Спосіб налагодження калібрів багатоклітьових прокатних станів
Номер патенту: 11400
Опубліковано: 25.12.1996
Автори: Марченко Олег Порфирійович, Заблудовський Григорій Григорійович, Ксьонз Олександр Афанасійович, Дубровський Олександр Анатолійович, Чернявський Анатолій Олександрович
Формула / Реферат
Способ настройки калибров многоклетевых прокатных станов, преимущественно сортовых, включающий проецирование фигуры калибра с помощью осветительного прибора на экран с координатной системой и регулировку положения калибра до заданного в координатной системе, отличающийся тем, что, с целью повышения прямолинейности и точности проката путем дополнительного контроля места и степени износа калибров, координатную систему тем же осветительным прибором проецируют на экран в виде системы эквидистантных фигур, подобных фигуре калибра, имеющих общий центр и отстоящих друг от друга на заданном расстоянии.
Текст
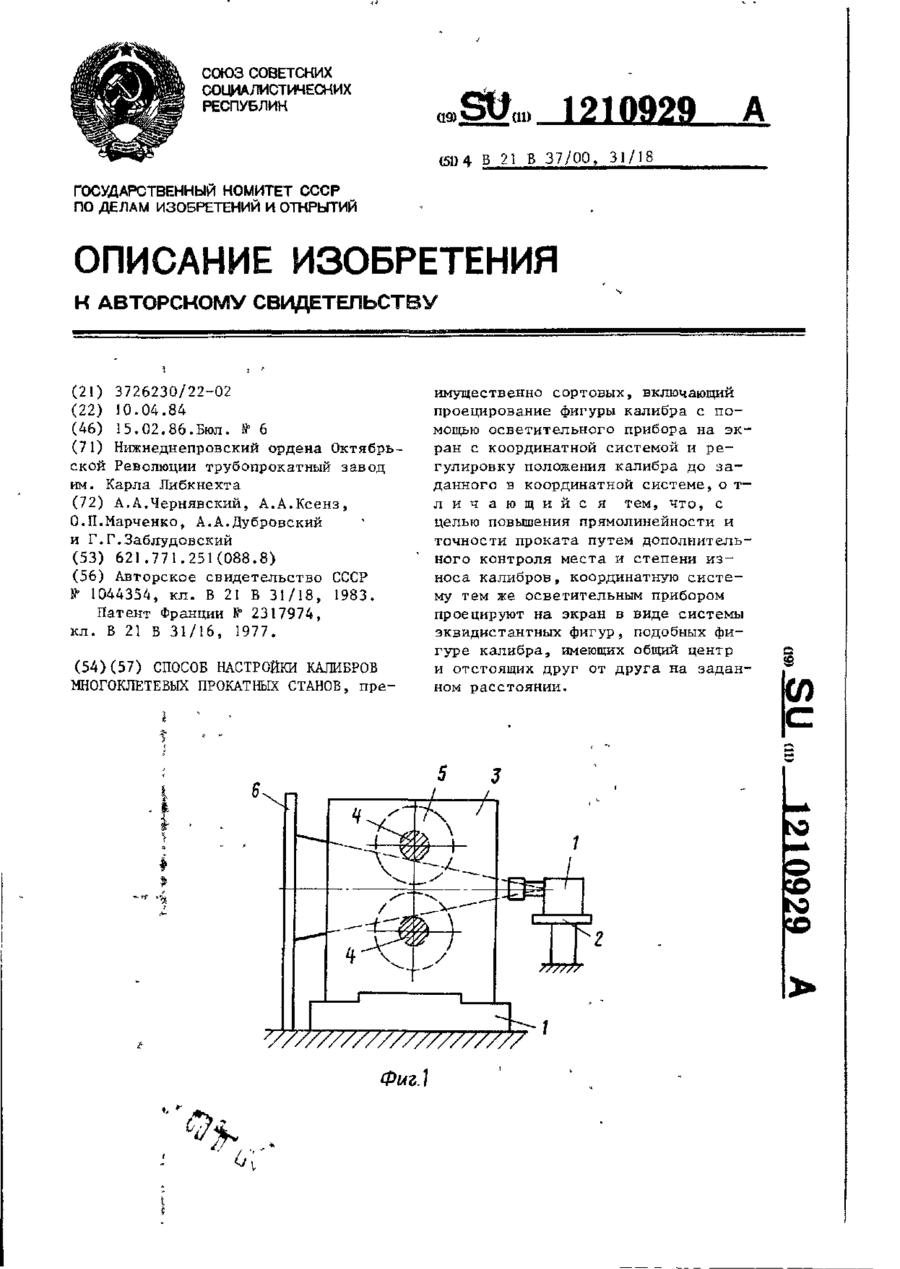
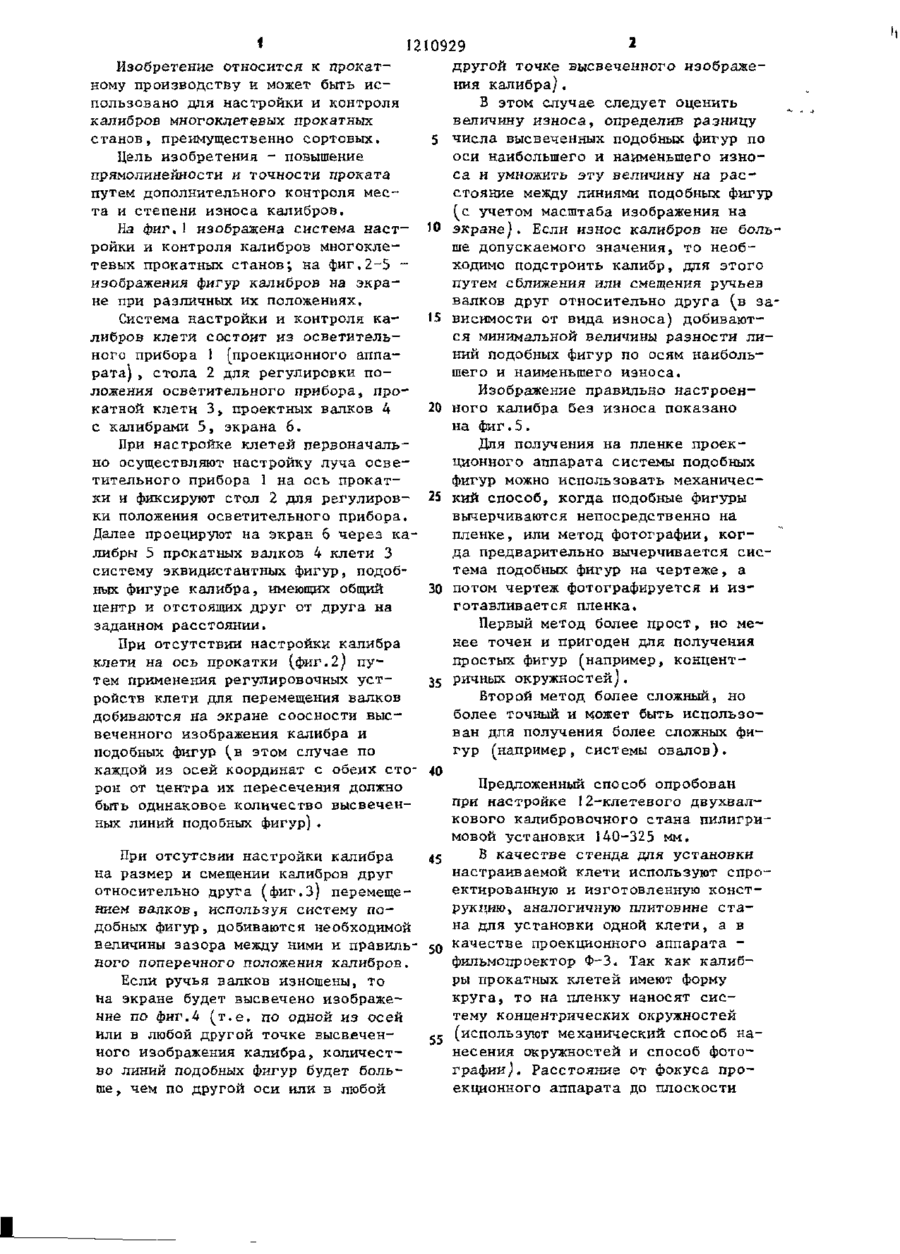
СПОСОБ НАСТРОЙКИ КАЛИБРОВ МНОГОКЛЕТЕВЫХ ПРОКАТНЫХ СТАНОВ, пре имущественно сортовых, включающий проецирование фигуры калибра с помощью осветительного прибора на экран с координатной системой и регулировку положения калибра до заданного в координатной системе, о тл и ч а ю щ и й с я тем, что, с целью повышения прямолинейности и точности проката путем дополнительного контроля места и степени износа калибров, координатную систему тем же осветительным прибором проецируют на экран в виде системы эквидистантных фигур, подобных фигуре калибра, имеющих общий центр и отстоящих друг от друга на заданном расстоянии. 6^ rn V////////////77///777 Фиг.) і 1210929 * другой точке высвеченного изображеИзобретение относится к прокатния калибра). ному производству и может быть исВ этом случае следует оценить пользовано для настройки и контроля величину износа, определив разницу калибров многоклетевых прокатных 5 числа высвеченных подобных фигур по станов, преимущественно сортовых. оси наибольшего и наименьшего изноЦель изобретения - повышение са и умножить эту величину на. распрямолинейности и точности проката стояние между линиями подобных фигур путем дополнительного контроля мес(с учетом масштаба изображения на та и степени износа калибров. На фиг.1 изображена система наст- 10 экране). Если износ калибров не больше допускаемого значения, то необройки и контроля калибров многоклеходимо подстроить калибр, для этого тевых прокатных станов; на фиг,2-5 путем сближения или смещения ручьев изображения фигур калибров на экравалков друг относительно друга (в зане при различных их положениях. 