумным насосом, отличающееся тем, что оно дополнительно содержит компрессор, соединенный с ее полостью.
Текст
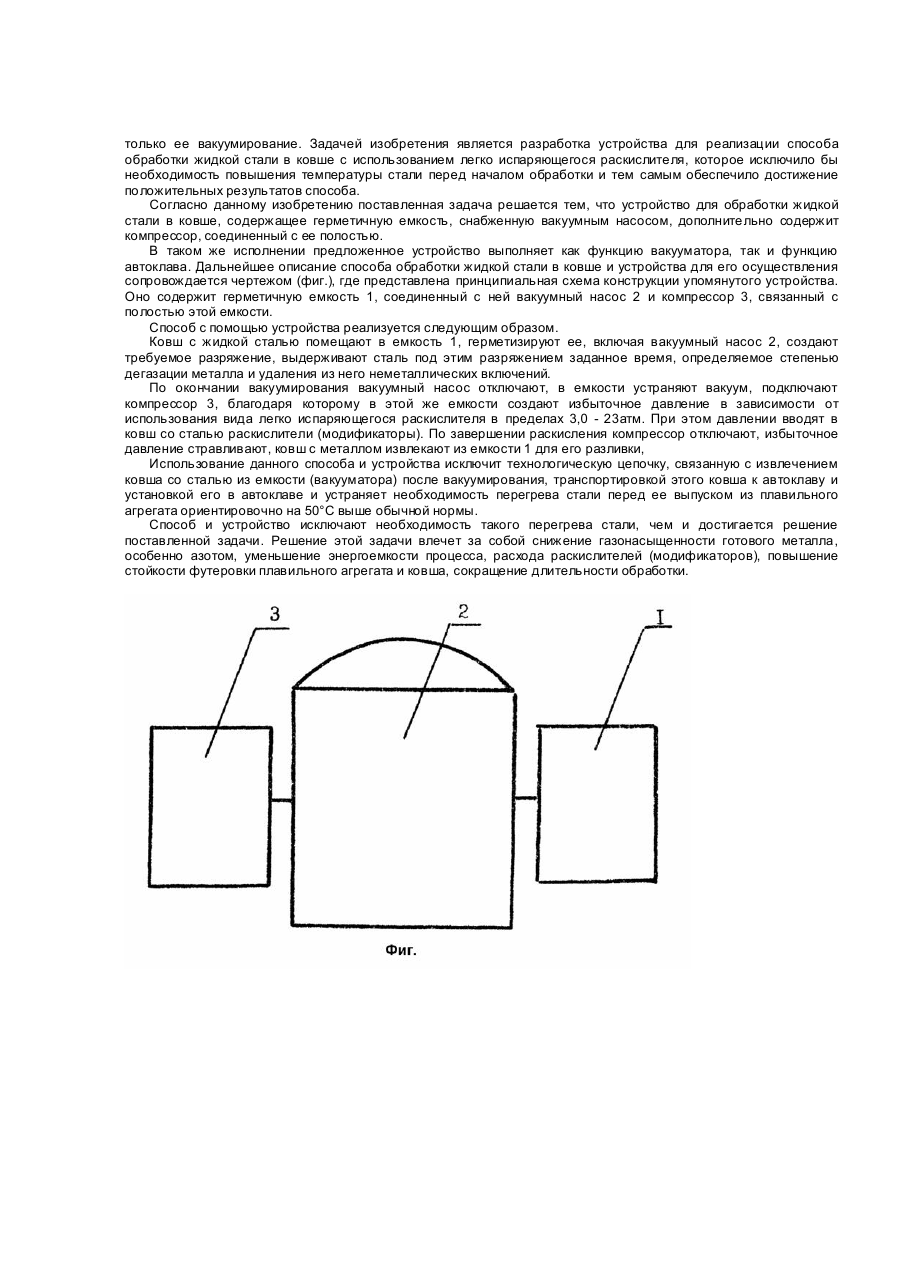
Изобретения относятся к металлургии черных металлов, конкретнее к обработке стали в ковшах перед ее разливкой. Известен способ обработки стали в ковше путем ее вакуумирования в герметичной емкости с последующим раскислением (Калинников Е.С. Вакуум в производстве стали. - М.: Металлургиздат, 1962. - С.59). При этом раскисление ведут путем введения в ковш с металлом таких, например, лигатур, содержащих раскислители, как ферросилиций, ферротитан и др., а также алюминий. Однако по технологии производства стали в связи с необходимостью повышения ее качества имеет место необходимость дополнительной обработки ее легкоиспаряющимися раскислителями, которыми являются кальций, магний, стронций. В связи с этим наиболее близким к предлагаемому по сущности и достигаемому техническому результату является способ обработки жидкой стали в ковше, включающий ее вакуумирование в герметичной емкости с последующим раскислением путем ввода в нее легкоиспаряющегося раскислителя (Заявка Японии 58 - 3912, кл. C21C7/10, 7/04). Однако введение в жидкий металл такого раскислителя ведет к значительному его перерасходу в связи с быстрым испарением, вследствие низкой температуры его кипения даже при нормальном давлении. Уменьшению расхода такого раскислителя способствует его введение в жидкий металл под избыточным давлением. Известен способ обработки жидкого чугуна в ковше путем помещения этого ковша в автоклав, создания в автоклаве повышенного давления и введения магния как модификатора в жидкий чугун под этим давлением (Мылко С.Н., Конашко И.П. Внепечная обработка металлов. - К.: ЦБТИ МЧМ УССР, 1968). Повышенное давление снижает испарение магния, повышает степень его усвоения. В то же время простая комбинация двух известных способов для обработки жидкой стали в ковше, которая бы включала ее вакуумирование в герметичной емкости, разгерметизацию этой емкости, извлечение из нее ковша, транспортировку ковша с металлом к автоклаву, помещение в автоклав, создание в автоклаве повышенного давления с последующим введением в сталь раскислителя, влечет за собой существенные недостатки. Данная технологическая цепочка для того, чтобы обеспечить требуемую температуру стали на момент ее раскисления, требует ее дополнительного нагрева перед сливом в ковш, при этом при помещении ковша в вакууматор температура стали должна быть не менее чем на 50°С выше, чем при отсутствии обработки в автоклаве, так как при атом отпадает необходимость транспортирования ковша с металлом из вакууматора в автоклав. Известно, что с увеличением температуры нагрева стали увеличивается ее газонасыщенность и наличие в ней неметаллических включений. Следовательно. при прочих равных условиях и параметрах вакуумирования, обработка стали с более высокой температурой требует для обеспечения обычного уровня газонасыщенности и содержания включений дополнительного расхода энергоносителей и затрат времени. Что касается азота, то с увеличением температуры жидкой стали его количество увеличивается, но практически не уменьшаете при вакуумировании, т.