Спосіб отвердження окремих ділянок заготовки верху взуття та пристрій для його здійснення
Номер патенту: 4003
Опубліковано: 27.12.1994
Автори: Мозер Георгій Едуардович, Пегловський Вячеслав Віталійович, Вайнтруб Ірина Вольфівна
Формула / Реферат
1. Способ отверждения отдельных участков заготовки верха обуви, включающий нанесение термопластичного материалам его равномерное распределение на участке заготовки верха, отличающийся тем, что последний наносят по спирали от наружного контура отверждаемого участка к его середине.
2. Устройство отверждения отдельных участков заготовки верха обуви, содержащее стол для укладки заготовок с механизмом зажима заготовки, дозатор для подачи термопластичного материала с устройством его нанесения, блок управления, отличающееся тем, что устройство для его нанесения выполнено в виде жестко закрепленных на каретке с двухкоординатным механизмом ее перемещений наносящих головок, а также содержит датчики положения каретки по двум координатам, одни из которых расположены на траверсе, а другие - на каркасе двухкоординатного механизма, задатчики траектории перемещения наносящих головок и растовочно-полнотного ассортимента, подключенных ко входам блока управления, электрически связанного с двухкоординатным механизмом.
Текст
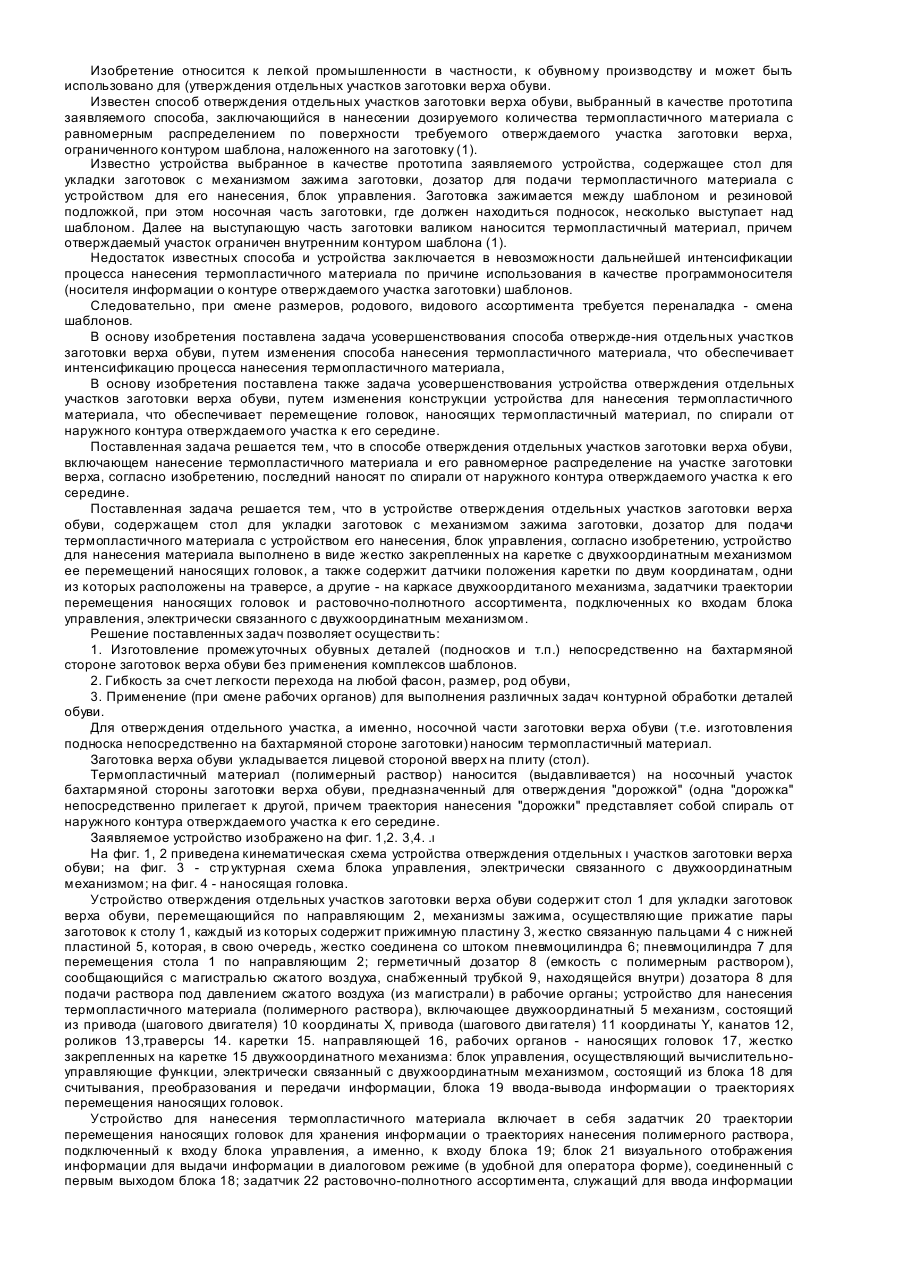
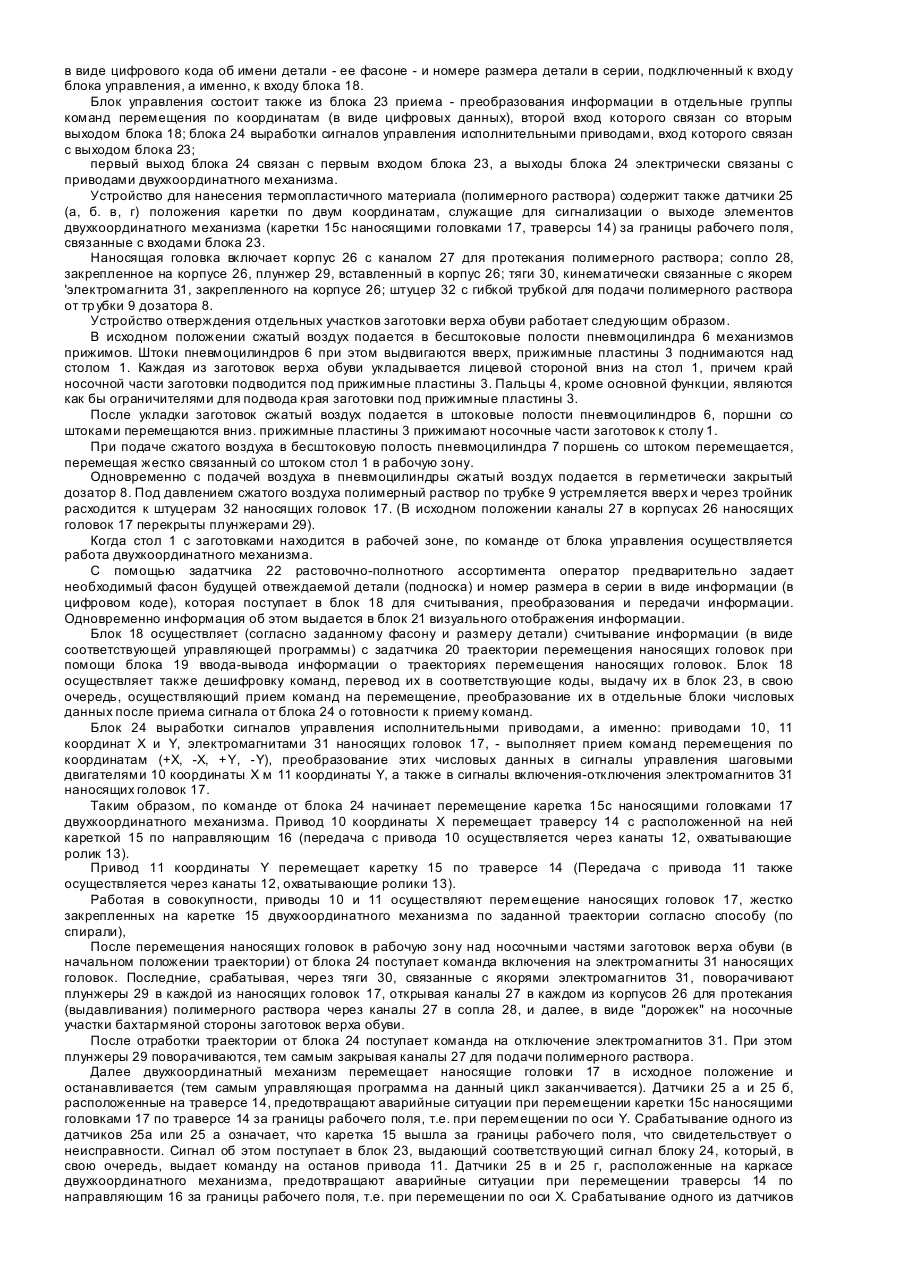
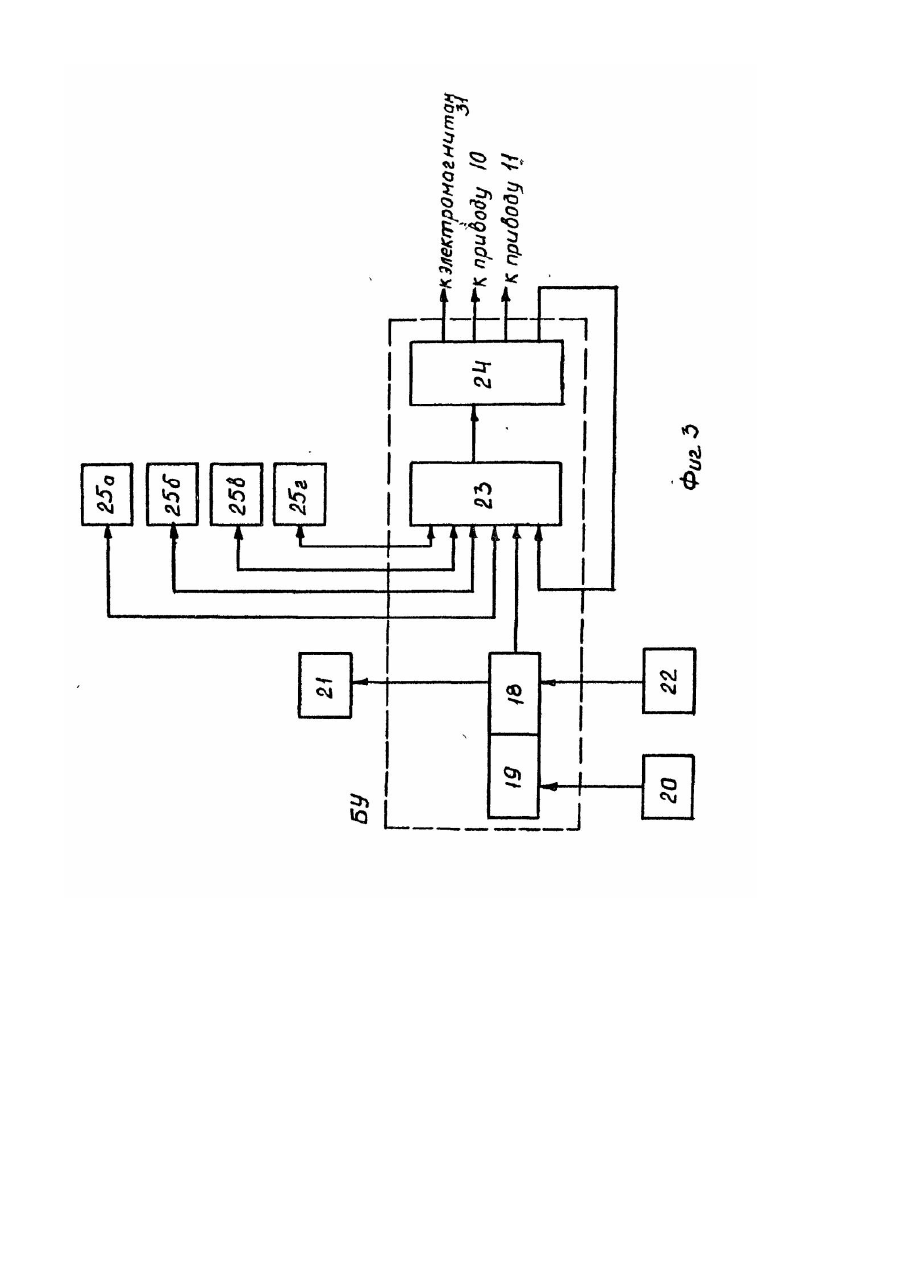
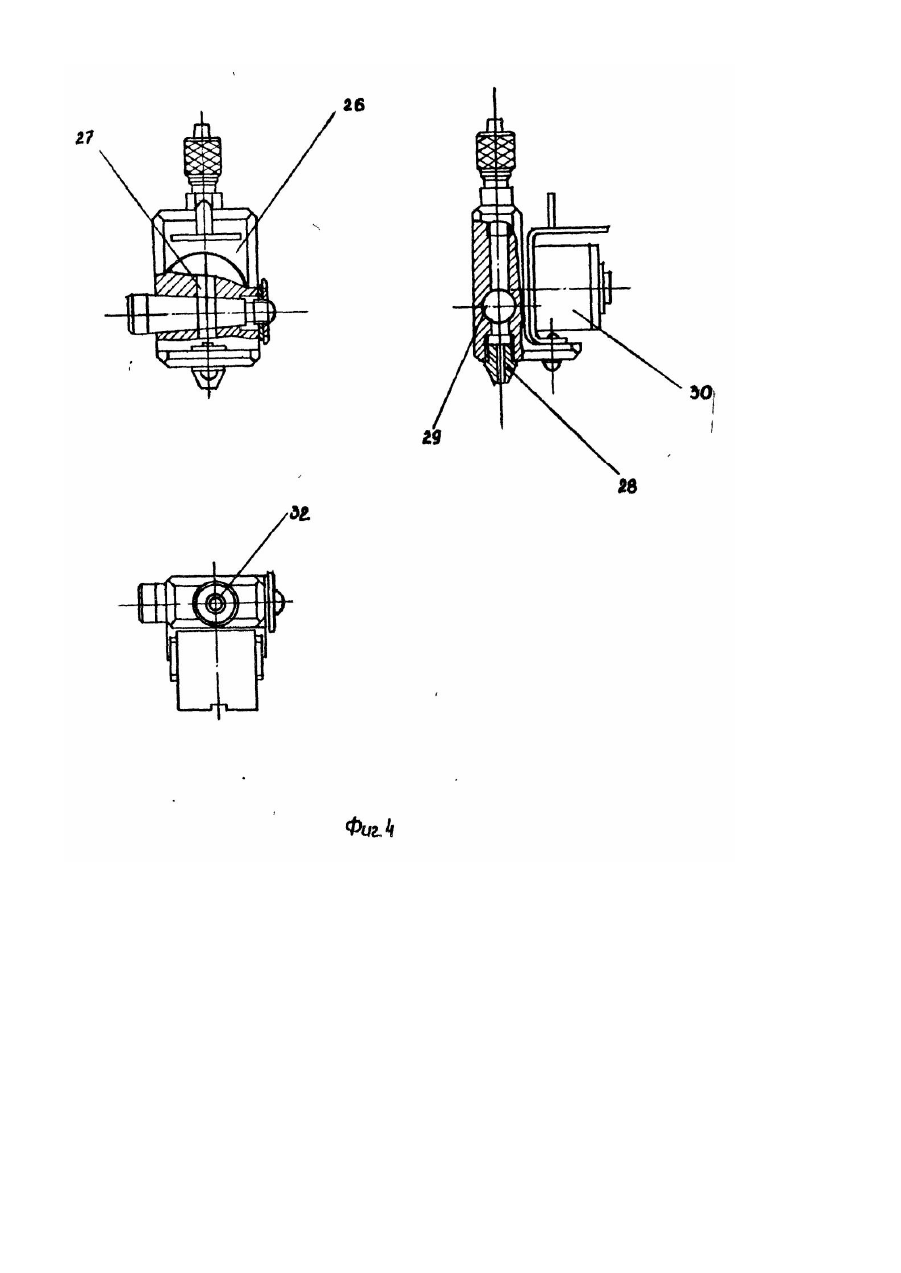
Изобретение относится к легкой промышленности в частности, к обувному производству и может быть использовано для (утверждения отдельных участков заготовки верха обуви. Известен способ отверждения отдельных участков заготовки верха обуви, выбранный в качестве прототипа заявляемого способа, заключающийся в нанесении дозируемого количества термопластичного материала с равномерным распределением по поверхности требуемого отверждаемого участка заготовки верха, ограниченного контуром шаблона, наложенного на заготовку (1). Известно устройства выбранное в качестве прототипа заявляемого устройства, содержащее стол для укладки заготовок с механизмом зажима заготовки, дозатор для подачи термопластичного материала с устройством для его нанесения, блок управления. Заготовка зажимается между шаблоном и резиновой подложкой, при этом носочная часть заготовки, где должен находиться подносок, несколько выступает над шаблоном. Далее на выступающую часть заготовки валиком наносится термопластичный материал, причем отверждаемый участок ограничен внутренним контуром шаблона (1). Недостаток известных способа и устройства заключается в невозможности дальнейшей интенсификации процесса нанесения термопластичного материала по причине использования в качестве программоносителя (носителя информации о контуре