Спосіб формування вузлів взуття з термопластичних матеріалів і пристрій для його здійснення
Номер патенту: 20837
Опубліковано: 07.10.1997
Автори: Коновал Віктор Павлович, Бабіч Антоніна Іванівна, Лукаш Ігор Григорович, Якубова Людмила Володимирівна, Ценова Людмила Володимирівна, Надточій Валерій Васильович
Формула / Реферат
1. Способ формования узлов обуви из термопластичных материалов путем нагрева их на нагреваемых пуансонах до температуры 100-150°С с последующим охлаждением на охлаждаемых пуансонах до температуры -5 - +5°С с обжимом обжимными матрицами, отличающийся тем, что охлаждение на охлаждаемых пуансонах осуществляют с их экранированием от тепловых потоков, излучаемых нагреваемыми пуансонами с матрицами, причем экранирование осуществляется потоком отработанного холодного воздуха, выходящего из внутренних полостей охлаждаемых пуансонов.
2. Устройство для формования узлов обуви из термопластичных материалов, содержащее нагреваемые пуансоны, охлаждаемые пуансоны, соединенные с холодильной установкой и расположенные над пуансонами обжимные матрицы, отличающееся тем, что дополнительно содержит конусообразные кольцевые сопла, расположенные над обжимными матрицами охлаждаемых пуансонов и соединенные с последними посредством трубопровода, при этом конусообразные кольцевые сопла основанием конуса направлены со стороны матриц охлаждаемых пуансонов.
Текст
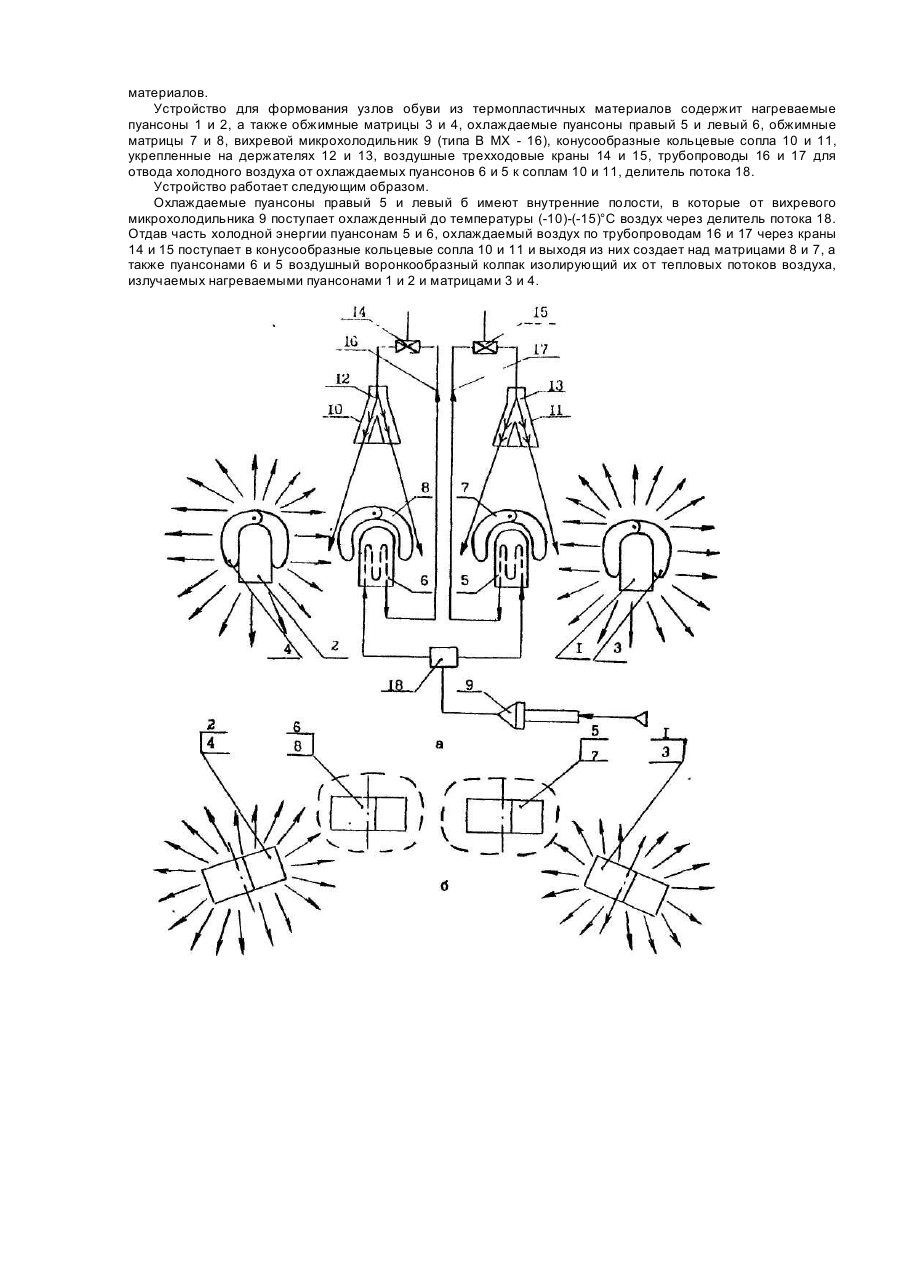
Изобретение относится к обувной промышленности, а именно к способам и устройствам для формования узлов обуви с внутренними деталями из термопластичных материалов. Известны способы для формования узлов обуви, заключающиеся в том, что узел обувной заготовки с задником, изготовленным из термопластичного материала, разогревается на нагреваемом пуансоне, а затем его формуют на охлаждаемом пуансоне с обжимом эластичными матрицами, обладающими температурой окружающей среды [Модель 603 и модель 626 фирмы IKOS, Югославия; код 33.11.03 фирмы SlДECO, Италия; Авт.св. СССР № 1266515, кл. А 43 Q 11/12,1981; № 1409214, кл.43Р 11/12,1985; № 1057002, кл. А 43 D 11/12,1983]. Известен также способ, заключающийся в том, что узел обувной заготовки нагревается на нагреваемом пуансоне, имеющем температуру нагрева 100-150°С с обжимом эластичными матрицами, а затем формуется на охлаждаемом пуансоне температурой охлаждения -5 - +5°С [Проспект фирмы "SEAT-O-FORM ZEHS 82/ECFP4P" Италия, 1982]. Способ осуществляется машиной для формования узлов обуви из термопластичных материалов, содержащей закрепленные на станине в секциях два нагреваемых и два охлаждаемых пуансона, расположенные над ними обжимные эластичные матрицы. Нагреваемые пуансоны установлены в боковых секциях машины и снабжены обогревателями, а охлаждаемые пуансоны - во внутренних секциях и соединены с холодильной установкой, из которой в их внутреннюю полость циркулирует