е. дополнительный подогрев в любом случае приводит к необратимому повышению содержания азота в стали, что снижает ее пластичность. Эта же технологическая цепочка повлечет за собой значительное охлаждение (снижение температуры) шлака и соответственно уменьшение его серопоглотительной способности, что может быть исправлено только дополнительным расходом модификатора. Кроме этого, наличие указанной паузы между вакуумированием и вводом под давлением раскислителя обусловливает различие в температуре и составе металла в объеме ковша, в частности, появление низкотемпературных зон у его стенок и днища, а это снижает эффект модифицирования, т.к. эти объемы металла по существу не участвуют в обработке. Вынужденный подъем температуры металла перед вакуумированием ведет также к повышенному расходу чугуна, если плавка идет в конвертере, к повышению расхода электроэнергии при плавке в электропечи и увеличенному расходу топлива при плавке в мартеновской печи. Во всех этих случаях снижается стойкость футеровки плавильного агрегата и ковша, увеличиваются капзатраты, т.к. требуется два объекта: вакууматор и автоклав. Таким образом, задачей настоящего изобретения является разработка способа обработки жидкой стали в ковше, который исключит необходимость дополнительного повышения ее температуры сверх нормы на всех этапах ее обработки от вакуумирования до раскисления под повышенным давлением легко испаряющимся раскислителем, и за счет этого обеспечит снижение газонасыщенности металла, расхода энергоносителей и раскислителей, повышение стойкости футеровки плавильного агрегата и ковша, сокращение длительности процесса. Согласно изобретению поставленная задача решается тем, что в способе обработки жидкой стали в ковше, включающем ее вакуумирование в герметичной емкости с последующим раскислением путем ввода в нее легко испаряющего раскислителя, по завершении вакуумирования в той же емкости создают избыточное давление, а ввод раскислителя осуществляют под этим давлением. Наиболее оптимальным давлением является 3,0 - 23атм. Устанавливают его в зависимости от используемого раскислителя: для кальция достаточно 3атм, для магния - 23атм. Известно устройство, предназначенное для обработки жидкой стали в ковше, содержащее герметичную .емкость, снабженную вакуумным насосом (Колпаков С.В. и др. Технология производства стали в современных конвертерных цехах. - М.: Машиностроение, 1991. - С.196 - 202). Однако данное устройство обеспечивает только часть технологического процесса обработки стали, т.е. только ее вакуумирование. Задачей изобретения является разработка устройства для реализации способа обработки жидкой стали в ковше с использованием легко испаряющегося раскислителя, которое исключило бы необходимость повышения температуры стали перед началом обработки и тем самым обеспечило достижение положительных результатов способа. Согласно данному изобретению поставленная задача решается тем, что устройство для обработки жидкой стали в ковше, содержащее герметичную емкость, снабженную вакуумным насосом, дополнительно содержит компрессор, соединенный с ее полостью. В таком же исполнении предложенное устройство выполняет как функцию вакууматора, так и функцию автоклава. Дальнейшее описание