отверждаемого участка заготовки) шаблонов. Следовательно, при смене размеров, родового, видового ассортимента требуется переналадка - смена шаблонов. В основу изобретения поставлена задача усовершенствования способа отвержде-ния отдельных участков заготовки верха обуви, п утем изменения способа нанесения термопластичного материала, что обеспечивает интенсификацию процесса нанесения термопластичного материала, В основу изобретения поставлена также задача усовершенствования устройства отверждения отдельных участков заготовки верха обуви, путем изменения конструкции устройства для нанесения термопластичного материала, что обеспечивает перемещение головок, наносящих термопластичный материал, по спирали от наружного контура отверждаемого участка к его середине. Поставленная задача решается тем, что в способе отверждения отдельных участков заготовки верха обуви, включающем нанесение термопластичного материала и его равномерное распределение на участке заготовки верха, согласно изобретению, последний наносят по спирали от наружного контура отверждаемого участка к его середине. Поставленная задача решается тем, что в устройстве отверждения отдельных участков заготовки верха обуви, содержащем стол для укладки заготовок с механизмом зажима заготовки, дозатор для подачи термопластичного материала с устройством его нанесения, блок управления, согласно изобретению, устройство для нанесения материала выполнено в виде жестко закрепленных на каретке с двухкоординатным механизмом ее перемещений наносящих головок, а также содержит датчики положения каретки по двум координатам, одни из которых расположены на траверсе, а другие - на каркасе двухкоордитаного механизма, задатчики траектории перемещения наносящих головок и растовочно-полнотного ассортимента, подключенных ко входам блока управления, электрически связанного с двухкоординатным механизмом. Решение поставленных задач позволяет осуществи ть: 1. Изготовление промежуточных обувных деталей (подносков и т.п.) непосредственно на бахтармяной стороне заготовок верха обуви без применения комплексов шаблонов. 2. Гибкость за счет легкости перехода на любой фасон, размер, род обуви, 3. Применение (при смене рабочих органов) для выполнения различных задач контурной обработки деталей обуви. Для отверждения отдельного участка, а именно, носочной части заготовки верха обуви (т.е. изготовления подноска непосредственно на бахтармяной стороне заготовки) наносим термопластичный материал. Заготовка верха обуви укладывается лицевой стороной вверх на плиту (стол). Термопластичный материал (полимерный раствор) наносится (выдавливается) на носочный участок бахтармяной стороны заготовки верха обуви, предназначенный для отверждения "дорожкой" (одна "дорожка" непосредственно прилегает к другой, причем траектория нанесения "дорожки" представляет собой спираль от наружного контура отверждаемого участка к его середине. Заявляемое устройство изображено на фиг. 1,2. 