15 висимости от вида износа) добиваютСистема настройки и контроля кася минимальной величины разности лилибров клети состоит из осветительний подобных фигур по осям наибольного прибора 1 [проекционного аппашего и наименьшего износа. рата) , стола 2 для регулировки поИзображение правильно настроенложения осветительного прибора, про20 ного калибра без износа показано катной клети 3, проектных валков 4 на фиг.5. с калибрами 5, экрана 6. Для получения на пленке проекПри настройке клетей первоначальционного аппарата системы подобных но осуществляют настройку луча освефигур можно использовать механичестительного прибора 1 на ось прокатки и фиксируют стол 2 для регулиров- 25 кий способ, когда подобные фигуры вычерчиваются непосредственно на ки положения осветительного прибора. пленке, или метод фотографии, когДалее проецируют на экран 6 через када предварительно вычерчивается сислибры 5 прокатных валков 4 клети 3 тема подобных фигур на чертеже, а систему эквидистантных фигур, подоб30 потом чертеж фотографируется и изных фигуре калибра, имеющих общий готавливается пленка. центр и отстоящих друг от друга на Первый метод более прост, но мезаданном расстоянии. нее точен и пригоден для получения При отсутствии настройки калибра простых фигур (например, концентклети на ось прокатки (фиг.2) пу35 ричных окружностей]. тем применения регулировочных устВторой метод более сложный, но ройств клети для перемещения валков более точный и может быть использодобиваются на экране соосности высван для получения более сложных фивеченного изображения калибра и гур (например, системы овалов). подобных фигур ^в этом случае по каждой из осей координат с обеих сто- 40 Предложенный способ опробован рон от центра их пересечения должно при настройке 12-клетевого двухвалбыть одинаковое количество высвеченкового калибровочного стана пилигриных линий подобных фигур). мовой установки 140-325 мм. В качестве стенда для установки При отсутсвии настройки калибра 45 настраиваемой клети используют спрона размер и смещении калибров друг ектированную и изготовленную констотносительно друга (фиг.З) перемещерукцию, аналогичную плитовине станием валков, используя систему пона для установки одной клети, а в добных фигур, добиваются необходимой качестве проекционного аппарата величины зазора между ними и правиль- 50 фильмопроектор Ф-3. Так как калибного поперечного положения калибров. ры прокатных клетей имеют форму Если ручья валков изношены, то круга, то на пленку наносят сисна экране будет высвечено изображетему концентрических окружностей ние по фиг.4 (т.