Спосіб відцентрового лиття прокатних валків
Номер патенту: 1640
Опубліковано: 25.10.1994
Автори: Свистунов Ігор Олександрович, Токар Галина Миколаївна, Темніков Едуард Михайлович, Гольдштейн Леонід Борисович, Воронцов Микола Михайлович, Долуда Анатолій Олександрович

Формула / Реферат
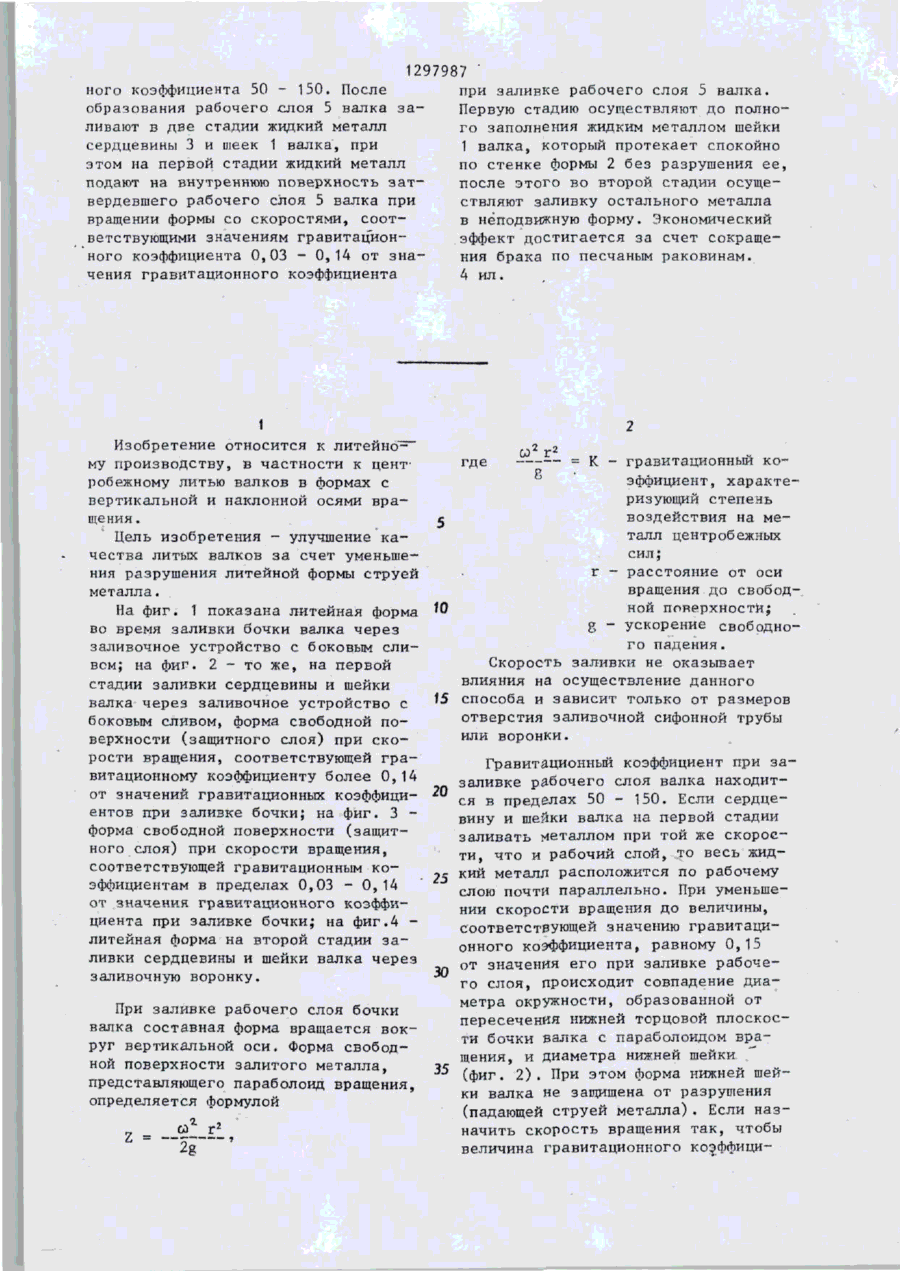
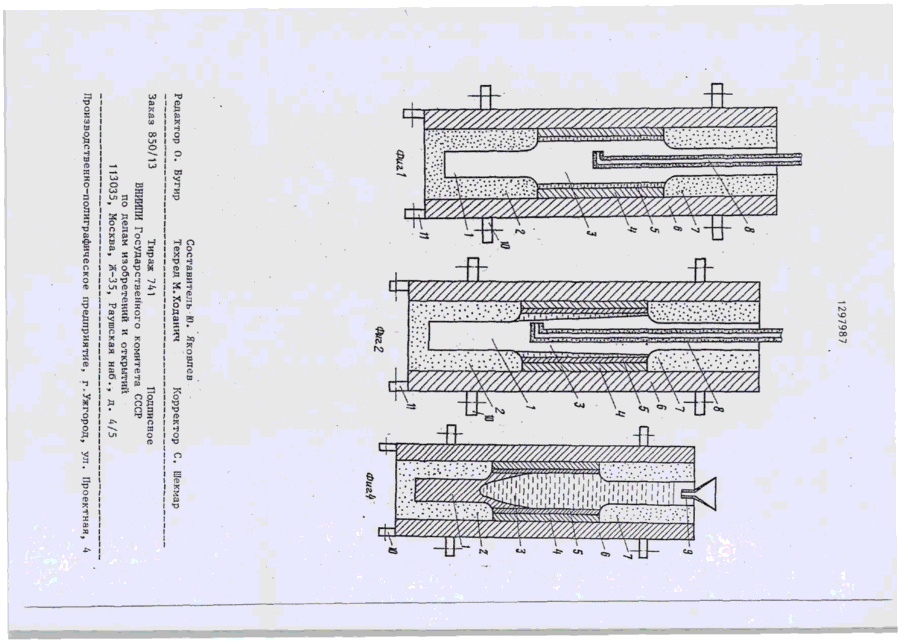
Способ центробежного литья прокатных валков, включающий заливку жидкого металла в литейную форму, скорость вращения которой соответствует значениям гравитационного коэффициента 50—150, для формообразования рабочего слоя валка и последующую заливку жидкого металла для формообразования сердцевины и шеек валков на затвердевший рабочий слой валка, отличающийся тем, что, с целью улучшения качества литых валков за счет уменьшения разрушения литейной формы струей металла, заливку металла сердцевины и шеек осуществляют в две стадии, причем на первой стадии жидкий металл подают при вращении литейной формы со скоростями, соответствующими значениям гравитационного коэффициента, составляющим 0,03—0,14 от значения гравитационного коэффициента при формообразовании рабочего слоя валка, до полного заполнения жидким металлом литейной формы нижней шейки валка, после чего на второй стадии осуществляют заливку остального металла в неподвижную литейную форму.
Текст
Изобретение относится к литейному производству, в частности к центробежному литью валков в формах с вертикальной осью вращения. Цель изобретения - улучшение качества литых валков за счет предотвращения разрушения песчаной формы струей металла. По данному способу в вертикальную вращающуюся форму заливают жидкий металл для образования затвердевшего рабочего слоя 5 валка; форму вращают со скоростями, соответствующими значениям гравитацион (Л to со СО ФигЪ 1297987 " ного коэффициента 50 - 150. После при заливке рабочего слоя 5 валка. образования рабочего слоя 5 валка заПервую стадию осуществляют до полноливают в две стадии жидкий металл го заполнения жидким металлом шейки сердцевины 3 и шеек 1 валка, при 1 валка, который протекает спокойно этом на первой стадии жидкий металл по стенке формы 2 без разрушения ее, подают на внутреннюю поверхность затпосле