Спосіб відновлення зношених валків прокатних станів
Номер патенту: 21584
Опубліковано: 06.01.1998
Автори: Морозов Валерій Іванович, Шапаренко Олександр Володимирович, Шалімов Володимир Дмитрович, Дьомічев Сергій Володимирович, Босий Володимир Миколайович, Деркач Дмитро Олександрович, Горяний Анатолій Григорович, Силін Микола Василійович, Полещук Валентин Михайлович, Нечепоренко Володимир Андрійович, Шеремет Володимир Олександрович
Формула / Реферат
1. Спосіб відновлення зношених валків прокатних станів, що включає попередній нагрів валка, електродугове наплавлення поверхні, що відновлюється, та сповільнене охолодження валка, який відрізняється тим, що після сповільненого охолодження валка на наплавлену поверхню діють мікроплазмовою дугою, нагріваючи поверхню валка у зоні нагріву до оплавлення, з послідовним зміщенням зони нагріву по поверхні, що обробляється.
2. Спосіб по п. 1, який відрізняється тим, що дію мікроплазмовою дугою на наплавлену поверхню повторюють 2-3 рази.
Текст
Винахід належить до техніки зварювання і наплавлення, і може використатися при відновленні зношених поверхонь великогабаритних виробів шляхом наплавлення металу за допомогою електродугового зварювання. Відомий спосіб відновлення зношених циліндричних поверхонь деталей, що включає попередню механічну обробку поверхні, що відновлюється, електродугове наплавлення і остаточну механічну обробку поверхні під номінальний розмір. При цьому механічну обробку поверхні перед наплавленням виконують на мінімальну величину, при котрій охолодження на повітрі шару після однопрохідного наплавлення призводить, ураховуючи припуск на подальшу обробку, до відсутності структурної однорідності у зоні механічної обробки наплавленої поверхні (А.с. СРСР №1539008, кл. B23K9/046, 1990). У заявленого об'єкта та аналога збігається така суттєва ознака, як електродугове наплавлення поверхні, що відновлюється. Отриманню очікуваного технічного результату при використанні аналога зашкоджують деякі причини. А саме: фізико-механічні властивості наплавленої поверхні, які зумовлюють, наприклад, для відновлених валків прокатних станів - стійкість та працездатність валків, залежать практично тільки від фізико-механічних властивостей наплавлених матеріалів: складу високолегованого або малолегованого електродного дроту. Використовуючи для відновлення валків малолегований електродний дріт неможливо забезпечити їх стійкість і працездатність на рівні валків, наплавлених високолегованим електродним дротом, який містить у своєму складі такі дорогі елементи, як ванадій, вольфрам і молібден, що необхідні при легуванні. Найбільш близьким у сукупності ознак до винаходу, що заявляється, є вибраний прототипом спосіб наплавлення великогабаритних деталей, який включає попередній нагрів деталі, електродугове наплавлення поверхні, що відновлюється, і сповільнене охолодження деталі. Деталі, що відновлюються, завчасно нагрівають до 853 - 873К, а після двогодинної витримки при цій температурі охолоджують на повітрі до 623 653К та здійснюють наплавлення. Після наплавлення деталь сповільнено охолоджують зі швидкістю 20 - 30 градусів за годину (А.с. СРСР №1484525, кл. B23K9/04, 1989). У об'єкта, що заявляється, і прототипу збігаються такі суттєві ознаки: способи включають попередній нагрів деталі (валка), електродугове наплавлення поверхні, що відновлюється, та сповільнене охолодження деталі (валка). Аналіз технічних властивостей прототипу, зумовлених його ознаками, показує, що отриманню технічного результату, що очікується при використанні прототипу, зашкоджують деякі причини, а саме: фізико-механічні властивості наплавленої поверхні, котрі зумовлюють, наприклад, для відновлених валків прокатних станів стійкість і працездатність валків, залежать практично тільки від фізико-механічних властивостей наплавлених