е. по одной из осей (используют механический способ наили в любой другой точке высвечен55 несения окружностей и способ фотоного изображения калибра, количестграфии^. Расстояние от фокуса прово линий подобных фигур будет больекционного аппарата до плоскости ше, чем по другой оси или в любой 1210929 калибров 1850 мм, а до экрана 3700 мм. Были использованы пленки, дающие расстояние между линиями окружностей на экране 3-5 мм. При помощи двух визиров, изготовленных из листового металла, осуществляют настройку луча проекционного аппарата по оси прокатки. Зафиксировав положение проекционного аппарата, визиры снимают с посадочных мест стенда, а на стенд поочередно устанавливают настраиваемые клети. Проецируя через калибры клетей систему концентрических окружностей на экране, установленном за клетью, получают высвеченное изображение калибров и системы окружностей, а добившись их соосности посредством регулировки положения валков, настраивают калибры на ось стана, Заведомо зная ширину ручьев калибра, определяют масштаб увеличения изображения на экране, а затем устанавливают высоту калибра, измеряя высоту высвеченного изображения калибра на экране. Измерив щупом (ІЩІ, набор 2, ГОСТ 882-75) зазор между валками ( равен 5 мм по калибровке] , уста^ навливают, что ошибка установки высоты калибра (220-250 мм| составляет 0,2 мм. Изменяя положение ручьев валков друг относительно друга в направле ФигЪ Редактор М.Дылын * нии оси валка, определяют ( посредством шага винта регулировочного устройства), что предлагаемый способ позволяет выполнить эту опера5 цию настройки калибра с точностью ± 0,2 мм. Минимальный местный износ ручьев валков, который можно определить, составляет 0,2 мм /величина износа 10 измеряется на экране - 0,5 деления миллиметровой линейки, а затем непосредственно на валке при помощи шаблона и щупа - величина износа 0,3 мм}. 15 Наименьший общий износ по вершине валка равен 0,2 мм (разность расстояния от высвеченного контура до ближайшей концентрической окружности по вершине ручья и у выпусков 20 составляет 0,5 деления миллиметровой линейки]. Фактический общий износ, измеренный при помощи шаблона и щупа, 0,25 мм. 25 Таким образом, способ настройки калибров многоклетевьк прокатных станов за счет проецирования на экран координатной системы в виде системы эквидистантных фигур, подобных фигу30 ре калибра, имеющих общий центр и отстоящих друг от друга на заданном расстоянии, позволяет наряду с настройкой калибров на ось прокатки и друг относительно друга осуществлять 35 дополнительный контроль места и степени износа калибров. ФигЧ Фыг.