Спосіб обробки металу та пристрій для його здійснення
Номер патенту: 6899
Опубліковано: 31.03.1995
Автори: Ленський Валерій Георгієвич, Ревтов Микола Іванович, Кравченко Анатолій Петрович, Ніколаєв Геннадій Андрійович, Ісаєв Олег Борисович, Набатніков Володимир Романович, Іванов Євгеній Анатольєвич, Булянда Олександр Олексійович, Страхов Анатолій Борисович, Кумачов Юрій Миронович, Носоченко Олег Васильович
Формула / Реферат
(57) 1. Способ обработки металла при непрерывном литье заготовок, включающий подачу металла в кристаллизатор прямоугольного поперечного сечения и ввод в него холодильников в виде металлической ленты, отличающийся тем, что ввод ленты осуществляют под углом 2...4° ее продольной оси к вертикальной оси кристаллизатора и под углом 8... 15° ее большей стороны к широкой стороне кристаллизатора.
2. Устройство для обработки металла при непрерывном литье заготовок, содержащее тележку с платформой, установленный на ней барабан и подающий механизм, состоящий из головки с приводными и правильными роликами и проводки в виде рамы, отличающееся тем, что рама выполнена из верхней и нижней частей с возможностью вращения нижней части вокруг горизонтальной, при этом направляющие нижней части расположены со смещением на 0,02...0,05 ширины проводки в вертикальной плоскости и 0,15...0,20 - в горизонтальной.
Текст
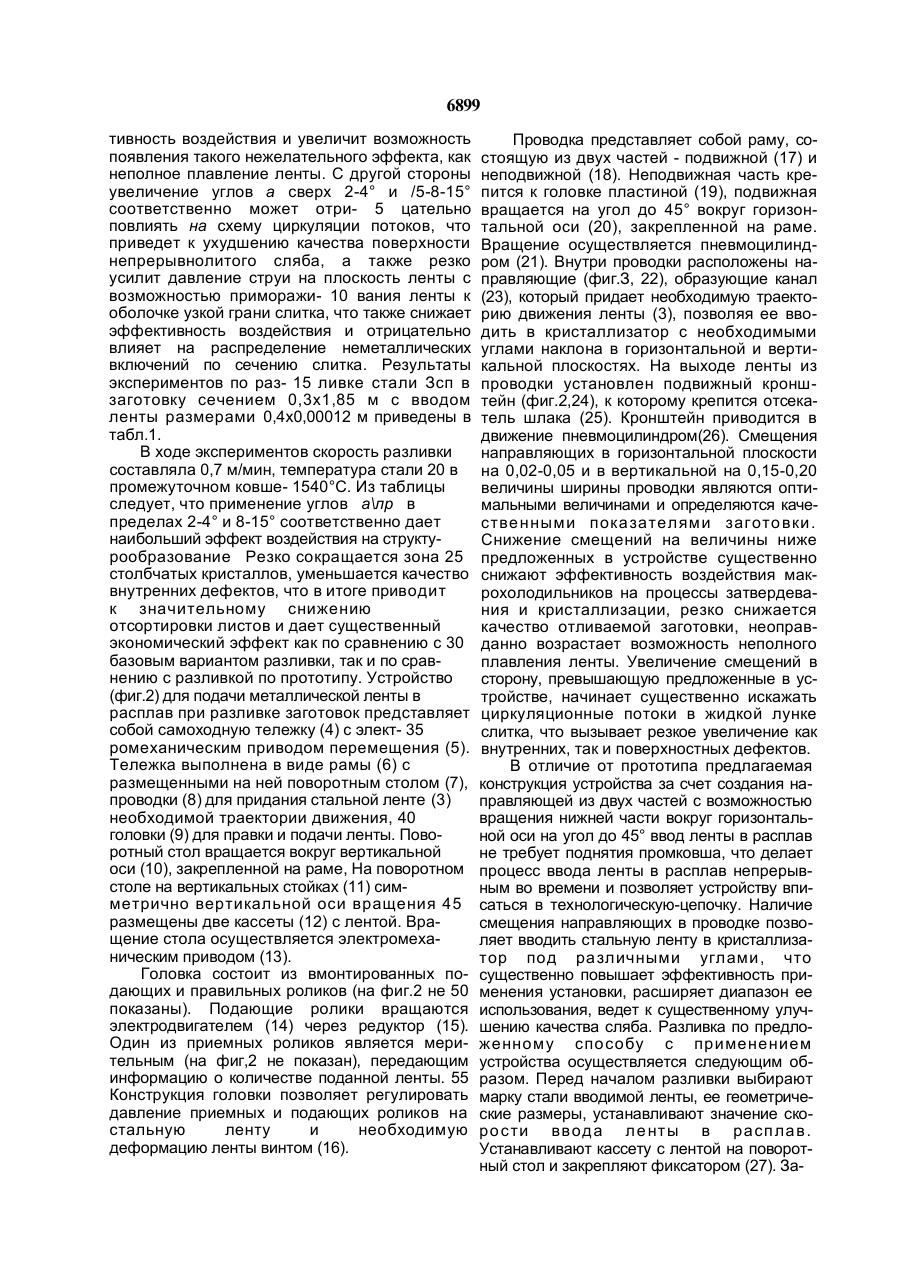
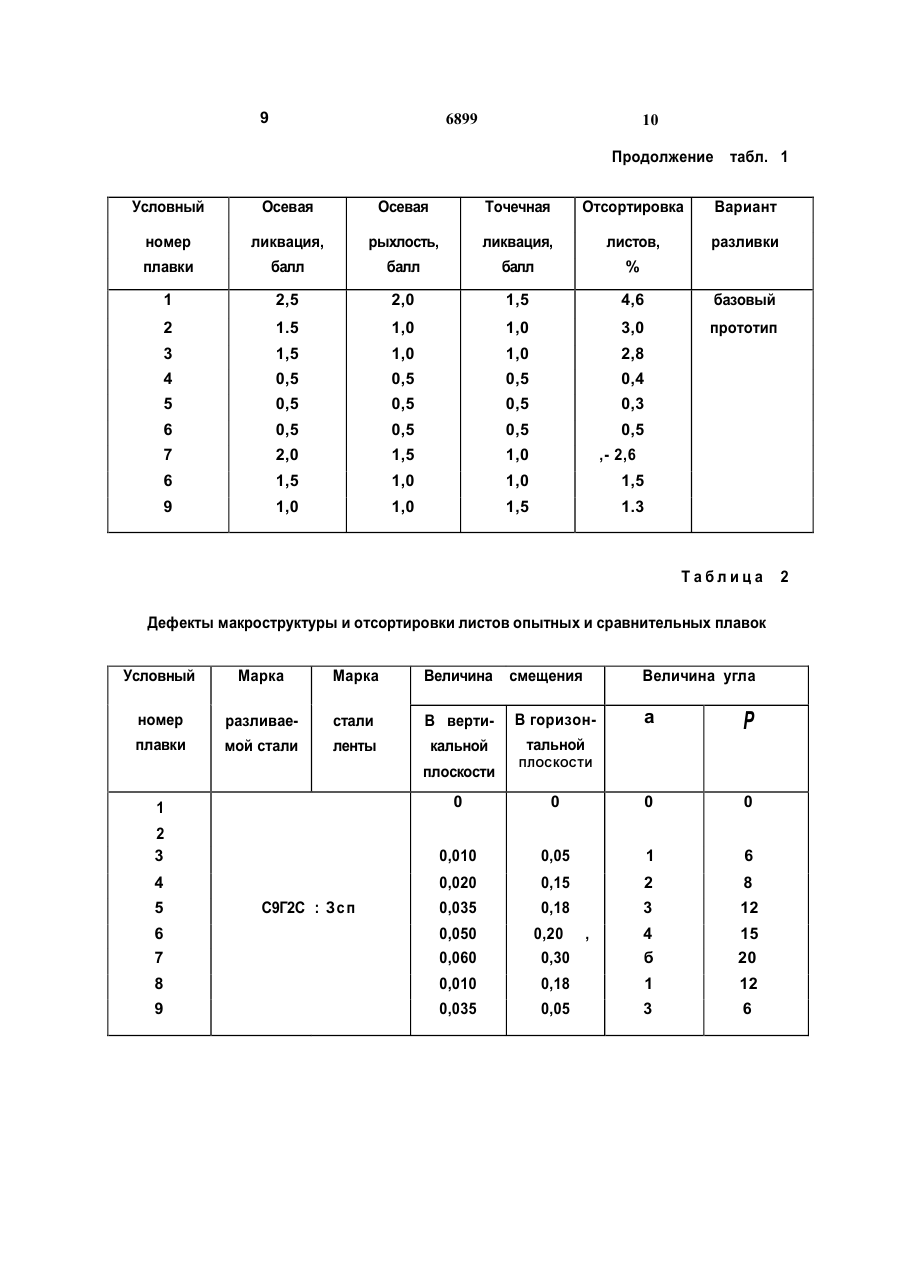
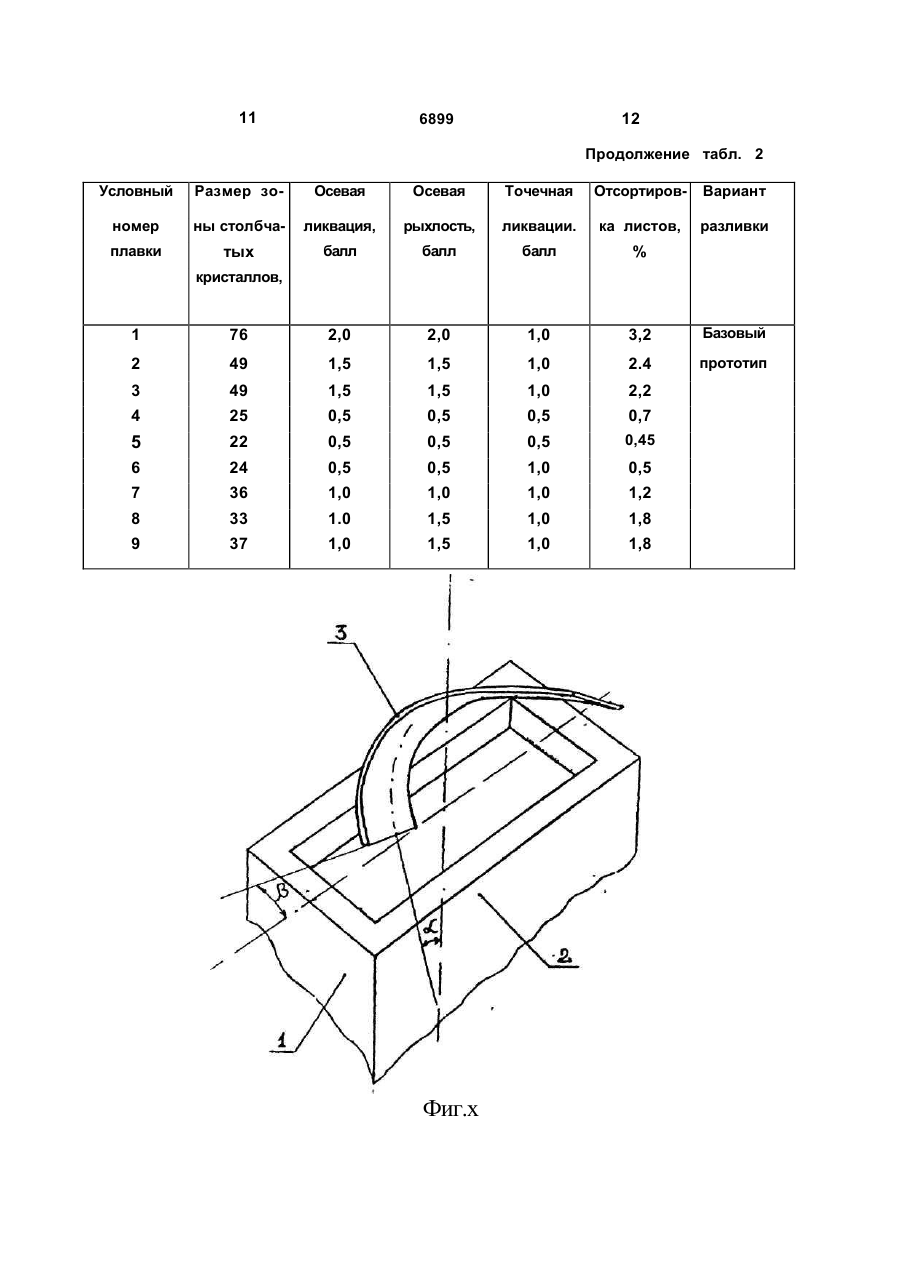
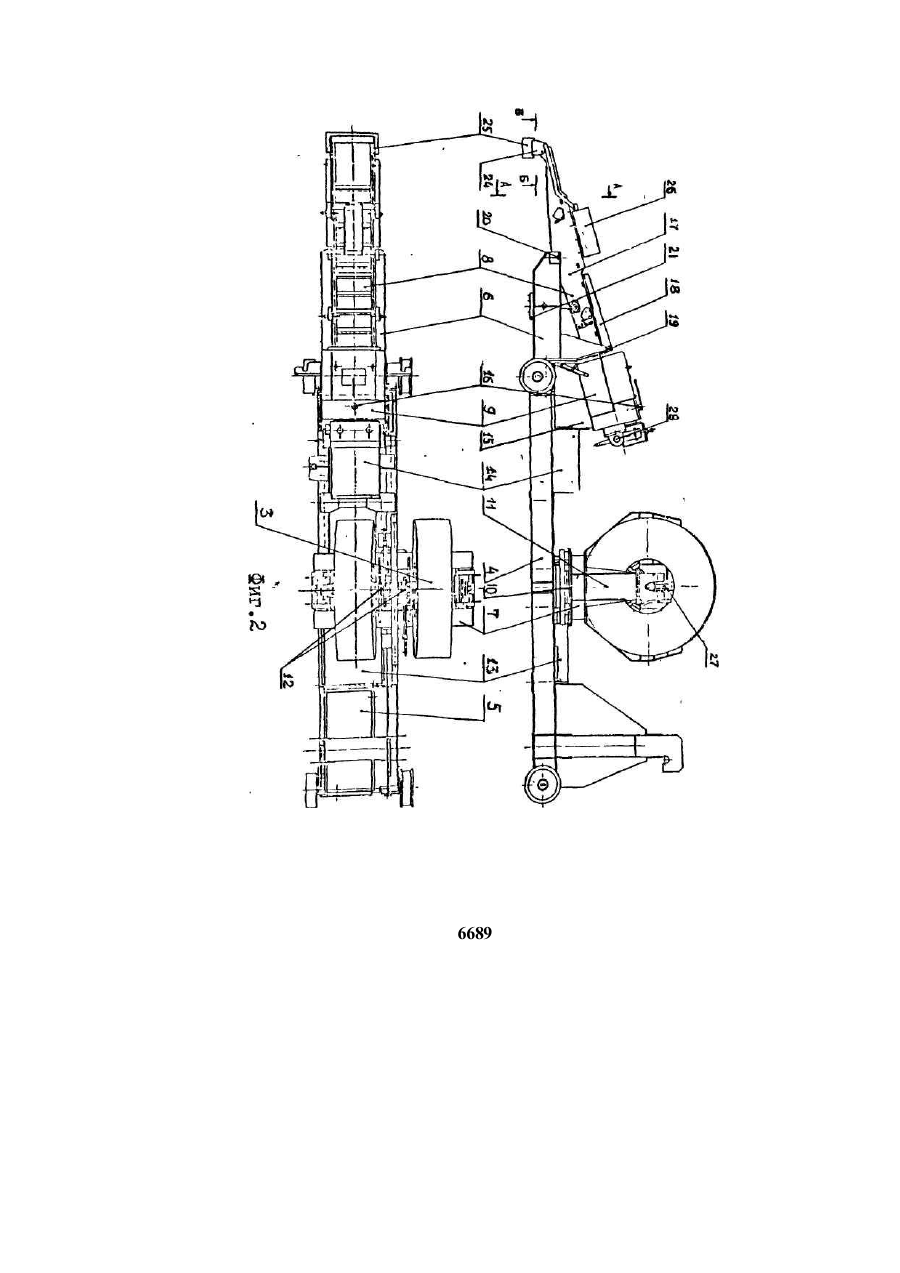
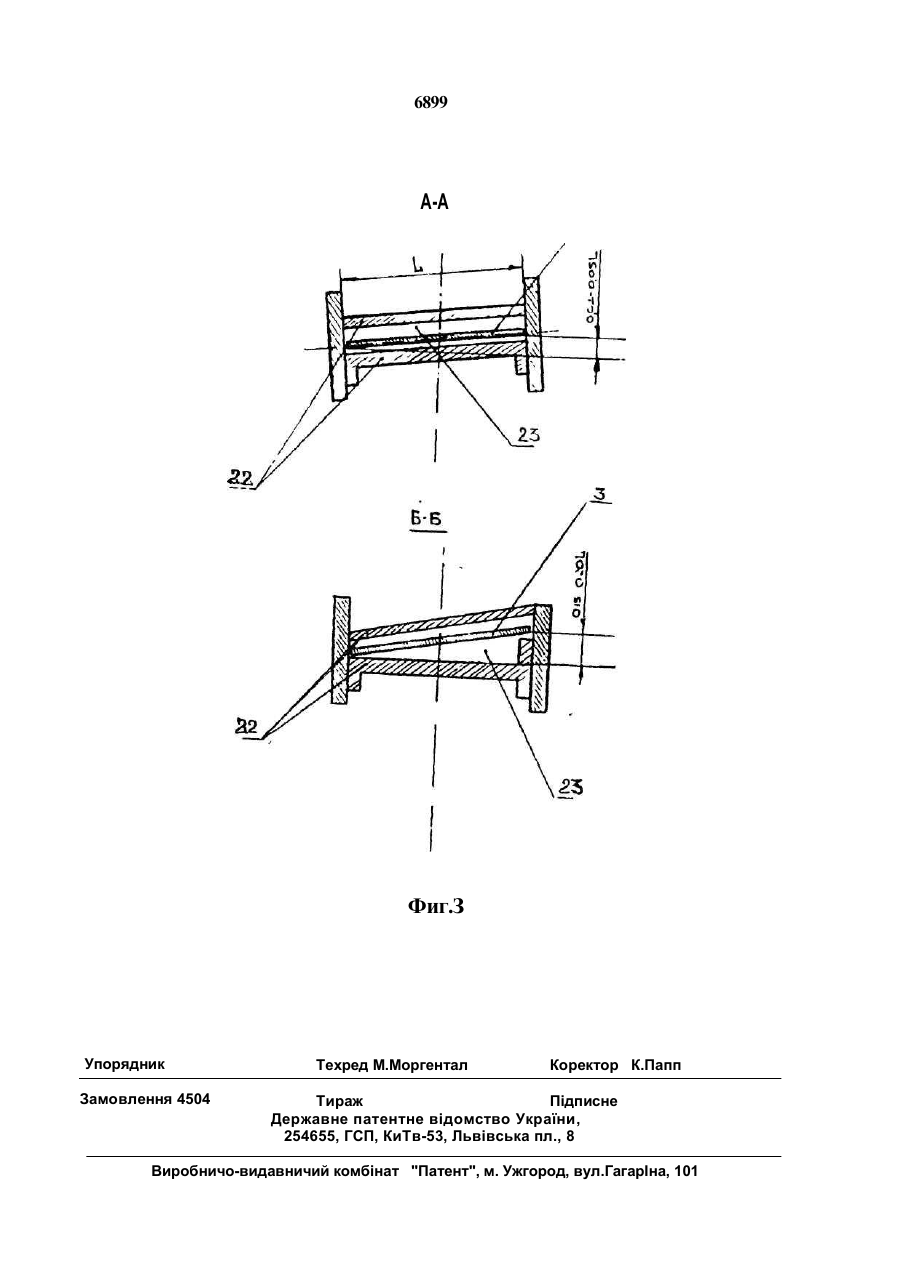
1. Способ обработки металла при непре рывном литье заготовок, включающий под ачу металла в кристаллизатор прямоугольного поперечного сечения и ввод в него холодильников в виде металлической ленты, о т л и ч а ю щ и й с я тем, что ввод ленты осуществляют под углом 2...4° ее продольной оси к вертикальной оси кристаллизатора и под углом 8... 15° ее большей стороны к широкой стороне кристаллизатора. 2. Устройство для обработки металла при непрерывном литье заготовок, содержащее тележку с платформой, установленный на ней барабан и подающий механизм, состоящий из головки с приводными и правильными роликами и проводки в виде рамы, отличающееся тем, что рама выполнена из верхней и нижней частей с возможностью вращения нижней части вокруг горизонтальной, при этом направляющие нижней части расположены со смещением на 0,02...0,05 ширины проводки в вертикальной плоскости и 0,15...0,20 - в горизонтальной. Изобретение относится к металлургии, в частности, к непрерывной разливке металла и может быть использовано при литье в прямоугольный кристаллизатор. - достаточно жесткое ограничение сор тамента вводимых лент в зависимости от температуры ликвидуса разливаемой стали; - возможность неполного плавления вводимой ленты. Наличие этих двух недо статков в значительной мере снижают эф фективность применения способа и качество непрерывнолитого сляба, механи ческие свойства катаной продукции. Эти не достатки в первую очередь вызваны