Суміш для виготовлення ливарних стержнів та форм
Номер патенту: 21358
Опубліковано: 02.12.1997
Автори: Луньова Надія Аксентіївна, Ятло Валентина Григорівна, Яковлєв Микола Кирилович, Свєтікова Зоя Василівна, Гендлер Леонід Шмульович, Асєєв Володимир Дмитрович, Файвелович Євгенія Семенівна, Василенко Олександр Сергійович, Шаульський Леонід Васильович, Клемчук Людмила Володимирівна
Формула / Реферат
1. Смесь для изготовления литейных стержней и форм, включающая фосфатное связующее, кварцевый песок, воду, глицерин и технологическую добавку, отличающаяся тем, что она в качестве технологической добавки дополнительно содержит железный сурик и олеиновую кислоту при следующем соотношении компонентов, мас.%:
Фосфатное связующее 2,5-5,5
Вода 0,5- 3,0
Глицерин 0,01-0,3
Железный сурик 0,2-2,0
Олеиновая кислота 0,01-0,5
Кварцевый песок Остальное
2. Смесь по п. 1, отличающаяся тем, что в качестве фосфатного связующего она содержит алюмохромофосфатное связующее или алюмоборофосфатный концентрат.
Текст
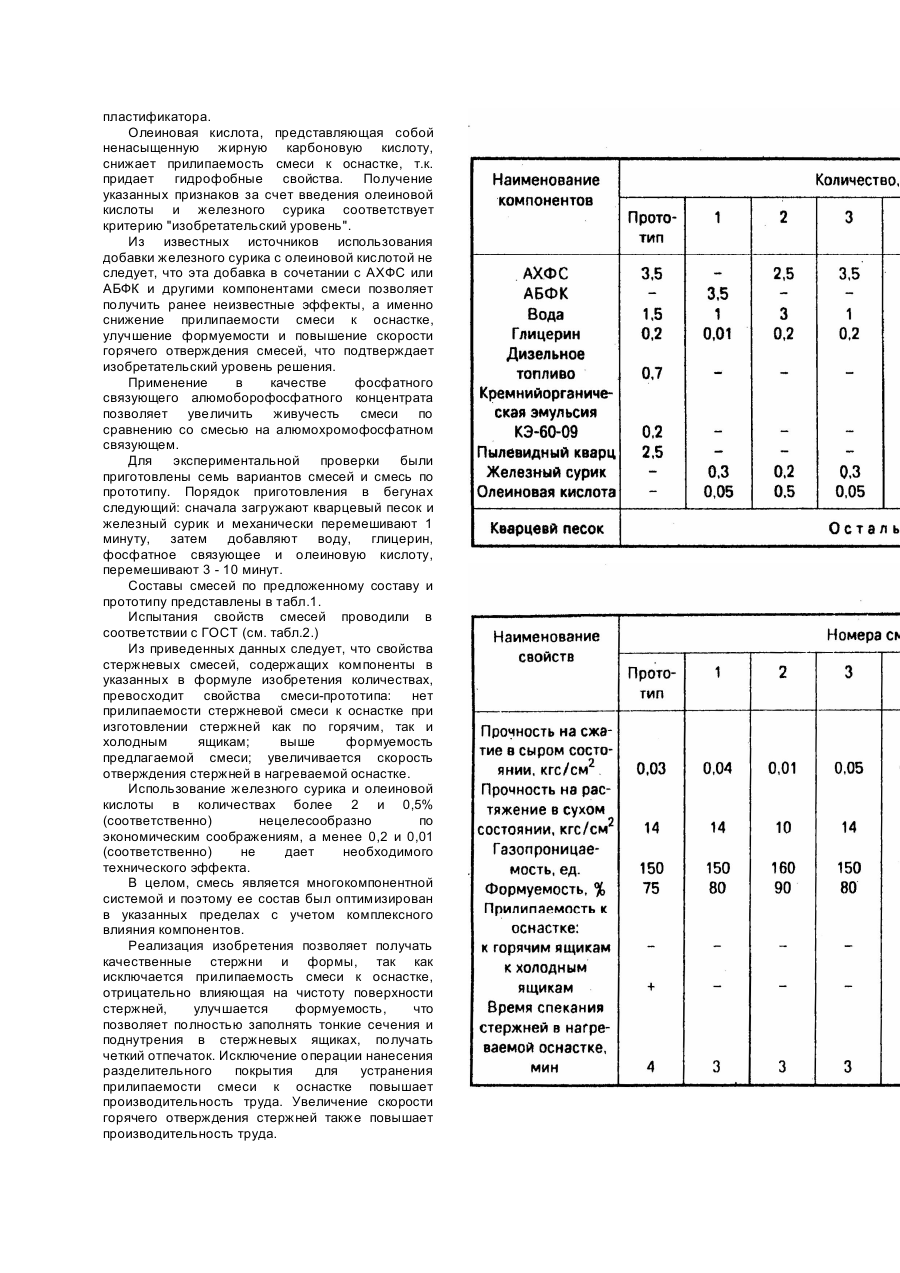
Изобретение относится к литейному производству и может быть использовано для получения отливок из чугуна, стали и цветных металлов. Известно множество стержневых и формовочных смесей на основе органических и неорганических материалов: лигносульфонатах, жидком стекле, синтетических смолах, фосфатах и др. Широкое применение получили смеси с жидким стеклом из-за их недефицитности, дешевизны и нетоксичности. Однако, затруднительны их выбиваемость и регенерируемость. Смеси на лигносульфонатах дешевы и недефицитны, однако имеют нестабильные свойства, что связано с нестабильностью свойств самих связующих. Смеси с синтетическими смолами позволяют получать высокопрочные стержни и формы, однако эти связующие дороги, имеют малую термостойкость и выделяют токсичные вещества. Наиболее перспективными являются металлофосфатные связующие, так как обеспечивают стержням и формам высокую термостойкость, достаточную прочность и удовлетворительные санитарно-гигиенические условия труда. Они открывают возможность внедрения в литейных цехах ресурсосберегающей технологии, поскольку возможно многократное использование отработанной смеси. Известна смесь для изготовления литейных стержней на фосфатных связующих, включающая, мас.%: алюмохромофосфатное связующее - 2,0 2,3; глицерин - 0,5 - 10 и огнеупорный наполнитель - остальное. Применение этой смеси возможно только при изготовлении стрежней вручную, так как смесь имеет высокую прочность в сыром состоянии и изза этого не может быть использована для изготовления стержней на пескодувных и пескострельных машинах. Известна смесь для изготовления литейных стержней в нагреваемой оснастке, включающая (мас.