этого во второй стадии осущевердевшего рабочего слоя 5 валка при ствляют заливку остального металла вращении формы со скоростями, соотв неподвижную форму. Экономический ветствующими значениям гравитационэффект достигается за счет сокращеного коэффициента 0,03 - 0,14 от знания брака по песчаным раковинам. чения гравитационного коэффициента 4 ил. t Изобретение относится к литейно^"" где — - К - гравитационный кому производству, в частности к центР робежному литью валков в формах с эффициент, характевертикальной и наклонной осями враризующий степень щения . воздействия на меЦель изобретения - улучшение каталл центробежных чества литых валков за счет уменьшесил; ния разрушения литейной формы струей г - расстояние от оси металла. вращения до свободНа фиг. 1 показана литейная форма Ю ной поверхности; во время заливки бочки валка через g - ускорение свободнозаливочное устройство с боковым слиго падения. вом; на фиг. 2 - то же, на первой Скорость заливки не оказывает стадии заливки сердцевины и шейки валка через заливочное устройство с ^5 влияния на осуществление данного способа и зависит только от размеров боковым сливом, форма свободной поотверстия заливочной сифонной трубы верхности (защитного слоя) при скоили воронки. рости вращения, соответствующей граГравитационный коэффициент при завитационному коэффициенту более 0,14 заливке рабочего слоя валка находитот значений гравитационных коэффици- 20 ся в пределах 50 - 150. Если сердцеентов при заливке бочки; на фиг. 3 вину и шейки валка на первой стадии форма свободной поверхности (защитзаливать металлом при той же скоросного слоя) при скорости вращения, ти, что и рабочий слой, то весь жидсоответствующей гравитационным кокий металл расположится по рабочему эффициентам в пределах 0,03 - 0,14 слою почти параллельно. При уменьшеот значения гравитационного коэффинии скорости вращения до величины, циента при заливке бочки; на фиг.4 соответствующей значению гравитацилитейная форма на второй стадии заонного коэффициента, равному 0,15 ливки сердцевины и шейки валка через от значения его при заливке рабочезаливочную воронку. го слоя, происходит совпадение диаметра окружности, образованной от При заливке рабочего слоя бочки