охлажденный антифриз [Проспект фирмы "SEAT-O-FORM ZENS 82/ECFP4P", Италия, 1982]. Недостатком известных способов является то, что из-за воздействия на охлаждаемые пуансоны тепла, излучаемого нагреваемыми пуансонами и матрицами, имеющими температуру 100-150°С, снижается интенсивность охлаждения узлов обуви, и за время охлаждения, которое лимитируется рабочим циклом, не успевает достаточно охладиться и не обеспечивает полную усадку термопластичного материала, что после удаления из пресс-формы приводит к деформации и снижению качества, а также товарного вида обуви. Таким образом, в основу изобретения положена задача создания способа и устройства для формования узлов обуви из термопластичных материалов, при которых исключалось бы воздействие тепловых потоков воздуха от нагреваемых пуансонов на охлаждаемые пуансоны, благодаря чему повысилось бы качество обуви за счет стабилизации ее формы, устранились бы усадочные явления термопластичных узлов обуви, искажающих форму обуви, а также осуществлялось бы рациональное использование энергии отработанного холодного воздуха. Поставленная задача решена тем, что в способе формования, включающем нагрев узлов обуви до температуры 100-150°С на нагреваемом пуансоне с последующим охлаждением на охлаждаемом пуансоне до температуры -5 - +5°С с обжимом матрицами, согласно изобретению охлаждение на охлаждаемом пуансоне осуществляют с их экранированием от тепловых потоков, излучаемых нагреваемыми пуансонами и матрицами, причем экранирование осуществляется потоком отработанного холодного воздуха, выходящего из внутренних полостей охлаждаемых пуансонов. Решение поставленной задачи достигается тем, что устройство для формования узлов обуви из термопластичных материалов, содержащее нагреваемые пуансоны и обжимные матрицы, охлаждаемые пуансоны, соединенные с холодильной установкой и расположенные над пуансонами обжимные матрицы, согласно изобретению дополнительно содержат конусообразные кольцевые сопла, расположенные над обжимными матрицами охлаждаемых пуансонов и соединенные с последними посредством трубопровода, при этом конусообразные кольцевые сопла основанием конуса направлены в сторону обжимных матриц. Экранирование от тепловых потоков, излучаемых нагреваемыми пуансонами с матрицами, потоком холодного воздуха, истекаемого из конусообразных кольцевых сопел, расположенных над обжимными матрицами охлаждаемых пуансонов, позволяет, в отличие от прототипа, исключить воздействие тепловых потоков на охлаждаемые пуансоны с формуемыми узлами обуви. Потоки холодного и горячего воздуха от пуансонов направляются радиально во все стороны, в том числе и навстречу друг друга. Под воздействием горячих потоков охлаждаемые пуансоны нагреваются, эффективность охлаждения и формования узлов обуви снижается, на поверхности охлаждаемых пуансонов происходит конденсация влаги, увлажняющая