3,4. .ι На фиг. 1, 2 приведена кинематическая схема устройства отверждения отдельных ι участков заготовки верха обуви; на фиг. 3 - стр уктурная схема блока управления, электрически связанного с двухкоординатным механизмом; на фиг. 4 - наносящая головка. Устройство отверждения отдельных участков заготовки верха обуви содержит стол 1 для укладки заготовок верха обуви, перемещающийся по направляющим 2, механизмы зажима, осуществляющие прижатие пары заготовок к столу 1, каждый из которых содержит прижимную пластину 3, жестко связанную пальцами 4 с нижней пластиной 5, которая, в свою очередь, жестко соединена со штоком пневмоцилиндра 6; пневмоцилиндра 7 для перемещения стола 1 по направляющим 2; герметичный дозатор 8 (емкость с полимерным раствором), сообщающийся с магистралью сжатого воздуха, снабженный трубкой 9, находящейся внутри) дозатора 8 для подачи раствора под давлением сжатого воздуха (из магистрали) в рабочие органы; устройство для нанесения термопластичного материала (полимерного раствора), включающее двухкоординатный 5 механизм, состоящий из привода (шагового двигателя) 10 координаты X, привода (шагового дви гателя) 11 координаты Υ, канатов 12, роликов 13,траверсы 14. каретки 15. направляющей 16, рабочих органов - наносящих головок 17, жестко закрепленных на каретке 15 двухкоординатного механизма: блок управления, осуществляющий вычислительноуправляющие функции, электрически связанный с двухкоординатным механизмом, состоящий из блока 18 для считывания, преобразования и передачи информации, блока 19 ввода-вывода информации о траекториях перемещения наносящих головок. Устройство для нанесения термопластичного материала включает в себя задатчик 20 траектории перемещения наносящих головок для хранения информации о траекториях нанесения полимерного раствора, подключенный к входу блока управления, а именно, к входу блока 19; блок 21 визуального отображения информации для выдачи информации в диалоговом режиме (в удобной для оператора форме), соединенный с первым выходом блока 18; задатчик 22 растовочно-полнотного ассортимента, служащий для ввода информации в виде цифрового кода об имени детали - ее фасоне - и номере размера детали в серии, подключенный к входу блока управления, а именно, к входу блока 18. Блок управления состоит также из блока 23 приема - преобразования информации в отдельные группы команд перемещения по координатам (в виде цифровых данных), второй вход которого связан со вторым выходом блока 18; блока 24 выработки сигналов управления исполнительными приводами, вход которого связан