пересечения нижней торцовой плоскосвалка составная форма вращается вокти бочки валка с параболоидом враруг вертикальной оси. Форма свободщения, и диаметра нижней шейки ной поверхности залитого металла, (фиг. 2 ) . При этом форма нижней шейпредставляющего параболоид вращения, ки валка не защищена от разрушения определяется формулой (падающей струей металла). Если назначить скорость вращения так, чтобы величина гравитационного коэ^ффици г= a из • a с w h3 C D 33 ш со ш о й о ш о to 0 •о C D И о я о а s О td
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of centrifugal casting of forming rolls
Автори англійськоюSvystunov Ihor Oleksandrovych, Vorontsov Mykola Mykhailovych, Temnikov Eduard Mykhailovych, Doluda Anatolii Oleksandrovych, Tokar Halyna Mykolaivna, Holdshtein Leonid Borysovych
Назва патенту російськоюСпособ центробежного литья прокатных валков
Автори російськоюСвистунов Игорь Александрович, Воронцов Николай Михайлович, Темников Эдуард Михайлович, Долуда Анатолий Александрович, Токар Галина Николаевна, Гольдштейн Леонид Борисович
МПК / Мітки
МПК: B22D 13/02
Мітки: лиття, прокатних, спосіб, валків, відцентрового
Код посилання
<a href="https://ua.patents.su/4-1640-sposib-vidcentrovogo-littya-prokatnikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб відцентрового лиття прокатних валків</a>
Спосіб відцентрового лиття біметалевих прокатних валків
Номер патенту: 1337
Опубліковано: 25.03.1994
Автори: Ждакаєв Генадій Павлович, Козаченко Микола Сергійович, Лушпа Анатолій Олексійович, Білай Григорій Омелянович, Комосов Віктор Вікторович, Ганджа Григорій Архипович, Матвеєва Марина Олегівна
МПК: B22D 27/20, B22D 13/00
Мітки: валків, відцентрового, прокатних, спосіб, лиття, біметалевих
Формула / Реферат:
Способ центробежного литья биметаллических прокатных валков, включающий плавку металла рабочего и внутреннего слоев, последовательную его заливку во вращаемую форму с одновременной подачей добавки при заливке металла внутреннего слоя, отличающийся тем, что металл рабочего и внутреннего слоев плавят в одном плавильном агрегате, при этом при заливке металла внутреннего слоя используют комплексную графитизирующую добавку, содержащую церий, барий...