способа обработки жидкой стали в ковше и устройства для его осуществления сопровождается чертежом (фиг.), где представлена принципиальная схема конструкции упомянутого устройства. Оно содержит герметичную емкость 1, соединенный с ней вакуумный насос 2 и компрессор 3, связанный с полостью этой емкости. Способ с помощью устройства реализуется следующим образом. Ковш с жидкой сталью помещают в емкость 1, герметизируют ее, включая вакуумный насос 2, создают требуемое разряжение, выдерживают сталь под этим разряжением заданное время, определяемое степенью дегазации металла и удаления из него неметаллических включений. По окончании вакуумирования вакуумный насос отключают, в емкости устраняют вакуум, подключают компрессор 3, благодаря которому в этой же емкости создают избыточное давление в зависимости от использования вида легко испаряющегося раскислителя в пределах 3,0 - 23атм. При этом давлении вводят в ковш со сталью раскислители (модификаторы). По завершении раскисления компрессор отключают, избыточное давление стравливают, ковш с металлом извлекают из емкости 1 для его разливки, Использование данного способа и устройства исключит технологическую цепочку, связанную с извлечением ковша со сталью из емкости (вакууматора) после вакуумирования, транспортировкой этого ковша к автоклаву и установкой его в автоклаве и устраняет необходимость перегрева стали перед ее выпуском из плавильного агрегата ориентировочно на 50°C выше обычной нормы. Способ и устройство исключают необходимость такого перегрева стали, чем и достигается решение поставленной задачи. Решение этой задачи влечет за собой снижение газонасыщенности готового металла, особенно азотом, уменьшение энергоемкости процесса, расхода раскислителей (модификаторов), повышение стойкости футеровки плавильного агрегата и ковша, сокращение длительности обработки.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of treatment of melted steel
Автори англійськоюAndriiv Borys Kostiantynovych, Poliakov Volodymyr Fedorovych, Botvynskyi Viktor Yakovych
Назва патенту російськоюСпособ обработки жидкой стали и устройство для его осуществления
Автори російськоюАндриив Борис Константинович, Поляков Владимир Федорович, Ботвинский Виктор Яковлевич
МПК / Мітки
МПК: B22D 1/00
Мітки: здійснення, сталі, обробки, спосіб, рідкої, пристрій
Код посилання
<a href="https://ua.patents.su/2-20453-sposib-obrobki-ridko-stali-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки рідкої сталі і пристрій для його здійснення</a>
Спосіб розділення компонентів рідкої суміші та пристрій для його здійснення
Номер патенту: 10927
Опубліковано: 25.12.1996
Автор: Кріштопов Валентин Юлійович
МПК: B01D 17/00
Мітки: здійснення, пристрій, компонентів, рідкої, суміші, розділення, спосіб
Формула / Реферат:
1. Способ разделения компонентов жидкой смеси в открытой емкости, при котором со свободной поверхности отбирают поверхностный микрослой, имеющий повышенную концентрацию одного или нескольких компонентов в виде поверхностного избытка, отличающийся тем, что отбор поверхностного микрослоя осуществляют путем непрерывного формирования из него пленки, перемещения и отвода этой пленки под воздействием капиллярных и гравитационных сил,...