%) алюмохромфосфатное связующее - 2,8 3,6; глицерин - 0,2 - 0,3; водную композицию полиокса - 1,7 - 2,5; пылевидный кварц - 1,6 - 2,4 и кварцевый песок - остальное. Недостатком смеси является ее повышенная прилипаемость к оснастке. Известна смесь, включающая глину 8,0 - 12,0; уголь каменный молотый 1,5 - 5,0; воду 3,0 - 3,5; алюмохромофосфатное связующее 0,5 - 2,0; четвертичную аммониевую соль полигликолевых эфиров алкилфенолов 0,2 - 0,5 и огнеупорный наполнитель (основа). Смесь имеет недостаток, аналогичный смеси, описанной ранее. Известна смесь для изготовления литейных стержней и форм в нагреваемой оснастке, включающая, мас.%: Связующее на основе фосфатов алюминия 2-4 Полиэлектролит(поли-N,Nдиметил 3,5диметиленперидинийхлорид) 0,2 - 0,7 Кварцевый песок Остальное Смесь имеет низкую живучесть и повышенную сырую прочность, т.е. использование ее ограничено. Наиболее близкой к предлагаемому составу по технической сущности является смесь, включающая, мас.%: Алюмохромофосфатное связующее, ТУ 6 - 18 - 166 - 83 2,5 - 5,5 Вода, ГОСТ 2874 - 82 0,5 - 3,0 Дизельное топливо, ГОСТ 305 - 82 0,3 - 1,0 Кремнийорганическая эмульсия КЭ-60 - 09, ТУ 6 - 02 0,1 - 0,2 - 85874 Глицерин, ГОСТ 6259 - 75 0,1 - 0,3 Пылевидный кварц, ГОСТ 2138 - 74 2-3 Кварцевый песок, ГОСТ 9077 82 Остальное Смесь имеет незначительную прилипаемость к оснастке по сравнению с вышеперечисленными смесями, в частности при изготовлении стержней по нагреваемой оснастке, однако при изготовлении стержней вручную (особенно при работе с холодными металлическими ящиками) прилипаемость имеет место, в результате чего на стержневые ящики необходимо наносить разделительное покрытие. Это приводит к снижению производительности труда и качества стержней. Заявляемое решение направлено на улучшение технологических свойств смеси; увеличение формуемости и снижение прилипаемости смеси к оснастке, а также повышение скорости отверждения стержней при их сушке. Сущность решения в том, что имея общую с прототипом основу, состоящую из фосфатного связующего, воды, глицерина и кварцевого песка, стержневая смесь имеет технологическую добавку: железный сурик с олеиновой кислотой при следующем соотношении компонентов, мас.%: Фосфатное связующее 2,5 - 5,5 Вода 0,5 - 3,0 Глицерин 0,01 - 0,3 Железный сурик 0,2 - 2,0 Олеиновая кислота 0,01 - 0,5 Кварцевый песок Остальное Кроме того, в прототипе в качестве фосфатного связующего применяется алюмохромфосфатное, а в предлагаемом решении можно использовать и алюмоборофосфатный концентрат. Сопоставительный анализе прототипом позволяет сделать вывод, что заявляемое решение отличается введением новых компонентов - железного сурика и олеиновой кислоты, а также алюмоборофосфатного концентрата, что позволяет сделать вывод о соответствии критерию "новизна". Известно применение железного сурика в лакокрасочных материалах как пигмент для получения свето-, щелоче- и кислотостойких покрытий. Применение в составе смеси железного сурика позволяет увеличить формуемость смеси, так как является тонкодисперсным материалом. Основной компонент железного сурика - оксид железа Fe2O3 увеличивает теплопроводность смеси, за счет чего увеличивается скорость отверждения стержней при их сушке, т.