неэффективным выбором направления вво да ленты в металл. Для реализации способа известно устройство для ввода металлической полосы в расплав, состоящее из барабана с полосой и Известен способ непрерывной разливки заготовок прямоугольного сечения, включающий формирование и вытягивание заготовки из кристаллизатора и непрерывную подачу в него холодильников в виде ленты с определенной скоростью [1]. Наряду со всеми положительными сторонами данного способа он не лишен ряда недостатков, в первую очередь таких как: С > 00 О 6899 подающего механизма, напольной тележки, установленной на платформе [2]. Недостатком этого устройства является ввод ленты исключительно параллельно оси стакана и широким граням кристаллизатора. Это при- 5 водит к сужению марочного состава вводимых лент и ограниченно скоростным режимом ввода лент. Результатом такого направления ввода лент в одних случаях может являться неполное плавление ленты за счет Ю неэффективного использования направления циркуляционных потоков в жидком ядре слитка, а в других случаях - неоправданное увеличение расхода вводимых холодильников. Все это создает сложности в процессе 15 регулирования ввода добавок в кристаллизатор, приводит к отсутствию стабильного улучшения свойств как литого сляба, так и проката. Эффективность применения устройства значительно снижается и в некото- 20 рых случаях (разливка низкотемпературных плавок, сталей с высокой температурой ликвидуса) становится весьма проблематичной. Целью изобретения является повышение качества отливаемых заготовок и повы- 25 шение эффективности воздействия за счет стабильного плавления ленты и расширения марочного состава применяемых лент. Поставленная цель достигается тем, что в способе, включающем подачу металла в 30 кристаллизатор прямоугольного поперечного сечения и ввод в него холодильников в виде металлической ленты ввод лент осуществляют под углом ее продольной оси 2-4° к вертикальной оси кристаллизатора и подуг- 35 лом 8-15° ее большей стороны к широкой стороне кристаллизатора. Поставленная цель достигается также тем, что устройство для подачи металлической ленты при непрерывной разливке заго- 40 товок, содержащее тележку с платформой, установленного на ней барабана, подающего механизма, состоящего из головки с приводными и правящими роликами и проводки в виде рамы, проводка выполнена из верх- 45 ней и нижней частей с возможностью вращения нижней части вокруг горизонтальной оси, при этом направляющие нижней части расположены со смещением на 0,02-0,05 ширины проводки в вертикальной плоскости 50 и на 0,15-0,20 - в горизонтальной. Предлагаемое изобретение отличается от известных условием осуществления действия при осуществлении способа непрерывной разливки заготовок; формой 55 выполнения конструктивных элементов и их иной взаимосвязью. Предложенная совокупность признаков позволяет повысить эффективность воздействия за счет значительного увеличения ста бильности процесса плавления ленты расширить марочный состав