с выходом блока 23; первый выход блока 24 связан с первым входом блока 23, а выходы блока 24 электрически связаны с приводами двухкоординатного механизма. Устройство для нанесения термопластичного материала (полимерного раствора) содержит также датчики 25 (а, б. в, г) положения каретки по двум координатам, служащие для сигнализации о выходе элементов двухкоординатного механизма (каретки 15с наносящими головками 17, траверсы 14) за границы рабочего поля, связанные с входами блока 23. Наносящая головка включает корпус 26 с каналом 27 для протекания полимерного раствора; сопло 28, закрепленное на корпусе 26, плунжер 29, вставленный в корпус 26; тяги 30, кинематически связанные с якорем 'электромагнита 31, закрепленного на корпусе 26; штуцер 32 с гибкой трубкой для подачи полимерного раствора от тр убки 9 дозатора 8. Устройство отверждения отдельных участков заготовки верха обуви работает следующим образом. В исходном положении сжатый воздух подается в бесштоковые полости пневмоцилиндра 6 механизмов прижимов. Штоки пневмоцилиндров 6 при этом выдвигаются вверх, прижимные пластины 3 поднимаются над столом 1. Каждая из заготовок верха обуви укладывается лицевой стороной вниз на стол 1, причем край носочной части заготовки подводится под прижимные пластины 3. Пальцы 4, кроме основной функции, являются как бы ограничителями для подвода края заготовки под прижимные пластины 3. После укладки заготовок сжатый воздух подается в штоковые полости пневмоцилиндров 6, поршни со штоками перемещаются вниз. прижимные пластины 3 прижимают носочные части заготовок к столу 1. При подаче сжатого воздуха в бесштоковую полость пневмоцилиндра 7 поршень со штоком перемещается, перемещая жестко связанный со штоком стол 1 в рабочую зону. Одновременно с подачей воздуха в пневмоцилиндры сжатый воздух подается в герметически закрытый дозатор 8. Под давлением сжатого воздуха полимерный раствор по трубке 9 устремляется вверх и через тройник расходится к штуцерам 32 наносящих головок 17. (В исходном положении каналы 27 в корпусах 26 наносящих головок 17 перекрыты плунжерами 29). Когда стол 1 с заготовками находится в рабочей зоне, по команде от блока управления осуществляется работа двухкоординатного механизма. С помощью задатчика 22 растовочно-полнотного ассортимента оператор предварительно задает необходимый фасон будущей отвеждаемой детали (подноска) и номер размера в серии в виде информации (в цифровом коде), которая поступает в блок 18 для считывания, преобразования и передачи информации. Одновременно информация об этом выдается в блок 21 визуального отображения информации. Блок 18 осуществляет (согласно заданному фасону и размеру детали) считывание информации (в виде соответствующей управляющей программы) с задатчика 