е. сокращается время сушки. Олеиновую кислоту применяют для получения лакокрасочных материалов в качестве пластификатора. Олеиновая кислота, представляющая собой ненасыщенную жирную карбоновую кислоту, снижает прилипаемость смеси к оснастке, т.к. придает гидрофобные свойства. Получение указанных признаков за счет введения олеиновой кислоты и железного сурика соответствует критерию "изобретательский уровень". Из известных источников использования добавки железного сурика с олеиновой кислотой не следует, что эта добавка в сочетании с АХФС или АБФК и другими компонентами смеси позволяет получить ранее неизвестные эффекты, а именно снижение прилипаемости смеси к оснастке, улучшение формуемости и повышение скорости горячего отверждения смесей, что подтверждает изобретательский уровень решения. Применение в качестве фосфатного связующего алюмоборофосфатного концентрата позволяет увеличить живучесть смеси по сравнению со смесью на алюмохромофосфатном связующем. Для экспериментальной проверки были приготовлены семь вариантов смесей и смесь по прототипу. Порядок приготовления в бегунах следующий: сначала загружают кварцевый песок и железный сурик и механически перемешивают 1 минуту, затем добавляют воду, глицерин, фосфатное связующее и олеиновую кислоту, перемешивают 3 - 10 минут. Составы смесей по предложенному составу и прототипу представлены в табл.1. Испытания свойств смесей проводили в соответствии с ГОСТ (см. табл.2.) Из приведенных данных следует, что свойства стержневых смесей, содержащих компоненты в указанных в формуле изобретения количествах, превосходит свойства смеси-прототипа: нет прилипаемости стержневой смеси к оснастке при изготовлении стержней как по горячим, так и холодным ящикам; выше формуемость предлагаемой смеси; увеличивается скорость отверждения стержней в нагреваемой оснастке. Использование железного сурика и олеиновой кислоты в количествах более 2 и 0,5% (соответственно) нецелесообразно по экономическим соображениям, а менее 0,2 и 0,01 (соответственно) не дает необходимого технического эффекта. В целом, смесь является многокомпонентной системой и поэтому ее состав был оптимизирован в указанных пределах с учетом комплексного влияния компонентов. Реализация изобретения позволяет получать качественные стержни и формы, так как исключается прилипаемость смеси к оснастке, отрицательно влияющая на чистоту поверхности стержней, улучшается формуемость, что позволяет полностью заполнять тонкие сечения и поднутрения в стержневых ящиках, получать четкий отпечаток. Исключение операции нанесения разделительного покрытия для устранения прилипаемости смеси к оснастке повышает производительность труда. Увеличение скорости горячего отверждения стержней также повышает производительность труда.