матеріалів: складу високолегованого або малолегованого електродного дроту. Використовуючи для відновлення валків малолегований електродний дріт, неможливо забезпечити стійкість та працездатність цих валків на рівні валків, наплавлених високолегованим електродним дротом. В основу винаходу поставлена задача створити такий спосіб відновлення зношених валків прокатних станів, в якому вдосконалення шляхом запровадження нової дії та нової умови її виконання дозволило б при використанні винаходу забезпечити досягнення технічного результату, що полягає у збільшенні стійкості і працездатності валків. Винахід, що заявляється, характеризується такими суттєвими ознаками, які виражені певними поняттями, достатніми для їх ідентифікації, направлені на рішення поставленої задачі і достатні для досягнення очікуваного технічного результату у всіх випадках, на які розповсюджується обсяг правової охорони. Спосіб відновлення зношених валків прокатних станів, який заявляється згідно з першим пунктом формули винаходу, включає попередній нагрів валка, електродугове наплавлення поверхні, що відновлюється, та сповільнене охолодження валка. Від прототипу винахід, який заявляється, відрізняється тим, що після сповільненого охолодження валка на наплавлену поверхню діють мікроплазмовою дугою, нагріваючи поверхню валка у зоні нагріву до оплавлення з послідовним зміщенням зони нагріву по поверхні, що обробляється. При використанні винаходу очікується досягнення технічного результату, що полягає в збільшенні стійкості та працездатності валків. Між сукупністю суттєвих ознак винаходу по пункту 1 формули і технічним результатом, що досягається, існує такий причинно-наслідковий зв'язок. Локальна дія мікроплазмовою дугою з великою питомою потужністю на поверхню, що наплавляється, наприклад на канавки калібрів валків, до оплавлення їх у зоні нагріву з послідовним зміщенням зони нагріву по поверхні, що обробляється, забезпечує високошвидкісний нагрів шару поверхні, що знаходиться під впливом мікроплазмової дуги, з його наступним інтенсивним охолодженням шляхом відведення тепла на масу валка. При цьому в поверхневому шарі створюються умови для формування структури надшвидкого гартування - аустенітно-мартенситної суміші, що збільшує стійкість валків. Структура надшвидкого гартування формується при мікроплазмовому нагріванні наплавленої поверхні незалежно від складу електродного дроту - високолегований він чи малолегований. В окремих випадках використання винахід, що заявляється, характеризується такими суттєвими відмінними від прототипу ознаками. По пункту 2 формули винаходу він відрізняється тим, що дію мікроплазмовою дугою на наплавлену поверхню повторюють 2 - 3 рази. Між суттєвими ознаками цього пункту і технічним результатом, що досягається. Існує такий причиннонаслідковий зв'язок. При повторній дії мікроплазмової дуги на наплавлену поверхню відбувається перекриття зон нагріву як при їх послідовному зміщенні по поверхні, що обробляється протягом теперішньої дії, так і з положенням зон нагріву при попередній дії. При цьому умови для формування структури над швидкого гартування - аустенітно-мартенситної суміші створюються на нових ділянках поверхневого шару і перекриваються вже оплавлені ділянки поверхні, що обробляється. Це призводить до прискореної перекристалізації металу в поверхневому шарі з вже сформованою структурою надшвидкого гартування. У результаті збільшується щільність ділянок зі структурою надшвидкого гартування і збільшується дисперсність аустенітно-мартенситної суміші на раніш оброблених ділянках, що сприяє подальшому збільшенню стійкості та працездатності валків. Заявлений згідно формули винаходу спосіб відновлення зношених валків прокатних станів може бути реалізований за допомогою пристрою, який містить плазмотрон, що являє собою компактний