Спосіб розливу зливків киплячоі сталі і пристрій для його здійснення
Номер патенту: 5056
Опубліковано: 28.12.1994
Автор: Коржавін Андрій Сидорович
МПК: B22D 7/00
Мітки: пристрій, зливків, здійснення, розливу, киплячоі, сталі, спосіб
Формула / Реферат:
1. Способ разливки слитков кипящей стали, включающий заливку металла в изложницу сверху, обдувку его кислородом и последующую кристаллизацию, отличающийся тем, что, с целью уменьшения химической неоднородности слитков из кипящей малоокисленной стали и увеличения выхода годного, кислород подают на стенки изложницы со стороны ее верхнего торца. 2. Устройство для разливки слитков кипящей стали, содержащее разливочный ковш изложницы,...
Спосіб розливання сталі і пристрій для його здійснення
Номер патенту: 11059
Опубліковано: 25.12.1996
Автор: Федорович Віктор Георгійович
МПК: B22D 11/00, B22D 11/14
Мітки: спосіб, здійснення, розливання, сталі, пристрій
Формула / Реферат:
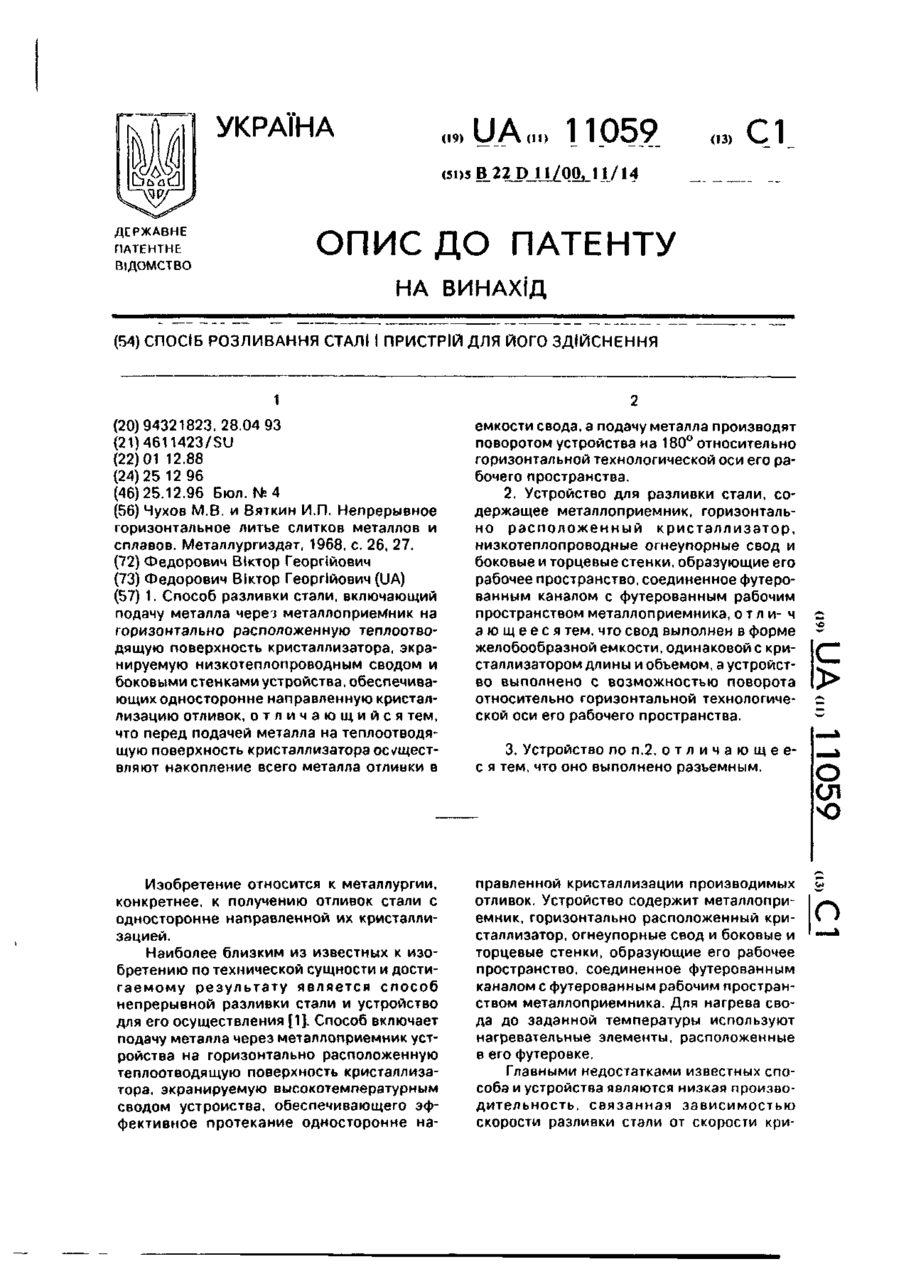
(57) 1. Способ разливки стали, включающий подачу металла через металлоприемник на горизонтально расположенную теплоотводящую поверхность кристаллизатора, экранируемую низкотеплопроводным сводом и боковыми стенками устройства, обеспечивающих односторонне направленную кристаллизацию отливок, отличающийся тем, что перед подачей металла на теплоотводящую поверхность кристаллизатора осуществляют накопление всего металла отливки в емкости свода, а...
Пристрій для вимірювання окисленності та температури рідкої сталі
Номер патенту: 2080
Опубліковано: 26.12.1994