20 траектории перемещения наносящих головок при помощи блока 19 ввода-вывода информации о траекториях перемещения наносящих головок. Блок 18 осуществляет также дешифровку команд, перевод их в соответствующие коды, выдачу их в блок 23, в свою очередь, осуществляющий прием команд на перемещение, преобразование их в отдельные блоки числовых данных после приема сигнала от блока 24 о готовности к приему команд. Блок 24 выработки сигналов управления исполнительными приводами, а именно: приводами 10, 11 координат X и Υ, электромагнитами 31 наносящих головок 17, - выполняет прием команд перемещения по координатам (+Х, -Χ, +Υ, -Υ), преобразование этих числовых данных в сигналы управления шаговыми двигателями 10 координаты Χ м 11 координаты Υ, а также в сигналы включения-отключения электромагнитов 31 наносящих головок 17. Таким образом, по команде от блока 24 начинает перемещение каретка 15с наносящими головками 17 двухкоординатного механизма. Привод 10 координаты Χ перемещает траверсу 14 с расположенной на ней кареткой 15 по направляющим 16 (передача с привода 10 осуществляется через канаты 12, охватывающие ролик 13). Привод 11 координаты Υ перемещает каретку 15 по траверсе 14 (Передача с привода 11 также осуществляется через канаты 12, охватывающие ролики 13). Работая в совокупности, приводы 10 и 11 осуществляют перемещение наносящих головок 17, жестко закрепленных на каретке 15 двухкоординатного механизма по заданной траектории согласно способу (по спирали), После перемещения наносящих головок в рабочую зону над носочными частями заготовок верха обуви (в начальном положении траектории) от блока 24 поступает команда включения на электромагниты 31 наносящих головок. Последние, срабатывая, через тяги 30, связанные с якорями электромагнитов 31, поворачивают плунжеры 29 в каждой из наносящих головок 17, открывая каналы 27 в каждом из корпусов 26 для протекания (выдавливания) полимерного раствора через каналы 27 в сопла 28, и далее, в виде "дорожек" на носочные участки бахтармяной стороны заготовок верха обуви. После отработки траектории от блока 24 поступает команда на отключение электромагнитов 31. При этом плунжеры 29 поворачиваются, тем самым закрывая каналы 27 для подачи полимерного раствора. Далее двухкоординатный механизм перемещает наносящие головки 17 в исходное положение и останавливается (тем самым управляющая программа на данный цикл заканчивается). Датчики 25 а и 25 б, расположенные на траверсе 14, предотвращают аварийные ситуации при перемещении каретки 15с наносящими головками 17 по траверсе 14 за границы рабочего поля, т.