как применяемых лент, так и разливаемых марок сталей, применить способ ввода ленты для случаев низкотемпературных плавок. Результатом является существенное улучшение качества получаемых слябов, в том числе снижение количества внутренних дефектов, в первую очередь внутренних трещин, а также существенное улучшение пластических свойств проката, в первую очередь в Z-направлении толстых листов. Сущность изобретения поясняется чертежами, где на фиг. 1 изображена схема осуществления предлагаемого способа ввода ленты, в том числе узкая сторона кристаллизатора прямоугольного сечения (1), большая сторона кристаллизатора (2), вводимая лента (3), на фиг.2 - общий вид устройства и на фиг.З - смещение направляющих относительно друг друга в вертикальной и горизонтальной плоскостях. Ввод ленты в расплав не вертикально, а под определенными углами к сторонам кристаллизатора позволяет добиться полного плавления ленты как на высокотемпературных, так и на низкотемпературных плавках, увеличить массовый расход ленты, что существенно улучшает качество непрерывнолитого сляба, расширить марочный состав вводимых макрохолодильников за счет возможности ввода в расплав лент с высокими температурами ликвидуса. Выбор величины углов определялся при помощи метода гидравлического моделирования на водяных моделях и проверкой полученных результатов натурными экспериментами на действующих МНЛЗ. Величины углов являются оптимальными с точки зрения попадания ленты в область перегретого металла, т.е. факела струи, увеличения площади теплового и механического воздействия струи и вводимой ленты. Учет этих факторов позволяет на 5060% ускорить время расплавления вводимых холодильников, увеличить на 30-50% скорость ввода ленты и массовый расход холодильников, что существенно влияет на процессы кристаллизации и структурообразование. С другой стороны выбор углов является оптимальным с точки зрения учета схемы циркуляции конвективных потоков в жидком ядре слитка. Выбор углов меньших 2-4° к вертикальной оси кристаллизатора (а) и 8-15° по отношению к большой стороне кристаллизатора ф) снизит площадь взаимодействия холодильника с факелом струи, уменьшит время пребывания ленты в перегретом расплаве, что резко снизит эффек 6899 тивность воздействия и увеличит возможность появления такого нежелательного эффекта, как неполное плавление ленты. С другой стороны увеличение углов а сверх 2-4° и /5-8-15° соответственно может отри- 5 цательно повлиять на схему циркуляции потоков, что приведет к ухудшению качества поверхности непрерывнолитого сляба, а также резко усилит давление струи на плоскость ленты с возможностью приморажи- 10 вания ленты к оболочке узкой грани слитка, что также снижает эффективность воздействия и отрицательно влияет на распределение неметаллических включений по сечению слитка. Результаты экспериментов по раз- 15 ливке стали Зсп в заготовку сечением 0,3x1,85 м с вводом ленты размерами 0,4x0,00012 м приведены в табл.1. В ходе экспериментов скорость разливки