обувные узлы, что негативно отражается на качество обуви. Экранирование охлаждаемых пуансонов от горячих потоков осуществляется локальным воздействием на охлаждаемые пуансоны с матрицами из конусных кольцеобразных сопел, в которые поступает отработанный из внутренних полостей охлаждаемых пуансонов, воздух, обеспечивая этим улучшение их охлаждения. Таким образом охлаждаемые пуансоны изолированы от окружающей тепловой среды и получают дополнительное направленное на узлы обуви охлаждение. Кольцевые сопла могут иметь различную конусность в зависимости от конструкции формующей позиции и скорости движения воздуха. Способ формования реализован следующим образом. Пример 1. Узел обуви с термопластичным задником нагревался до температуры 100°С для размягчения термопластичного материала, охлаждали на охлаждаемом пуансоне до температуры -5°С с обжимом обжимной матрицей в течение 20 с с экранированием от тепловых потоков, излучаемых нагреваемыми пуансонами с матрицами. Экранирование осуществлялось потоком отработанного холодного воздуха, истекаемого из конусообразных сопел температурой -3°С. Эффект охлаждения достаточно высок. Температура пуансонов практически не повышалась, так как быстро восстанавливается на интервал 40 с между процессами формования. Аналогично формуются носочный и другие узлы обуви из термопластичных материалов. Пример 2. По методике, указанной в примере 1, однако без экранизации, температура охлаждаемого пуансона повышается на 2°С за период работы в течение 1 часа, и на 10°С за период работы в течение четырех часов, что снижает хладоотдачу охлаждаемого пуансона и приводит к снижению качества и товарного вида обуви. На чертеже схематически показано устройство для формования узлов обуви из термопластичных материалов. Устройство для формования узлов обуви из термопластичных материалов содержит нагреваемые пуансоны 1 и 2, а также обжимные матрицы 3 и 4, охлаждаемые пуансоны правый 5 и левый 6, обжимные матрицы 7 и 8, вихревой микрохолодильник 9 (типа В MX - 16), конусообразные кольцевые сопла 10 и 11, укрепленные на держателях 12 и 13, воздушные трехходовые краны 14 и 15, трубопроводы 16 и 17 для отвода холодного воздуха от охлаждаемых пуансонов 6 и 5 к соплам 10 и 11, делитель потока 18. Устройство работает следующим образом. Охлаждаемые пуансоны правый 5 и левый б имеют внутренние полости, в которые от вихревого микрохолодильника 9 поступает охлажденный до температуры (-10)-(-15)°С воздух через делитель потока 18. Отдав часть холодной энергии пуансонам 5 и 6, охлаждаемый воздух по трубопроводам 16 и 17 через краны 14 и 15 поступает в конусообразные кольцевые сопла 10 и 11 и выходя из них создает над матрицами 8 и 7, а также пуансонами 6 и 5 воздушный воронкообразный колпак изолирующий их от тепловых потоков воздуха, излучаемых нагреваемыми пуансонами 1 и 2 и матрицами 3 и 4.