Автори: Кущенко Олександр Іванович, Шостак Василь Олександрович, Казаков Олексій Олексійович, Ігнатьєв Вадим Петрович, Гринберг Самуіл Єфімович, Матвєєв Юрій Володимирович, Дворядкін Борис Олександрович, Белан Олександр Антонович
МПК: G01N 27/406
Мітки: температури, рідкої, вимірювання, пристрій, окисленності, сталі
Формула / Реферат:
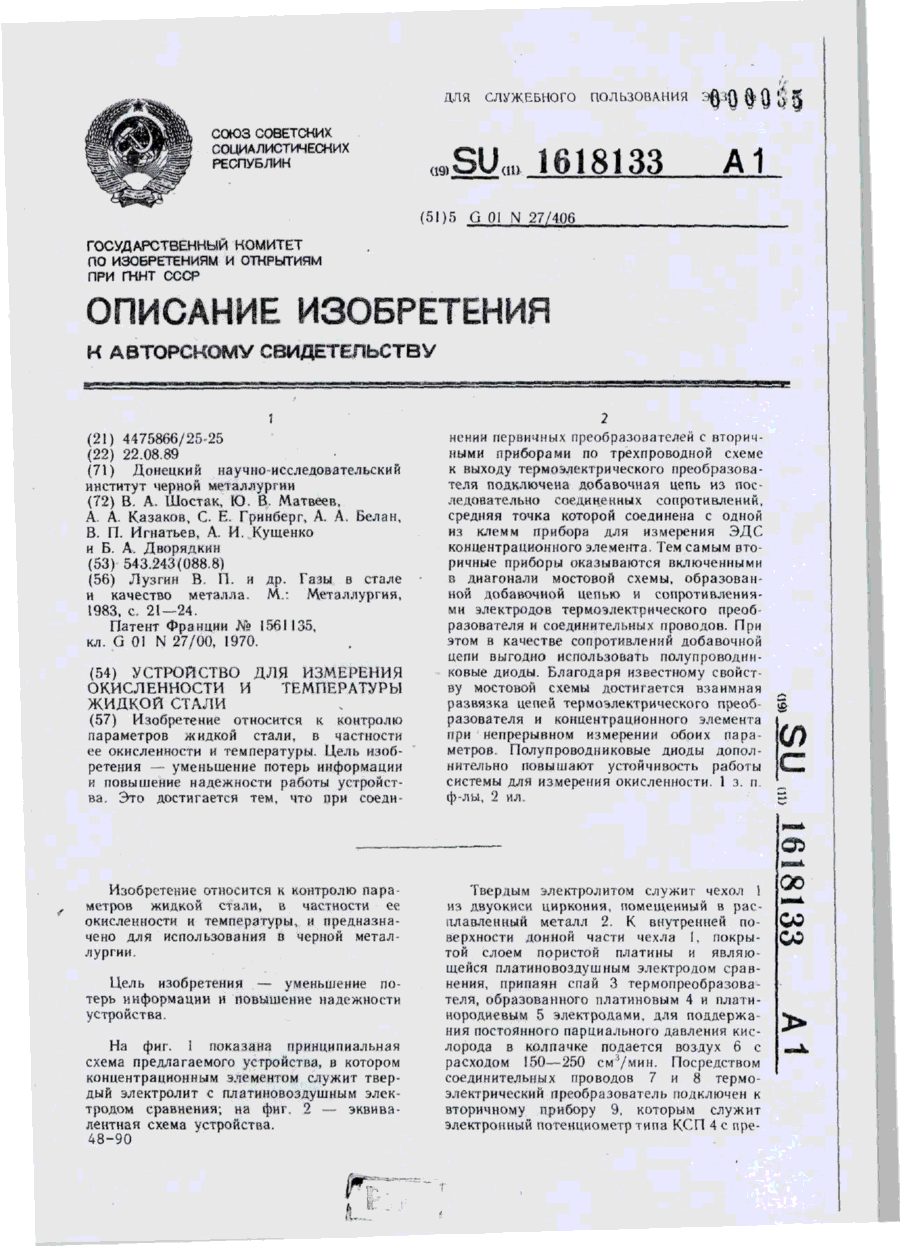
1. Устройство для измерения окисленности и температуры жидкой стали, содержащее концентрационный по кислороду элемент, термоэлектрический преобразователь и вторичные приборы следящего уравновешивания, подключенные к указанным преобразователям по трехпроводной схеме с взаимной развязкой цепей, отличающееся тем, что, с целью уменьшения потерь информации и повышения надежности работы устройства, к выводам термоэлектрического...