составляла 0,7 м/мин, температура стали 20 в промежуточном ковше- 1540°С. Из таблицы следует, что применение углов а\лр в пределах 2-4° и 8-15° соответственно дает наибольший эффект воздействия на структурообразование Резко сокращается зона 25 столбчатых кристаллов, уменьшается качество внутренних дефектов, что в итоге приводит к значительному снижению отсортировки листов и дает существенный экономический эффект как по сравнению с 30 базовым вариантом разливки, так и по сравнению с разливкой по прототипу. Устройство (фиг.2) для подачи металлической ленты в расплав при разливке заготовок представляет собой самоходную тележку (4) с элект- 35 ромеханическим приводом перемещения (5). Тележка выполнена в виде рамы (6) с размещенными на ней поворотным столом (7), проводки (8) для придания стальной ленте (3) необходимой траектории движения, 40 головки (9) для правки и подачи ленты. Поворотный стол вращается вокруг вертикальной оси (10), закрепленной на раме, На поворотном столе на вертикальных стойках (11) симметрично вертикальной оси вращения 45 размещены две кассеты (12) с лентой. Вращение стола осуществляется электромеханическим приводом (13). Головка состоит из вмонтированных подающих и правильных роликов (на фиг.2 не 50 показаны). Подающие ролики вращаются электродвигателем (14) через редуктор (15). Один из приемных роликов является мерительным (на фиг,2 не показан), передающим информацию о количестве поданной ленты. 55 Конструкция головки позволяет регулировать давление приемных и подающих роликов на стальную ленту и необходимую деформацию ленты винтом (16). Проводка представляет собой раму, состоящую из двух частей - подвижной (17) и неподвижной (18). Неподвижная часть крепится к головке пластиной (19), подвижная вращается на угол до 45° вокруг горизонтальной оси (20), закрепленной на раме. Вращение осуществляется пневмоцилиндром (21). Внутри проводки расположены направляющие (фиг.З, 22), образующие канал (23), который придает необходимую траекторию движения ленты (3), позволяя ее вводить в кристаллизатор с необходимыми углами наклона в горизонтальной и вертикальной плоскостях. На выходе ленты из проводки установлен подвижный кронштейн (фиг.2,24), к которому крепится отсекатель шлака (25). Кронштейн приводится в движение пневмоцилиндром(26). Смещения направляющих в горизонтальной плоскости на 0,02-0,05 и в вертикальной на 0,15-0,20 величины ширины проводки являются оптимальными величинами и определяются качественными показателями загото вки. Снижение смещений на величины ниже предложенных в устройстве существенно снижают эффективность воздействия макрохолодильников на процессы затвердевания и кристаллизации, резко снижается качество отливаемой заготовки, неоправданно возрастает возможность неполного плавления ленты. Увеличение смещений в сторону, превышающую предложенные в устройстве, начинает существенно искажать циркуляционные потоки в жидкой лунке слитка, что вызывает резкое увеличение как внутренних, так и