ДивитисяДодаткова інформація
Автори англійськоюLukash Ihor Hryhorovych, Konovalov Viktor Pavlovych, Yakubova Liudmyla Volodymyrivna, Babich Antonina Ivanivna, Tsenova Liudmyla Volodymyrivna
Автори російськоюЛукаш Игорь Григорьевич, Коновал Виктор Павлович, Якубова Людмила Владимировна, Бабич Антонина Ивановна, Ценовая Людмила Владимировна
МПК / Мітки
МПК: A43D 11/00, A43D 95/00
Мітки: термопластичних, пристрій, матеріалів, вузлів, взуття, здійснення, формування, спосіб
Код посилання
<a href="https://ua.patents.su/2-20837-sposib-formuvannya-vuzliv-vzuttya-z-termoplastichnikh-materialiv-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування вузлів взуття з термопластичних матеріалів і пристрій для його здійснення</a>
Пристрій для формування виробів з композіційних матеріалів
Номер патенту: 11652
Опубліковано: 25.12.1996
Автори: Кавин Евгений Васильевич, Мейтин Роберт Якович, Данилов Владимир Иванович, Ратнер Ісаак Срулевич, Подольський Юзеф Ківович, Дергачев Евгений Александрович, Грачев Владимир Владимирович, Горюнов Николай Андреевич
МПК: B29C 43/20, B29L 9/00, B29C 35/00
Мітки: виробів, композиційних, пристрій, матеріалів, формування
Формула / Реферат:
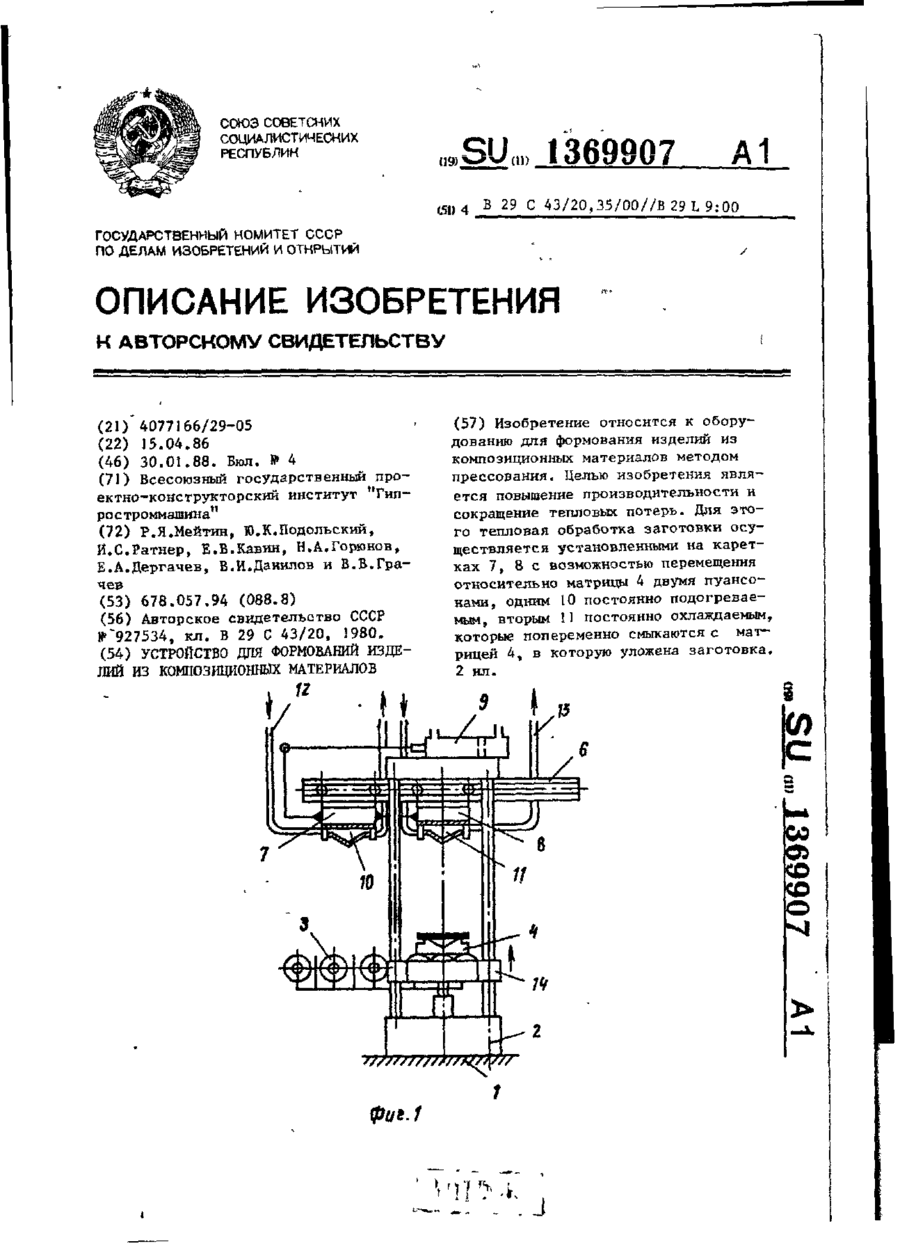
Устройство для формовании изделий из композиционных материалов, содержащее матрицу, два последовательно расположенных пуансона, каждый из которых смонтирован на тележке для перемещения по направляющим относительно матрицы, отличающееся тем, что, с целью повышения производительности и сокращения тепловых потерь, один пуансон выполнен постоянно обогреваемым, а другой - постоянно охлаждаемым.