ДивитисяДодаткова інформація
Назва патенту англійськоюMixture for producing of cores and molds
Автори англійськоюKlemchuk Liudmyla Volodymyrivna, Hendler Leonid Shmuliovych, Vasylenko Oleksandr Serhiyovych, Yatlo Valentyna Hryhorivna, Shaulskyi Leonid Vasyliovych, Asieev Volodymyr Dmytrovych, Svietikova Zoia Vasylivna, Faivelovych Yevhenia Semenivna, Yakovliev Mykola Kyrylovych
Назва патенту російськоюСмесь для изготовления литейных стержней и форм
Автори російськоюКлемчук Людмила Владимировна, Гендлер Леонид Шмулевич, Василенко Александр Сергеевич, Ятло Валентина Григорьевна, Шаульский Леонид Васильевич, Асеев Владимир Дмитриевич, Светикова Зоя Васильевна, Файвелович Евгения Семеновна, Яковлев Николай Кириллович
МПК / Мітки
МПК: B22C 1/00
Мітки: суміш, форм, стержнів, виготовлення, ливарних
Код посилання
<a href="https://ua.patents.su/2-21358-sumish-dlya-vigotovlennya-livarnikh-sterzhniv-ta-form.html" target="_blank" rel="follow" title="База патентів України">Суміш для виготовлення ливарних стержнів та форм</a>
Вогнетривка суміш для ливарних форм ювелірних виробів
Номер патенту: 1906
Опубліковано: 20.12.1994
Автори: Купряков Ювеналій Прокопович, Литвиненко Дмитро Мартинович, Мартиненко Сергій Анатолієвич, Воловик Валерій Володимирович, Шелюх Олег Олексійович, Єрмоленко Юрій Іванович, Плющ Віктор Григорович
МПК: B22C 1/00
Мітки: ювелірних, форм, виробів, ливарних, вогнетривка, суміш
Формула / Реферат:
Огнеупорная смесь для литейных форм ювелирных изделий, содержащая высококремнеземистый наполнитель, нормально- и быстротвердеющий гипс, воду, отличающаяся тем, что, в качестве высококремнеземистого наполнителя смесь содержит термообработанный при 1500...1550°С кварцевый песок при следующем соотношении ингредиентов, в мас. %: Кварцевый песок, термообработанный при 1500...1550°С 54,88...64,10 ...
Суміш для виготовлення теплоізоляційних виробів
Номер патенту: 15528
Опубліковано: 30.06.1997
Автори: Автушенко Юрій Григорович, Чурилов Володимир Васильович, Курганов Сергій Миколайович, Огурцов Анатолій Павлович, Кащеєв Михайло Анатольович, Северін Володимир Олександрович
МПК: B22D 7/10
Мітки: суміш, виробів, виготовлення, теплоізоляційних
Формула / Реферат:
(57) Смесь для изготовления теплоизоляционных изделий для разливки спокойной стали, включающая кварцевый песок и связующее, отличающаяся тем, что смесь в качестве связующего содержит высокополимеризованный полистирол с температурой плавления 550-600°С при следующем соотношении ингредиентов, мас.%: Кварцевый песок 80-90 Высокополимеризованный полистирол 10-20