поверхностных дефектов. В отличие от прототипа предлагаемая конструкция устройства за счет создания направляющей из двух частей с возможностью вращения нижней части вокруг горизонтальной оси на угол до 45° ввод ленты в расплав не требует поднятия промковша, что делает процесс ввода ленты в расплав непрерывным во времени и позволяет устройству вписаться в технологическую-цепочку. Наличие смещения направляющих в проводке позволяет вводить стальную ленту в кристаллизатор под различными углами, что существенно повышает эффективность применения установки, расширяет диапазон ее использования, ведет к существенному улучшению качества сляба. Разливка по предложенному способу с применением устройства осуществляется следующим образом. Перед началом разливки выбирают марку стали вводимой ленты, ее геометрические размеры, устанавливают значение скорости ввода ленты в расплав. Устанавливают кассету с лентой на поворотный стол и закрепляют фиксатором (27). За 6899 8 водят ленту через входные ролики (23) в зону живали в пределах 0,6-0,65 м/мин, темпераприемных. Механизмом перемещения усттуру металла в промежуточном ковше ройство подается к кристаллизатору. Пнев1530-1535°С. Основные результаты привемоцилиндром поворачиваем подвижную дены в табл.2. часть проводки в рабочее положение. Опу- 5 скаем подвижную часть проводки, заглубляя В результате проведения серии опытленту в расплав. Эти операции проводятся ных разливок и отбора темплетов от слябов без подъема промковша. После окончания и изучения качественных показателей макстальной ленты в бухте отключают привод роструктуры литого металла и отсортировки подачи стальной ленты и поворотный стол 10 листов металла опытных плавок и плавок, вращают на 180°. Включают привод подачи отлитых по базовой технологии и прототипу, ленты после заправки конца ленты в подаюотмечаем, что наивысшие показатели качещие ролики. Продолжается ввод ленты. ства получены при отливке слябов по предложенному соотношению смещений Для опробования устройства были про- 15 направляющих друг к другу, т.е. при величинах равных 0,02-0,05 в горизонтальной и ведены натурные эксперименты по разлив0,15-0,20 в вертикальной плоскостях. Неке стали 09Г2С в кристаллизатор сечением соблюдение этих условий приводит §с суще0,25x1, 65 при вводе ленты сечением ственному снижению качества сляба. 0,35x0,0015 м. Скорость разливки поддерТ аблица 1 Параметры разливки и дефекты макроструктуры опытных и сравнительных плавок Условный Марка Марка Величина Величина Размер зоны номер разливаемой стали угла угла столбчатых плавки стали а fi кристаллов, 1 Зсп 5сп 0 0 68 2 ЗСП 5сп 0 0 40 3 ЗСП 5сп 7 1 38 4 ЗСП 5сл 8 2 16 5 ЗСП 5сп 12 3 15 ЗСП 5сп 15 4 16 5сп 17 5 44 6 7 v 3cn • * ленты . 