газорозрядний пристрій для формування мікроплазмової дуги прямої дії з високою мірою стиску з одночасним обдуванням дуги захисним газом. Як плазмостворюючий газ використовується аргон, а як захисний - вуглекислий газ. Послідовне зміщення плазмотрону по поверхні, що обробляється, здійснюється на вальцетокарному верстаті з використанням електромеханічного пристрою, що забезпечує постійну відстань 0,002 - 0,004м (2 - 4мм) від торця плазмотрону до поверхні канавки калібру валка, що підлягає обробці. У конкретному випадку при відновленні зношених валків зі сталі 50ХН з використанням для наплавлення малолегованих марок сталі, спосіб, який заявляється згідно з першим пунктом формули винаходу, реалізується таким чином. Після підготовки валків для наплавлення перед наплавленням валки нагрівалися до 573К (300°C) зі швидкістю нагріву 50 градусів за годину. Електродугове наплавлення поверхні, яка відновлюється, здійснювали електродним дротом 30ХГСА діаметром 0,005м (5мм), під шаром флюсу марки АН-348А, при швидкості наплавлення 0,0083м/с (30м/год), швидкості подачі дроту 0,0022м/с (80м/год), силі електричного струму 550А, напрузі 36В і ступені наплавлення 0,006м (6мм). Товщина наплавленого шару контролюється шаблонами, які передбачають припуск на механічну обробку у межах до 0,004м (4мм). Після наплавлення валки підігрівались до 723К (450°C) і підлягали сповільненому охолодженню в утепленому колодязі до 333К (60°C) протягом 16 годин. Після сповільненого охолодження валок, який відновлюється, встановлювався на вальцетокарний верстат для остаточної механічної обробки і обробки наплавленої поверхні мікроплазмовою дугою. Плазмотрон закріплювали на супорті вальцетокарного верстата. Обробка наплавленої поверхні мікроплазмовою дугою здійснювалась при таких технологічних параметрах: струм мікроплазмової дуги - 95А, частота обертання валка 0,12с-1, зміщення плазмотрону за один оберт валка 0,0004м (0,4мм), відстань від торця плазмотрону до поверхні валка - 0,003м (3мм). Охолодження відбувалося природним шляхом за рахунок відведення тепла на масу валка. В результаті в зоні нагріву поверхня валка оплавлювалась і при послідовному зміщенні зони нагріву по поверхні, що підлягала обробці, формувалась структура аустенітно-мартенситної суміші за рахунок інтенсивного відведення тепла на масу валка. Технологічні параметри мікроплазмової обробки, при яких в зоні нагріву відбувається оплавлення поверхні, яку обробляють, визначені експериментальним шляхом. Момент появи оплавлення визначається візуально. В результаті використання винаходу досягається технічний результат, який заключається в збільшенні середньої стійкості валків, наприклад зі сталі 50ХН, наплавлених малолегованим зварювальним дротом, на 40 - 50% і збільшенні працездатності валків на 40 - 45%. Показники середньої стійкості та працездатності валків, що відновлені шляхом наплавлення малолегованим електродним дротом та оброблених за заявленим способом, наближаються до показників валків, наплавлених при відновленні дефіцитним та дорогим цільнотягнутим високолегованим порошковим електродним дротом без наступної обробки мікроплазмовою дугою. Використання винаходу з відмітною ознакою по пункту 2 формули винаходу, яка заключається в тому, що дію мікроплазмовою дугою на наплавлену поверхню на тих самих режимах повторюють, дозволяє збільшити щільність ділянок зі структурою надшвидкого гартування і збільшити дисперсність аустенітно-мартенситної суміші на раніш оброблених ділянках, що сприяє подальшому збільшенню стійкості та працездатності валків. Діяти мікроплазмовою дугою на наплавлену поверхню більш трьох разів недоцільно, тому що ефективність обробки практично не збільшується, а енергетичні витрати ростуть. Межові значення параметрів, які занесені до формули винаходу, визначені експериментальним шляхом.