е. при перемещении по оси Υ. Срабатывание одного из датчиков 25а или 25 а означает, что каретка 15 вышла за границы рабочего поля, что свидетельствует о неисправности. Сигнал об этом поступает в блок 23, выдающий соответствующий сигнал блоку 24, который, в свою очередь, выдает команду на останов привода 11. Датчики 25 в и 25 г, расположенные на каркасе двухкоординатного механизма, предотвращают аварийные ситуации при перемещении траверсы 14 по направляющим 16 за границы рабочего поля, т.е. при перемещении по оси X. Срабатывание одного из датчиков 25 в или 25 г означает, что траверса 14 вышла за границы рабочего поля, что свидетельствует о неисправности сигнал об этом поступает в блок 23, выдающий соответствующий сигнал блоку 24, который, в свою очередь, выдает команду на останов привода 10. После остановки двухкоординатного механизма устройства для нанесения термопластичного материала сжатый воздух подается в штоковую полость пневмоцилин-дра 7, поршень со штоком перемещается, перемещая жестко связанный со штоком стол 1 в исходное положение. Далее сжатый воздух подается в бесштоковые полости пневмоцилиндров 6 механизмов зажимов. Штоки пневмоцилиндров 6, при этом перемещаются вверх, прижимные пластины 3 поднимаются над столом каретки. Готовые заготовки с отвержденными участками снимаются и взамен укладываются новые заготовки.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for solidification of separate areas of shoe upper blank
Автори англійськоюVaintrub Iryna Volfivna, Pehlovskyi Viacheslav Vitaliiovych, Mozer Heorhii Eduardovych
Назва патенту російськоюСпособ отверждения отдельных участков заготовки верха обуви и устройство для его осуществления
Автори російськоюВайнтруб Ирина Вольфовна, Пегловский Вячеслав Витальевич, Мозер Георгий Эдуардович
МПК / Мітки
МПК: A43D 11/00
Мітки: отвердження, заготовки, пристрій, спосіб, взуття, здійснення, ділянок, верху, окремих
Код посилання
<a href="https://ua.patents.su/6-4003-sposib-otverdzhennya-okremikh-dilyanok-zagotovki-verkhu-vzuttya-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб отвердження окремих ділянок заготовки верху взуття та пристрій для його здійснення</a>
Пристрій для термообробки верху взуття
Номер патенту: 3790
Опубліковано: 27.12.1994
Автори: Діденко Наталія Никодимівна, Сидоренко Валерій Семенович, Пегловський Вячеслав Віталійович, Петросюк Михайло Іванович
МПК: A43D 11/00
Мітки: взуття, верху, термообробки, пристрій
Формула / Реферат:
Устройство для термообработки верха обуви, содержащее рабочую камеру с расположенными в нижней стенке загрузочным окном и крышкой, систему нагревателей, генератор рабочей среды и механизм загрузки - выгрузки заготовок в рабочую камеру, включающий силовой цилиндр, шток которого соединен с крышкой, отличающееся тем, что оно имеет шарнирно-рычажный механизм с параллельными кривошипами для закрепления вдоль его шатуна крышки камеры, а механизм...