8 Зсп 5сп 7 3 31 9 Зсп 5сп 12 1 29 9 6899 10 Продолжение табл. 1 Условный Осевая Осевая Точечная Отсортировка Вариант номер ликвация, рыхлость, ликвация, листов, разливки плавки балл балл балл % 1 2,5 2,0 1,5 4,6 базовый 2 1.5 1,0 1,0 3,0 прототип 3 4 1,5 0,5 1,0 0,5 1,0 0,5 2,8 0,4 5 0,5 0,5 0,5 0,3 6 0,5 0,5 0,5 0,5 7 2,0 1,5 1,0 6 1,5 1,0 1,0 1,5 9 1,0 1,0 1,5 1.3 ,- 2,6 Таблица Дефекты макроструктуры и отсортировки листов опытных и сравнительных плавок Условный Марка Марка Величина смещения номер разливае стали В верти плавки мой стали ленты кальной тальной плоскости ПЛОСКОСТИ 1 0 2 3 4 5 Величина угла Р 0 0 0 0,010 0,05 1 6 0,020 С9Г2С : Зсп а 0,15 2 8 0,035 0,18 3 12 4 б 15 20 В горизон 6 7 0,050 0,060 0,20 , 0,30 8 0,010 0,18 1 12 9 0,035 0,05 3 6 2 11 12 6899 Продолжение табл. 2 Условный Размер зо Осевая Осевая Точечная Отсортиров Вариант номер ны столбча ликвация, рыхлость, ликвации. ка листов, разливки плавки тых балл балл балл % кристаллов, 1 76 2,0 2,0 1,0 3,2 Базовый 2 49 1,5 1,5 1,0 2.4 прототип 3 49 1,5 1,5 1,0 2,2 4 25 0,5 0,5 0,5 0,7 5 22 0,5 0,5 0,5 0,45 6 24 0,5 0,5 1,0 0,5 7 36 1,0 1,0 1,0 1,2 8 33 1.0 1,5 1,0 1,8 9 37 1,0 1,5 1,0 1,8 Фиг.х 6689 6899 A-A Фиг.З Упорядник Замовлення 4504 Техред М.Моргентал Коректор К.Папп Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Виробничо-видавничий комбінат "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for working of metal
Автори англійськоюBulianda Oleksandr Oleksiiovych, Nosochenko Oleh Vasyliovych, Strakhov Anatolii Borysovych, Nikolaiev Hennadii Andriiovych, Revtov Mykola Ivanovych, Lenskyi Valerii Heorhiievych, Isaiev Olrh Borysovych, Kumachov Yurii Myronovych, Ivanov Yevhenii Anatolievych, Kravchenko Anatolii Petrovych
Назва патенту російськоюСпособ обработки металла и устройство для его осуществления
Автори російськоюБулянда Александр Алексеевич, Носоченко Олег Васильевич, Страхов Анатолий Борисович, Николаев Геннадий Андреевич, Ревтов Николай Иванович, Ленский Валерий Георгиевич, Исаев Олег Борисович, Кумачов Юрий Миронович, Иванов Евгений Анатольевич, Кравченко Анатолий Петрович
МПК / Мітки
МПК: B22D 11/10
Мітки: обробки, спосіб, металу, здійснення, пристрій
Код посилання
<a href="https://ua.patents.su/8-6899-sposib-obrobki-metalu-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки металу та пристрій для його здійснення</a>
Спосіб налагодження верстату для обробки поверхонь обертання та пристрій для його здійснення

Номер патенту: 2427
Опубліковано: 26.12.1994
Автори: Мельниченко Володимир Васильйович, Муравський Аркадій Миколайович, Баришников Олександр Олександрович, Добровольський Геннадій Георгійович, Єфремов Володимир Борисович
МПК: B23B 25/00
Мітки: налагодження, пристрій, обертання, поверхонь, здійснення, верстату, обробки, спосіб
Формула / Реферат:
1. Способ наладки станка для обработки поверхностей вращения, заключающийся в измерении одновысотности и параллельности осей шпинделя и суппорта, регистрации и анализе результатов измерения с последующим устранением рассогласований, отличающийся тем, что, с целью повышения точности формообразования, измеряют величины перемещения оси суппорта от контрольной поверхности в середине и на максимальных удалениях контролируемого участка для...