ДивитисяДодаткова інформація
Автори англійськоюNecheporenko Volodymyr Andriiovych, Sheremet Volodymyr Oleksandrovych, Horianyi Anatolii Hryhorovych, Derkach Dmytro Oleksandrovych, Poleschuk Valentyn Mykhailovych, Morozov Valerii Ivanovych, Shaparenko Oleksandr Volodymyrovych, Bosyi Volodymyr Mykolaiovych, Shalimov Volodimir Dmytrovych
Автори російськоюНечепоренко Владимир Андреевич, Шеремет Владимир Александрович, Горяный Анатолий Григорьевич, Деркач Дмитрий Александрович, Плещук Валентин Михайлович, Морозов Валерий Иванович, Шапаренко Александр Владимирович, Босый Владимир Николаевич, Шалимов Владимир Дмитриевич
МПК / Мітки
МПК: B23K 9/04
Мітки: станів, спосіб, прокатних, відновлення, валків, зношених
Код посилання
<a href="https://ua.patents.su/2-21584-sposib-vidnovlennya-znoshenikh-valkiv-prokatnikh-staniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення зношених валків прокатних станів</a>
Пристрій для осьового зміщення прокатних валків станів для холодної та гарячої прокатки
Номер патенту: 12310
Опубліковано: 25.12.1996
Автори: Хельмут Зетцер, Аксель Шпренгер
МПК: B21B 31/16
Мітки: гарячої, валків, зміщення, холодної, осьового, прокатки, станів, пристрій, прокатних
Формула / Реферат:
(57) 1. Устройство для осевого смещения прокатных валков станов для холодной и горячей прокатки, валки которых смонтированы своими опорными шейками в радиальных подшипниках, а одна из опорных шеек валка оснащена осевым упорным подшипником, через который устройство воздействует на валок, содержащее корпус, установленный на подушке валка во взаимодействии с торцем наружного кольца радиального подшипника а также с установленным внутри корпуса...
Універсальна кліть подвійного призначення для прокатних станів та пристрій для заміни валків на таких клітях
Номер патенту: 12326
Опубліковано: 25.12.1996
Автори: Альфредо Полоні, Фаусто Дрігані
МПК: B21B 13/08, B21B 31/00
Мітки: валків, прокатних, клітях, призначення, заміни, пристрій, таких, станів, подвійного, кліть, універсальна
Формула / Реферат:
(57) 1. Универсальная клеть двойного назначения для прокатных станов, содержащая установленный на плитовине узел станин с нажимным устройством и средствами фиксации нажимных винтов, подушки с горизонтальными и вертикальными валками, средство фиксации станин, средство крепления станин к плитовине, отличающаяся тем, что узел станин выполнен в виде четырех стоек с наружными опорными выступами для установки средств крепления станин к плитовине, с...
Спосіб відцентрового лиття прокатних валків

Номер патенту: 1640
Опубліковано: 25.10.1994
Автори: Свистунов Ігор Олександрович, Токар Галина Миколаївна, Воронцов Микола Михайлович, Темніков Едуард Михайлович, Долуда Анатолій Олександрович, Гольдштейн Леонід Борисович
МПК: B22D 13/02
Мітки: валків, відцентрового, спосіб, лиття, прокатних
Формула / Реферат:
Способ центробежного литья прокатных валков, включающий заливку жидкого металла в литейную форму, скорость вращения которой соответствует значениям гравитационного коэффициента 50—150, для формообразования рабочего слоя валка и последующую заливку жидкого металла для формообразования сердцевины и шеек валков на затвердевший рабочий слой валка, отличающийся тем, что, с целью улучшения качества литых валков за счет уменьшения разрушения...