Шлакоутворююча суміш для обробки чугуна робочого шару двошарових прокатних валків
Номер патенту: 1144
Опубліковано: 30.12.1993
Автори: Вороніна Валентина Олександрівна, Костильков Ігор Георгійович, Будаг'янц Микола Абрамович, Церковський Едуард Семенович, Сирота Олександр Олексійович, Кондратенко Віктор Іванович, Савін Валер'ян Федорович, Тємніков Едуард Михайлович, Філіпченко Микола Сергійович
МПК: C21C 1/00
Мітки: прокатних, валків, обробки, шлакоутворююча, шару, чугуна, робочого, двошарових, суміш
Формула / Реферат:
(57) Шлакообразующая смесь для обработки чугуна рабочего слоя двухслойных прокатных валков, содержащая кальцинированную соду и окислы железа, о т л и ч а ю щ а я с я тем, что, с целью повышения рафинирующей способности шлакообразующей смеси по отношению к сере, снижения брака валков и улучшения механических свойств чугуна, она дополнительно содержит плавленный трехкальциевый борат при следующем соотношении компонентов, маc. %:
Обладнання для перевалювання валків прокатних клітей кварто
Номер патенту: 372
Опубліковано: 30.04.1993
Автори: Руднев Анатолій Юхимович, Коросташевський Павло Володимирович, Барикін Віктор Іванович, Федоров Анатолій Михайлович, Ісіров Дмитро Іванович, Коросташевський Володимир Павлович, Голубченко Анатолій Костянтинович, Савенко Юрій Євдокимович
МПК: B21B 37/16
Мітки: обладнання, перевалювання, прокатних, валків, клітей, кварто
Формула / Реферат:
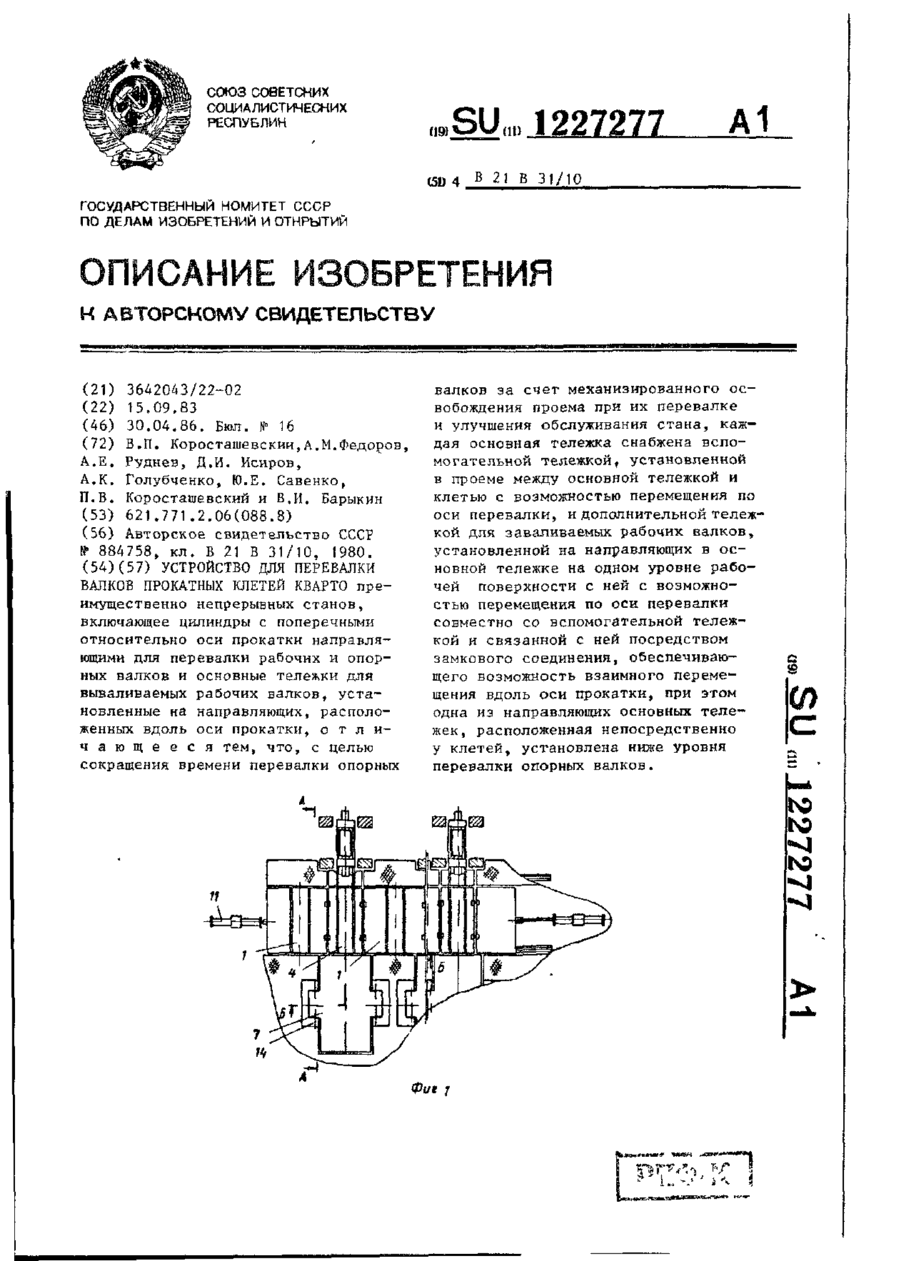
(57) Устройство для перевалки валков прокатных клетей кварто преимущественно непрерывных станов, включающее цилиндры с поперечными относительно оси прокатки направляющими для перевалки рабочих и опорных валков и основные тележки для вываливаемых рабочих валков, установленные на направляющих, расположенных вдоль оси прокатки, отличающееся тем, что, с целью сокращения времени перевалки опорных валков за счет механизированного освобождения...
Спосіб виготовлення пустотілих валків для переробки гуми та пластичних мас
Номер патенту: 1232
Опубліковано: 30.12.1993