Літнє відкрите взуття
Номер патенту: 3377
Опубліковано: 27.12.1994
Автори: Мальгінова Надія Нарцизівна, Ткаченко Ольга Станіславівна, Ліпогравська Зоя Львівна, Поремська Наталія Федорівна, Круглова Ганна Іванівна, Олійникова Валентина Василівна, Козимко Валентина Анатольївна
Мітки: взуття, літнє, відкрите
Формула / Реферат:
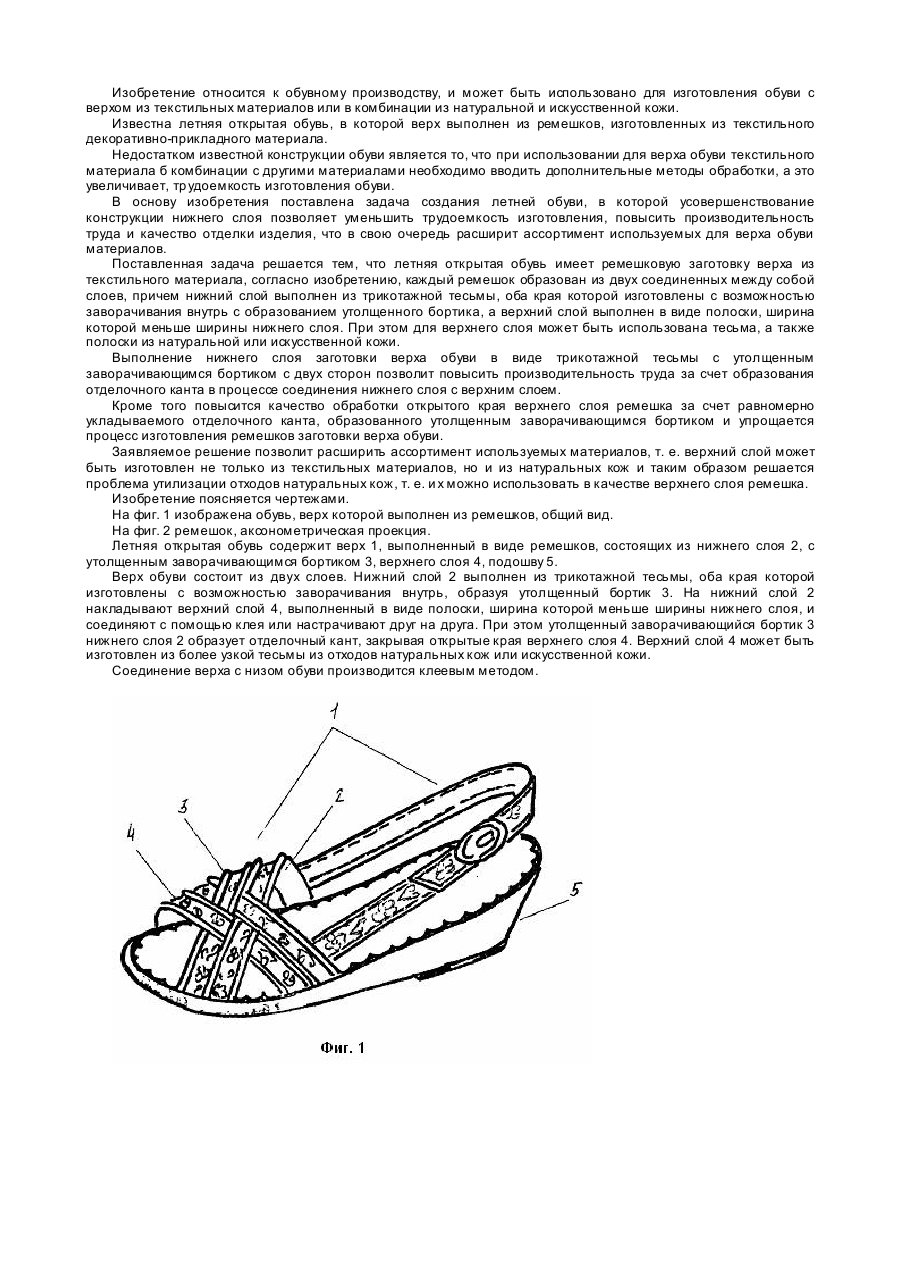
Летняя открытая обувь, включающая ремешковую заготовку верха из текстильного материала, отличающаяся тем, что каждый ремешок образован из двух соединенных между собой слоев, при этом нижний слой выполнен из трикотажной тесьмы, оба края которой изготовлены с возможностью заворачивания внутрь с образованием утолщенного бортика, а верхний слой выполнен в виде полоски, ширина которой меньше ширины нижнего слоя.