Пристрій для осевої установки прокатних валків
Номер патенту: 6038
Опубліковано: 29.12.1994
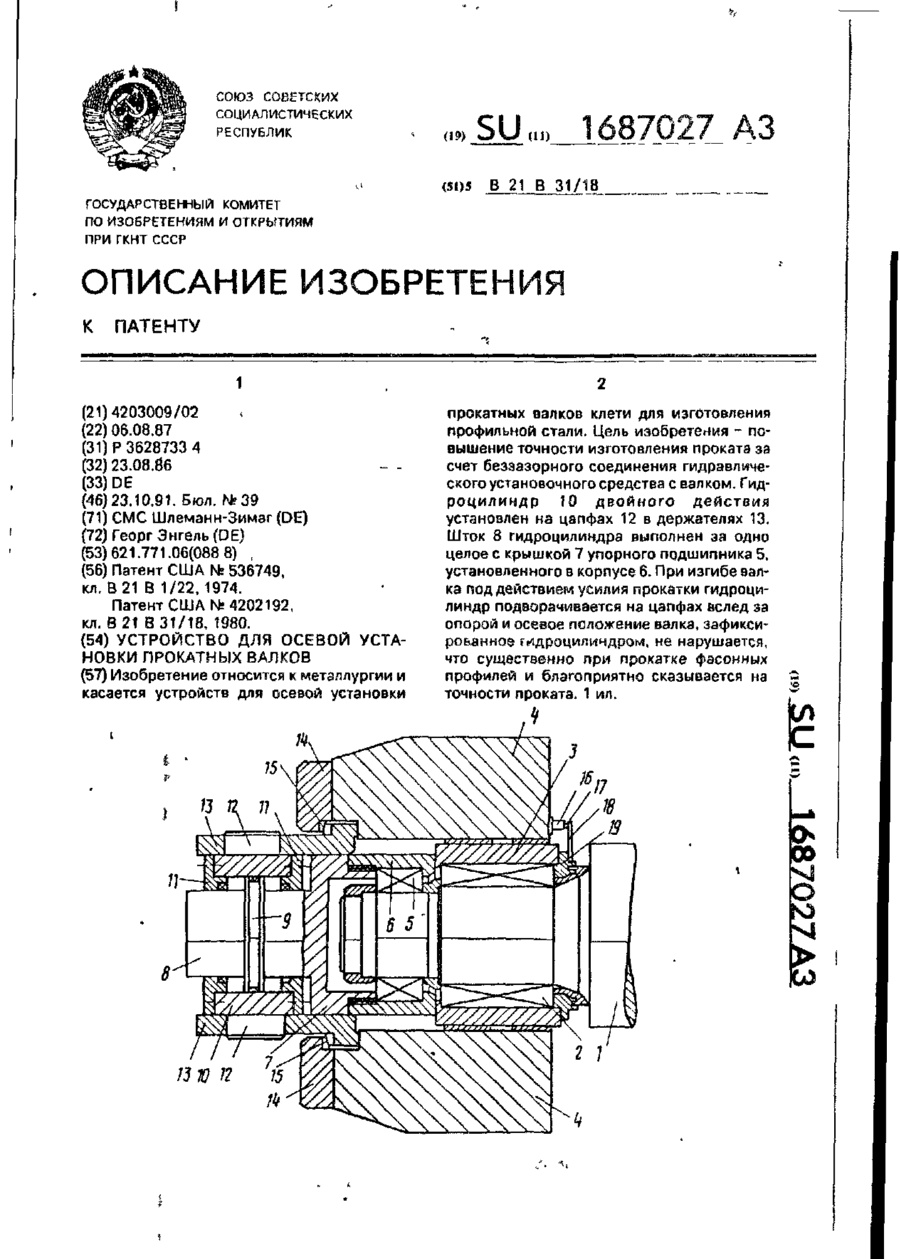
Автор: Георг Енгель
МПК: B21B 31/16
Мітки: прокатних, осевої, пристрій, установки, валків
Формула / Реферат:
Устройство для осевой установки прокатных валков в клетях для изготовления стальных фасонных профилей, содержащее гидравлические установочные средства с гидроцилиндром двойного действия для по меньшей мере одного из двух валков, механизм регулирования положения гидравлических установочных средств, датчик регистрации фактического осевого положения валка, причем гидравлические установочные средства установлены с возможностью взаимодействия с...