Спосіб отвердження окремих ділянок заготовки верху взуття та пристрій для його здійснення
Номер патенту: 4003
Опубліковано: 27.12.1994
Автори: Вайнтруб Ірина Вольфівна, Мозер Георгій Едуардович, Пегловський Вячеслав Віталійович
МПК: A43D 11/00
Мітки: заготовки, ділянок, здійснення, пристрій, отвердження, окремих, верху, спосіб, взуття
Формула / Реферат:
1. Способ отверждения отдельных участков заготовки верха обуви, включающий нанесение термопластичного материалам его равномерное распределение на участке заготовки верха, отличающийся тем, что последний наносят по спирали от наружного контура отверждаемого участка к его середине.2. Устройство отверждения отдельных участков заготовки верха обуви, содержащее стол для укладки заготовок с механизмом зажима заготовки, дозатор для подачи...
Спосіб одержання вуглець-вуглецевих композиційних матеріалів та пристрій для його здійснення
Номер патенту: 5523
Опубліковано: 28.12.1994
Автори: Губор Віктор Володимирович, Фрич Олег Ігоревич, Плохий Анатолій Васильович, Селезньов Юрій Володимирович
МПК: C04B 35/52, C01B 31/02
Мітки: композиційних, пристрій, вуглець-вуглецевих, спосіб, матеріалів, здійснення, одержання
Формула / Реферат:
(57) 1. Способ получения углерод-углеродных композиционных материалов, включающий пропитку углеродсодержащего материала пироуглеродом путем нагрева его в среде углеводородов, отличающийся тем, что нагрев осуществляют за счет теплоты сжигания отходящих газов пиролиза.2. Устройство для получения углерод-углеродных композиционных материалов, содержащее обогреваемую реакционную камеру для пропитки изделий, снабженную средствами для подвода...
Спосіб гравітаційної класифікації сипучих матеріалів та пристрій для його здійснення
Номер патенту: 14655
Опубліковано: 20.01.1997
Автори: Римарчук Борис Іванович, Бобков Віктор Михайлович, Козлик Василь Іванович
МПК: B03B 4/00
Мітки: класифікації, здійснення, спосіб, гравітаційної, матеріалів, пристрій, сипучих
Формула / Реферат:
1. Способ гравитационной классификации сыпучих материалов, включающий создание из падающего разделяемого сыпучего материала и подсасываемого воздуха турбулентного гравитационного потока и отсасывание из последнего мелких частиц разделяемого материала посредством вакуума, отличающийся тем, что из части турбулентного гравитационного потока формируют поток пониженной турбулентности, а отсос мелких частиц ведут на границе перехода...