Спосіб обробки дроту та пристрій для його здійснення
Номер патенту: 6422
Опубліковано: 29.12.1994
Автори: Подольскій Боріс Гєоргієвіч, Кузнєцов Євгеній Івановіч, Коровайний Сергій Федорович, Семьонов Віктор Константіновіч, Сікачин Ігор Васильович, Баришев Євген Володимирович, Хакімов Віль Габдулажановіч, Борисенко Гліб Павлович, Кузьмичов Михайло Васильович, Щербак Олександр Семенович, Дем'янова Людміла Іванівна, Диканський Юрій Юхимович, Крівощапов Владімір Васільєвіч, Лохматов Олександр Павлович, Рудаков Владімір Павловіч, Покровков Микола Іванович, Пілюшенко Віталій Лаврентьович, Артьомов Володимир Васильович, Адамчук Владімір Стєпановіч
МПК: C21D 9/52
Мітки: пристрій, здійснення, дроту, спосіб, обробки
Формула / Реферат:
(57) 1. Способ обработки проволоки, включающий нагрев до 820-970°С, выдержку при этой температуре, интенсивное охлаждение от 400-550°С, окончательное охлаждение водой до цеховой температуры и очистку поверхности проволоки от окалины, отличающийся тем, что очистку поверхности проволоки от окалины проводят перед интенсивным охлаждением путем осуществления выдержки при температуре 820-970°С в восстановительной атмосфере в течение 5-15 с, а...
Спосіб обробки зерна і круп та пристрій для його здійснення
Номер патенту: 3270
Опубліковано: 26.12.1994
Автори: Тюрєв Євгєній Пєтровіч, Цигульов Олег Васильович, Звєрєв Сєргєй Васільєвіч
МПК: F26B 3/30, A23K 1/00, A23L 1/00, A23K 1/14
Мітки: обробки, здійснення, спосіб, зерна, пристрій, круп
Формула / Реферат:
1. Способ обработки зерна и крупы, включающий воздействие на них потоком электромагнитного излучения в инфракрасном диапазоне, отличающийся тем, что воздействие осуществляют в течение трех следующих друг за другом этапов, первый из которых осуществляют с длиной волны 0,96 - 1 мкм, плотностью потока 28 - 30 кВт/м2 и экспозицией 10 - 15 сек. второй - с длиной волны 1,4 - 1,6 мкм, плотностью потока 28 - 30 кВт/м2 и экспозицией 30 - 40 сек,...
Спосіб токарної обробки асферичних поверхонь та пристрій для його здійснення
Номер патенту: 3476
Опубліковано: 27.12.1994
Автори: Добровольський Геннадій Георгійович, Крячек Борис Степанович, Люненко Микола Кузьмич
МПК: B23B 5/00
Мітки: обробки, здійснення, токарної, спосіб, асферичних, пристрій, поверхонь
Формула / Реферат:
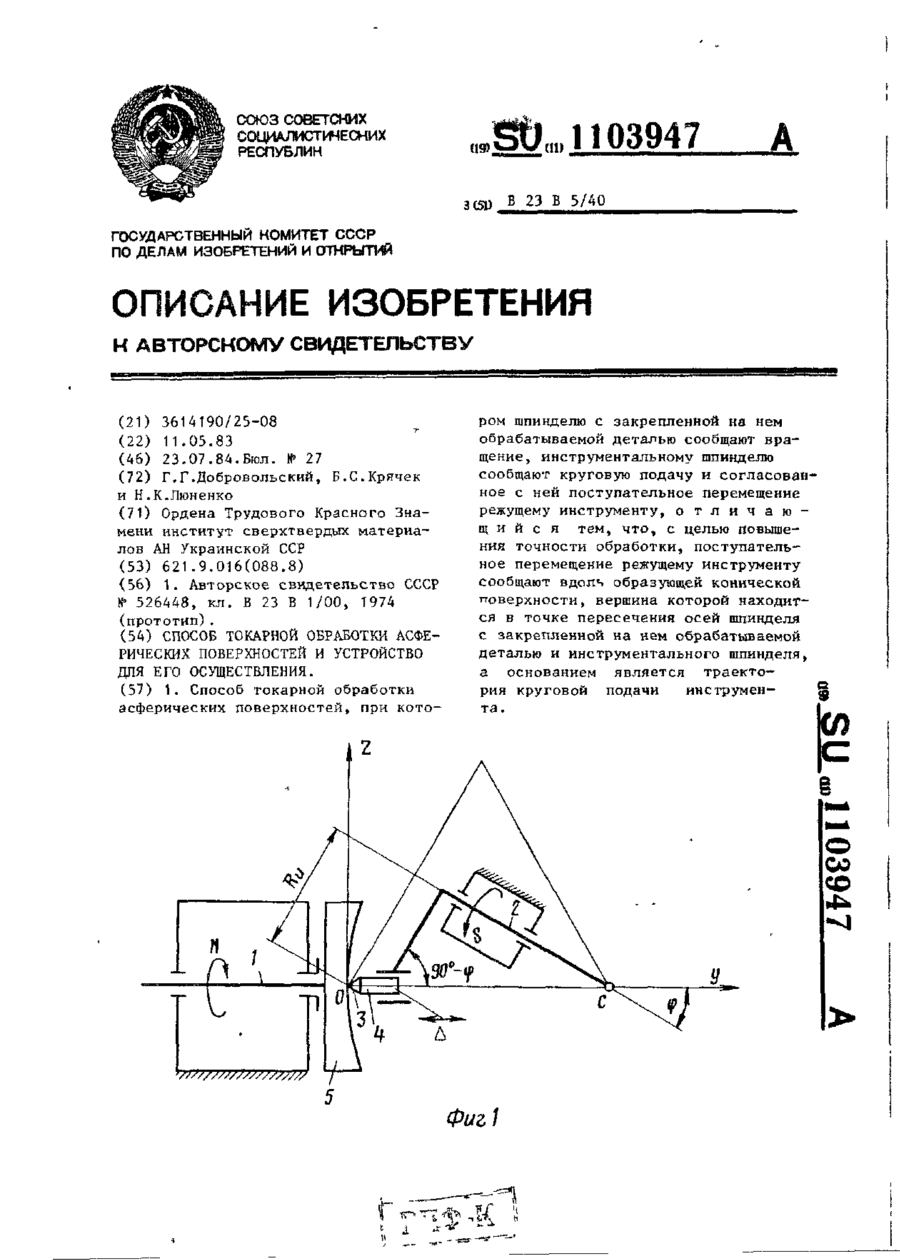
1. Способ токарной обработки асферических поверхностей, при котором шпинделю с закрепленной на нем обрабатываемой деталью сообщают вращение, инструментальному шпинделю сообщают круговую подачу и согласованное с ней поступательное перемещение режущему инструменту, отличающийся тем, что, с целью повышения точности обработки, поступательное перемещение режущему инструменту сообщают вдоль образующей конической поверхности, вершина которой...