Формовочна машина для виготовлення ливарних форм
Номер патенту: 31
Опубліковано: 28.02.1997
Автори: Аксенко Олександр Олександрович, Плужніков Юрій Михайлович, Бернацька Ірина Миколайовна, Зміївський Микола Никифорович, Пучканьов Анатолій Михайлович, Коляда Володимир Олександрович, Рябонеділя Віталій Миколайович
МПК: B22C 15/00
Мітки: машина, формовочна, ливарних, виготовлення, форм
Формула / Реферат:
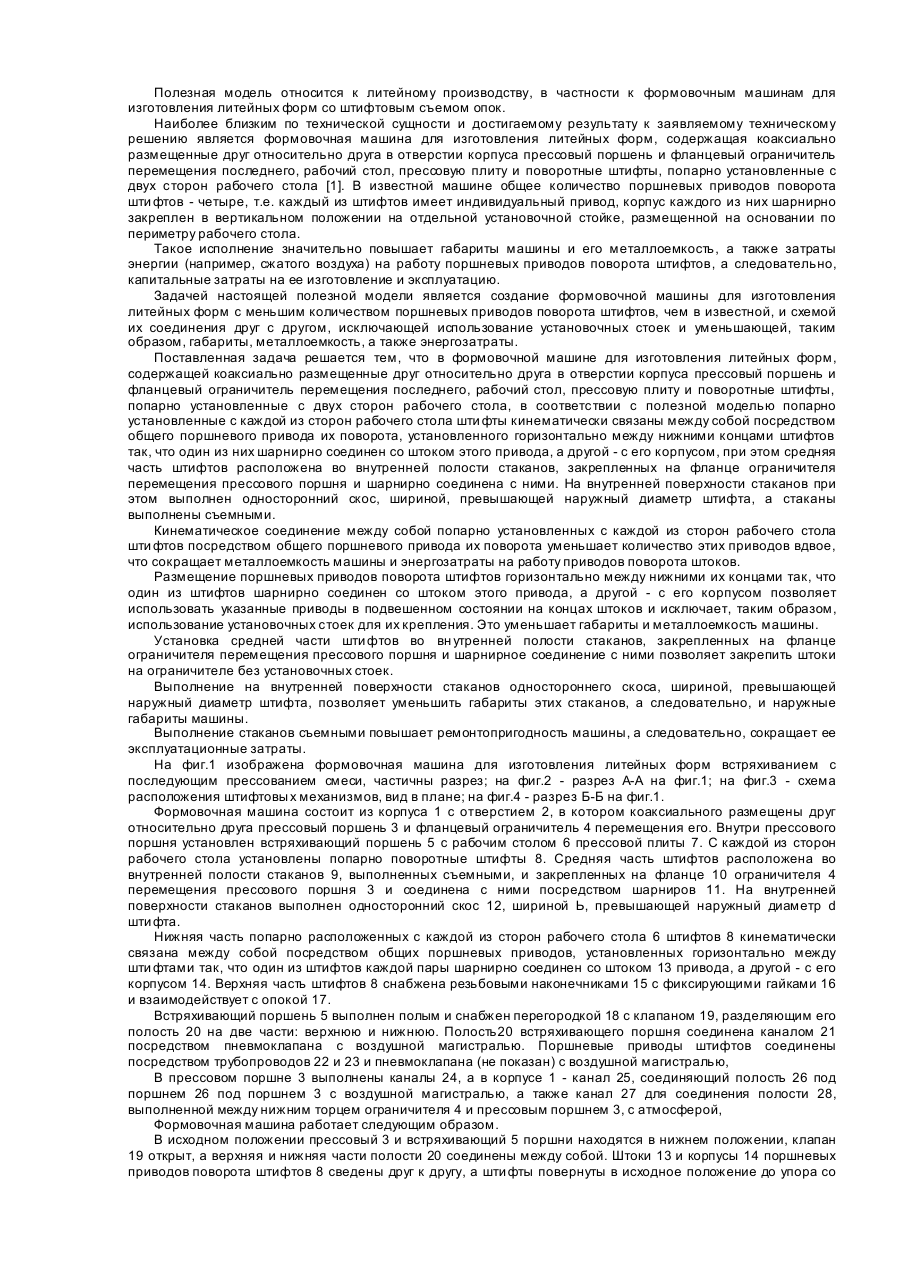
1.Формовочная машина для изготовления литейных форм, содержащая коаксиально размещенные друг относительно друга в отверстии корпуса прессовый поршень и фланцевый ограничитель перемещения последнего, рабочий стол, прессовую плиту и поворотные штифты, попарно установленные с двух сторон рабочего стола, отличающаяся тем, что попарно установленные с каждой из сторон рабочего стола штифты кинематически связаны между собой посредством общего...
Автоматична лінія для виготовлення стержнів
Номер патенту: 1681
Опубліковано: 25.10.1994
Автори: Наугольний Анатолій Трохимович, Кривохіжин Микола Федорович, Кошелев Віктор Іванович, Гончаров Олександр Терентійович, Юткало Раїса Афанасіївна, Ільїн Вячеслав Олексійович, Воронін Юрій Федорович, Реуцький Станіслав Петрович
МПК: B22D 47/00
Мітки: лінія, стержнів, виготовлення, автоматична
Формула / Реферат:
Автоматическая линия для изготовления стержней, содержащая рабочую ветвь, состоящую из расположенных в технологической последовательности стержнеобразующего устройства, печи отверждения стержней, механизма разъема стержневого ящика и выталкивания стержней, механизма сборки стержневого ящика и выдачи стержней, подъемно-передающего устройства, отличающаяся тем, что, с целью расширения технологических возможностей и повышения...
Сировинна суміш для виготовлення будівельних матеріалів
Номер патенту: 11885
Опубліковано: 25.12.1996
Автори: Пащенко Олександр Володимирович, Дмітрієнко Валерій Васильович
МПК: C04B 28/34
Мітки: будівельних, сировинна, суміш, виготовлення, матеріалів
Формула / Реферат:
Сырьевая смесь для изготовления строительных материалов, включающая молотую горелую породу и связующее, отличающаяся тем, что, с целью повышения прочности материалов, она в качестве связующего содержит железофосфатное связующее при соотношении P2O5:(FeO + Fе2О3) = 1:1,2-2,7 и дополнительно отход кремнийорганического лака при следующем соотношении компонентов:железофосфатное связующее 10-20отход...