Екструдер для переробки термопластичних матеріалів
Номер патенту: 8835
Опубліковано: 30.09.1996
Автори: Волков Анатолій Олександрович, Іл'їн Вадим Григорович, Хусед Герман Іонасович
МПК: B29C 47/38
Мітки: переробки, екструдер, матеріалів, термопластичних
Формула / Реферат:
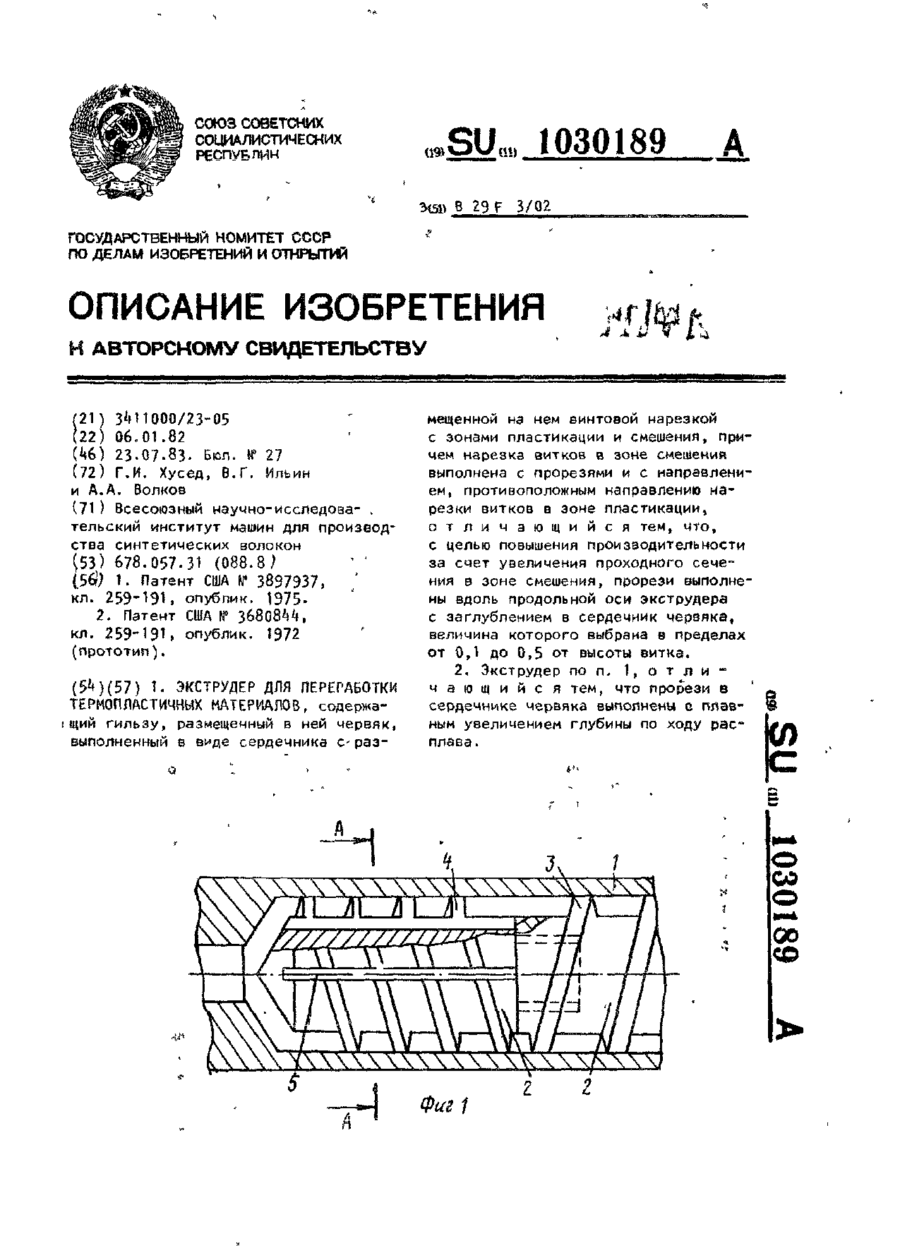
1. Экструдер для переработки термопластичных материалов, содержащий гильзу, размещенный в ней червяк, выполненный в виде сердечника с размещенной на нем винтовой нарезкой с зонами пластикации и смешения, причем нарезка витков в зоне смешения выполнена с прорезями и с направлением, противоположным направлению нарезки витков в зоне пластикации, отличающийся тем, что, с целью повышения производительности за счет увеличения проходного сечения в...
Попередній патент: Спосіб лікування вертеброгенної венозної попереково-крижової радікулоішеміі
Наступний патент: Редуктор
Випадковий патент: Спосіб лікування хворих на генералізований пародонтит і-іі ступеня важкості