Спосіб обробки металу та пристрій для його здійснення
Номер патенту: 6899
Опубліковано: 31.03.1995
Автори: Ісаєв Олег Борисович, Булянда Олександр Олексійович, Кравченко Анатолій Петрович, Страхов Анатолій Борисович, Ніколаєв Геннадій Андрійович, Ленський Валерій Георгієвич, Носоченко Олег Васильович, Іванов Євгеній Анатольєвич, Кумачов Юрій Миронович, Набатніков Володимир Романович, Ревтов Микола Іванович
МПК: B22D 11/10
Мітки: спосіб, металу, здійснення, пристрій, обробки
Формула / Реферат:
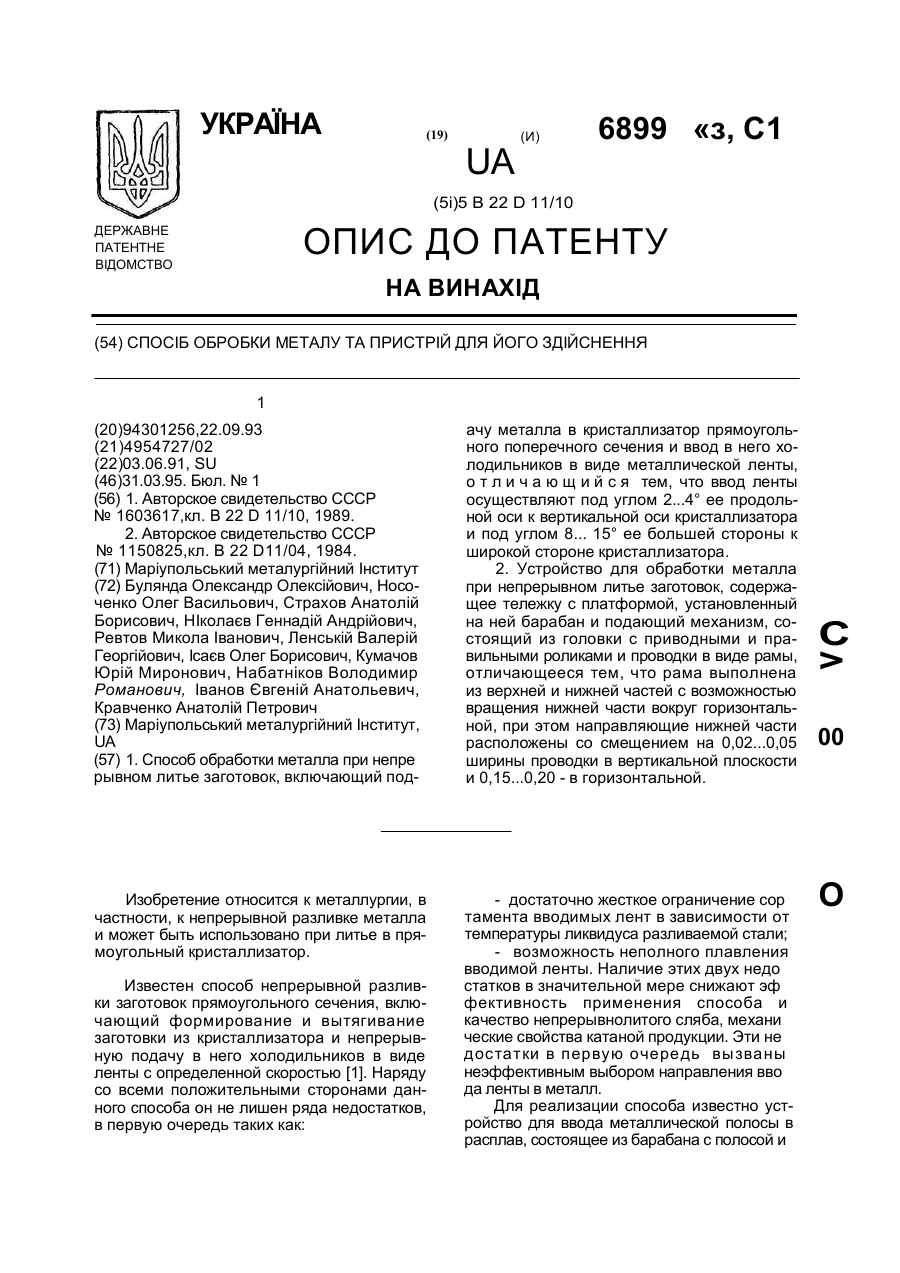
(57) 1. Способ обработки металла при непрерывном литье заготовок, включающий подачу металла в кристаллизатор прямоугольного поперечного сечения и ввод в него холодильников в виде металлической ленты, отличающийся тем, что ввод ленты осуществляют под углом 2...4° ее продольной оси к вертикальной оси кристаллизатора и под углом 8... 15° ее большей стороны к широкой стороне кристаллизатора.2. Устройство для обработки металла при...
Попередній патент: Спосіб одержання активного ясно-червоного 4жш моноазобарвника
Наступний патент: Потужний нвч напівпровідниковий помножувач частоти
Випадковий патент: Пристрій для транспортування і очистки коренебульбоплодів