Спосіб налагодження калібрів багатоклітьових прокатних станів
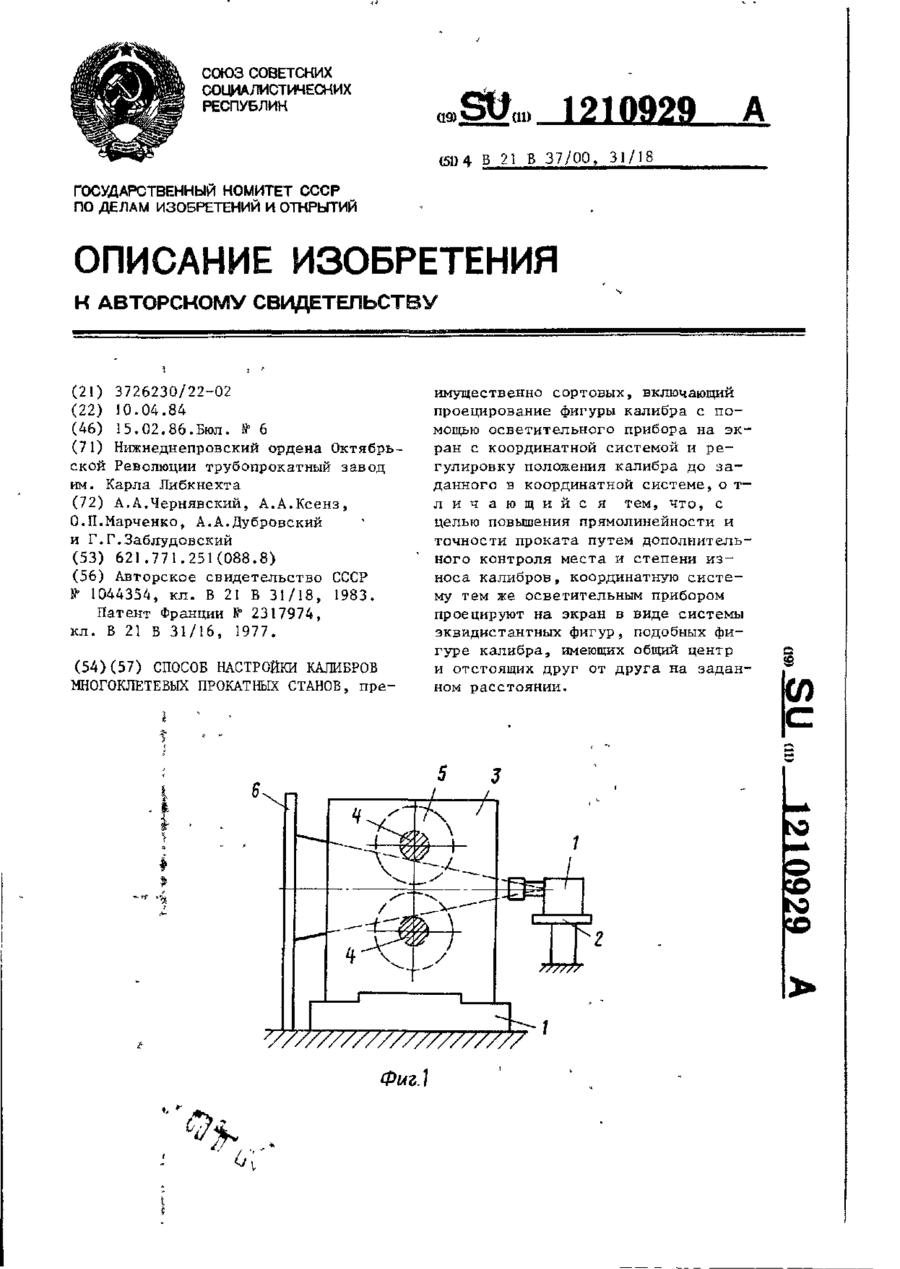
Номер патенту: 11400
Опубліковано: 25.12.1996
Автори: Чернявський Анатолій Олександрович, Заблудовський Григорій Григорійович, Марченко Олег Порфирійович, Ксьонз Олександр Афанасійович, Дубровський Олександр Анатолійович
МПК: B21B 37/00, B21B 31/16
Мітки: багатоклітьових, налагодження, калібрів, прокатних, станів, спосіб
Формула / Реферат:
Способ настройки калибров многоклетевых прокатных станов, преимущественно сортовых, включающий проецирование фигуры калибра с помощью осветительного прибора на экран с координатной системой и регулировку положения калибра до заданного в координатной системе, отличающийся тем, что, с целью повышения прямолинейности и точности проката путем дополнительного контроля места и степени износа калибров, координатную систему тем же осветительным...
Попередній патент: Коротка мережа трифазної дугової електропечі
Наступний патент: Спосіб очищення дифузійного соку
Випадковий патент: Спосіб обробітку ґрунту і обладнання для його здійснення