Пристрій для узування та зняття взуття
Номер патенту: 2539
Опубліковано: 26.12.1994
Автор: Дьяченко Костянтин Іванович
МПК: A47G 25/00
Мітки: пристрій, взуття, узування, зняття
Формула / Реферат:
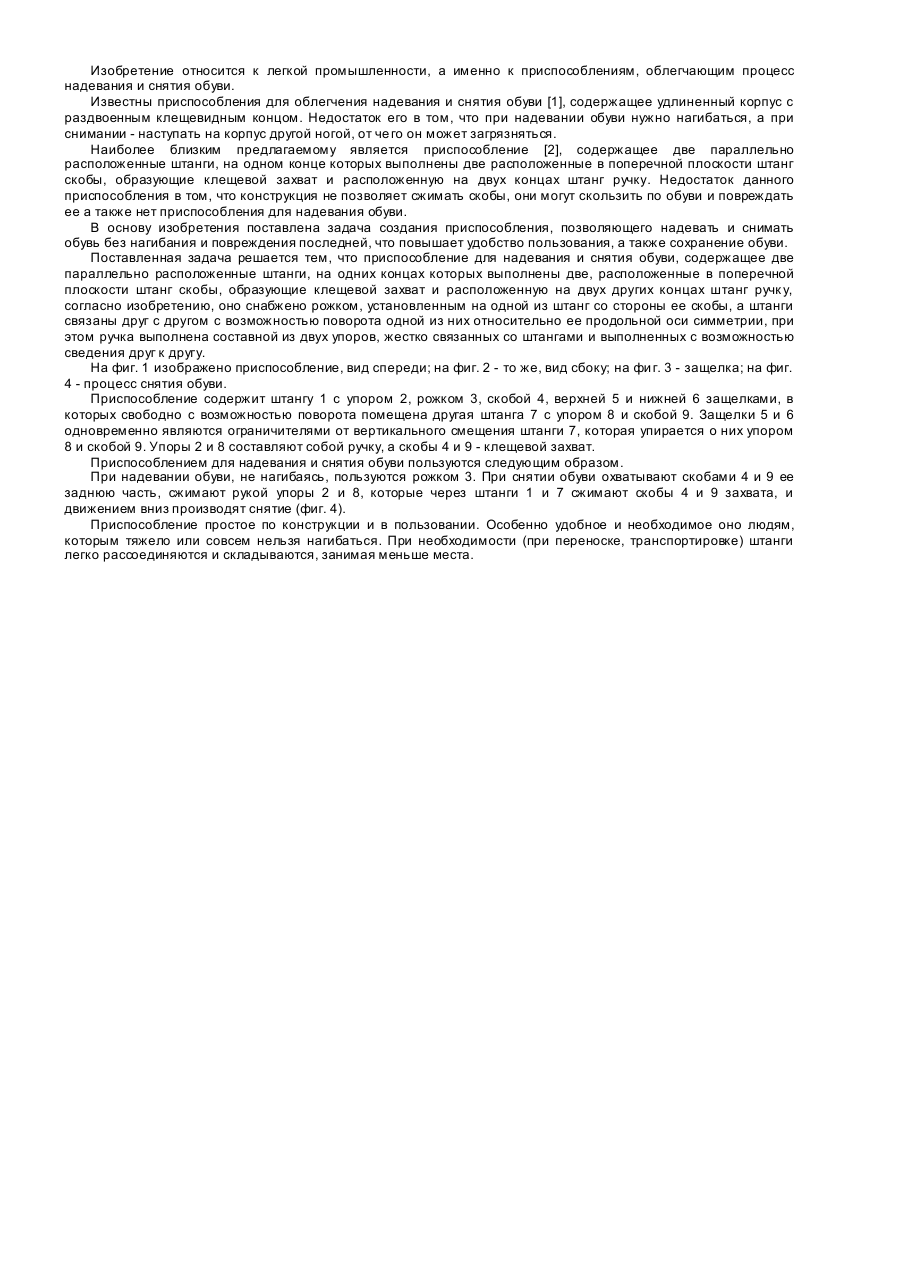
Приспособление для надевания и снятия обуви, содержащее две параллельно расположенные штанги, на одних концах которых выполнены две, расположенные в поперечной плоскости штанг скобы, образующие клещевой захват и расположенную на двух концах штанг ручку, отличающееся тем, что оно снабжено рожком, установленным на одной из штанг со стороны ее скобы, а штанги связаны друг с другом с возможностью поворота одной из них относительно ее продольной...
Спосіб реєстрації температури поверхні прокату та пристрій для його здійснення
Номер патенту: 939
Опубліковано: 15.12.1993
Автори: Брежнєв Леонід Іванович, Бельский Олег Іванович
Мітки: поверхні, пристрій, здійснення, температури, спосіб, прокату, реєстрації
Формула / Реферат:
1. Способ регистрации температуры поверхности проката, заключающийся в измерении и запоминании максимального значения прерываемого сигнала температуры излучения и регистрации температуры, отличающийся тем, что, с целью улучшения качества контроля нагрева металла для станов, работающих с одного подогрева в едином потоке металла с блюмингом, осуществляют идентификацию сигнала температуры поверхности конца прокатки посредством контроля...
Спосіб автоматичного управління процесом сгущення та пристрій для його здійснення
Номер патенту: 3190
Опубліковано: 26.12.1994
Автори: Золотарьов Олександр Іванович, Ульшин Віталій Олександрович, Лопаєнко Олексій Федорович, Кіпа Володимир Кіндратович
МПК: B01D 21/00
Мітки: спосіб, здійснення, сгущення, автоматичного, процесом, управління, пристрій
Формула / Реферат:
1. Способ автоматического управления процессом сгущения путем регулирования расхода флокулянта, подаваемого в сгуститель, по весовому расходу твердого в исходной пульпе при стабилизации содержания твердого в сгущенном продукте изменением его расхода, отличающийся тем, что измеряют текущее значение высоты осветленного слоя, задают верхнее и нижнее предельные его значения, расход флокулянта корректируют пропорционально положительному отклонению...
Попередній патент: Еластична шина
Наступний патент: Спосіб детонаційного нанесення покриттів
Випадковий патент: Очисник головок коренеплодів