Автори: Гапотченко Василь Якович, Дяченко Юрій Васильович, Приходько Валерій Павлович, Цикін Олександр Олександрович, Шкуро Тетяна Василівна, Сирота Олександр Олексійович, Кондратенко Віктор Іванович, Філіпченко Микола Сергійович, Будаг'янц Микола Абрамович, Бондарь Володимир Дмитрович, Саушкін Василь Петрович, Коробейник Віктор Васильович, Рибінська Світлана Станіславівна
МПК: B22D 11/049
Мітки: переробки, пластичних, валків, гуми, пустотілих, мас, спосіб, виготовлення
Формула / Реферат:
Способ изготовления пустотелых валков для переработки резины и пластических масс, включающий формовку стержня с металлическим каркасом из смеси на основе кварцевого песка, оборотной смеси, противопригарной добавки и водного связующего, окраску его составом на основе цирконового концентрата, огнеупорной глины, органического связующего и воды, повторное окрашивание стержня тем же составом, подсушку краски, простановку изакрепление стержня в...
Засіб монтажу валків двовалкової зубчастої дробарки та пристрій для його здійснення
Номер патенту: 1369
Опубліковано: 25.03.1994
Автори: Добровольський Леонід Миколайович, Асс Віктор Львович, Трубчанін Віктор Іванович, Лаєвський Фелікс Леонідович, Лаєвський Леонід Семенович, Соколовський Юрій Олександрович
МПК: B02C 4/28
Мітки: здійснення, пристрій, засіб, зубчастої, валків, дробарки, двовалкової, монтажу
Формула / Реферат:
1. Способ монтажа валков двухвалковой зубчатой дробилки, включающий установку осей валков параллельно друг другу, поворот валков и/или их дробящих органов вокруг оси вращения во взаимосогласованное положение при их вращении, закрепление валков и/или их дробящих органов и фиксацию валков на раме, отличающийся тем, что, с целью повышения качества дробленого продукта путем снижения в нем выхода мелких классов за счет повышения точности...
Попередній патент: Медичний термометр
Наступний патент: Вузол валків прокатної кліті кварто
Випадковий патент: Спосіб прогнозування запальних ускладнень у жінок, що мають внутрішньоматкові контрацептиви