Спосіб кристалізації із розчинів та пристрій для його здійснення
Номер патенту: 1430
Опубліковано: 25.07.1994
Автори: Козодеров Ігор Борисович, Романенко Валерій Леонідович
МПК: B01D 9/02
Мітки: спосіб, здійснення, розчинів, пристрій, кристалізації
Формула / Реферат:
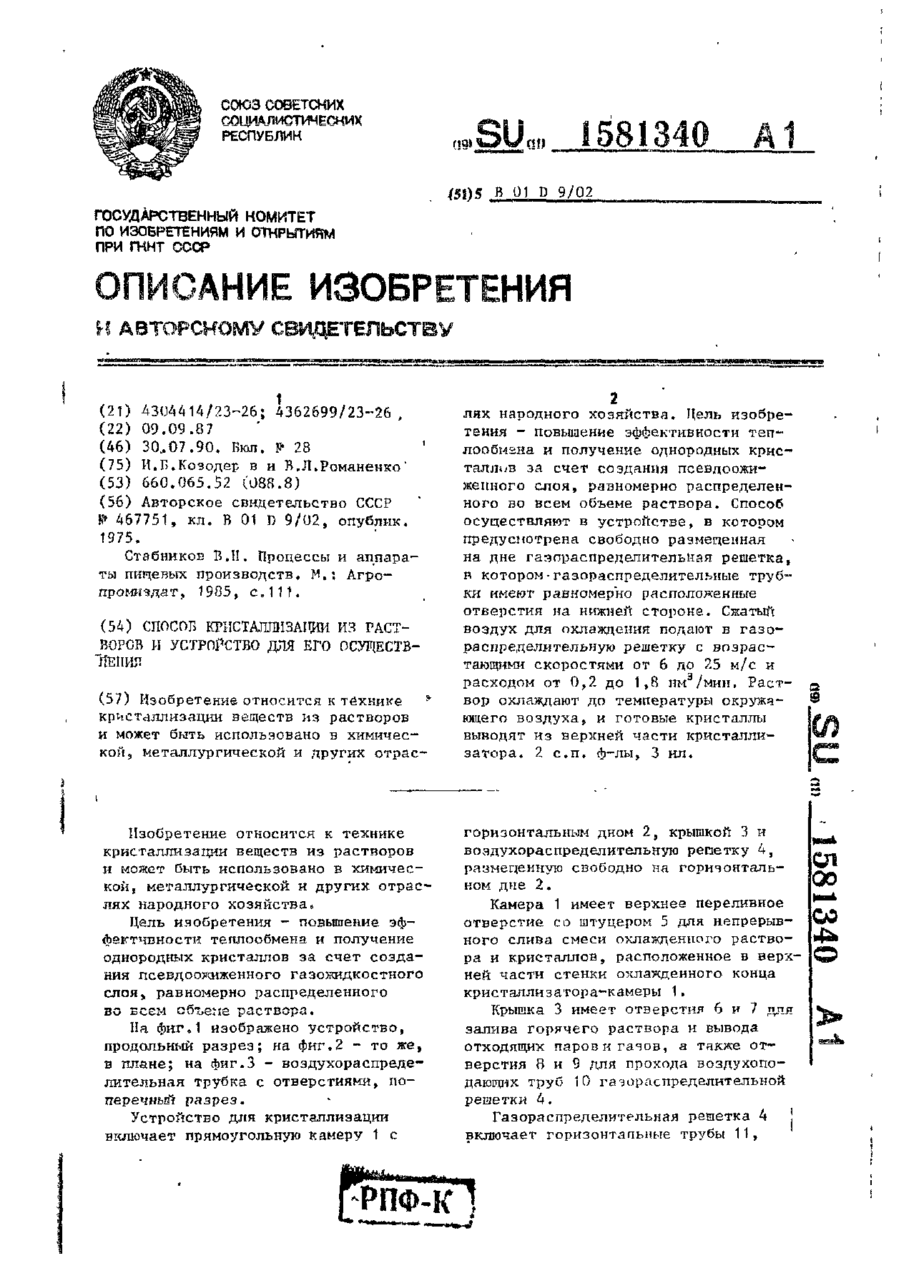
Способ кристаллизации из растворов, включающий подачу исходного раствора и сжатого воздуха для охлаждения раствора, выращивание кристаллов и их выгрузку из кристаллизатора, отличающийся тем, что с целью повышения эффективности теплообмена и получения однородных кристаллов за счет создания псевдосжиженного газожидкостного слоя, равномерно распределенного во всем объеме раствора, сжатый воздух подают по всей поверхности придонного слоя с...
Попередній патент: Спосіб визначення дрібнодисперсної феромагнітної фракції залізовмісних домішок промислових викидів
Наступний патент: Пристрій для миття плодів і овочів
Випадковий патент: Камера сухого гасіння коксу