д Составитель В.Павленко Техред 0. Ващишина Корректор Е. Сирохман Заказ 578/13 Тираж 518 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Филиал ГШП "Патент", г. Ужгород, ул.Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of adjustment of passes of multi-stand rolling mills
Автори англійськоюCherniavskyi Anatolii Oleksandrovych, Ksionz Oleksandr Afanasiiovych, Marchenko Oleh Porfyriiovych, Dubrovskyi Oleksandr Anatoliiovych, Zabludovskyi Hryhorii Hryhoriiovych
Назва патенту російськоюСпособ настройки калибров многоклетьевых прокатных станов
Автори російськоюЧернявский Анатолий Александрович, Ксенз Александр Афанасьевич, Марченко Олег Порфирьевич, Дубровский Александр Анатольевич, Заблудовский Григорий Григорьевич
МПК / Мітки
МПК: B21B 31/16, B21B 37/00
Мітки: калібрів, станів, прокатних, багатоклітьових, спосіб, налагодження
Код посилання
<a href="https://ua.patents.su/4-11400-sposib-nalagodzhennya-kalibriv-bagatoklitovikh-prokatnikh-staniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб налагодження калібрів багатоклітьових прокатних станів</a>
Система витяжних калібрів

Номер патенту: 7909
Опубліковано: 26.12.1995
Автори: Нечепоренко Володимир Андрійович, Дишковец Генадій Анатольйович, Шульгін Григорій Митрофанович, Максаков Анатолій Іванович, Бабенко Михайло Антонович, Хрустенко Юрій Михайлович
МПК: B21B 1/02
Мітки: система, калібрів, витяжних
Формула / Реферат:
1. Система вытяжных калибров, включающая последовательно расположенные восьмиугольный и шестиугольный пластовые и диагональный квадратный калибры, отличающаяся тем, что, с целью повышения вытяжной способности системы калибров, восьмиугольный пластовый калибр образован двумя ромбами, совмещенными по большим диагоналям, причем диагонали каждого из них перекрывают друг друга на 0,3-0,6 их длины.2. Система по п.1, отличающаяся тем, что...
Чорновий блок прокатних клітей
Номер патенту: 5601
Опубліковано: 28.12.1994
Автори: Сапригін Хразален Михайлович, Курандо Ігор Григорович, Афанасьєв Сергій Іванович, Ющевський Віктор Карлович, Шевчук Генадій Сергійович
МПК: B21B 1/12, B21B 31/00
Мітки: прокатних, блок, чорновий, клітей
Формула / Реферат:
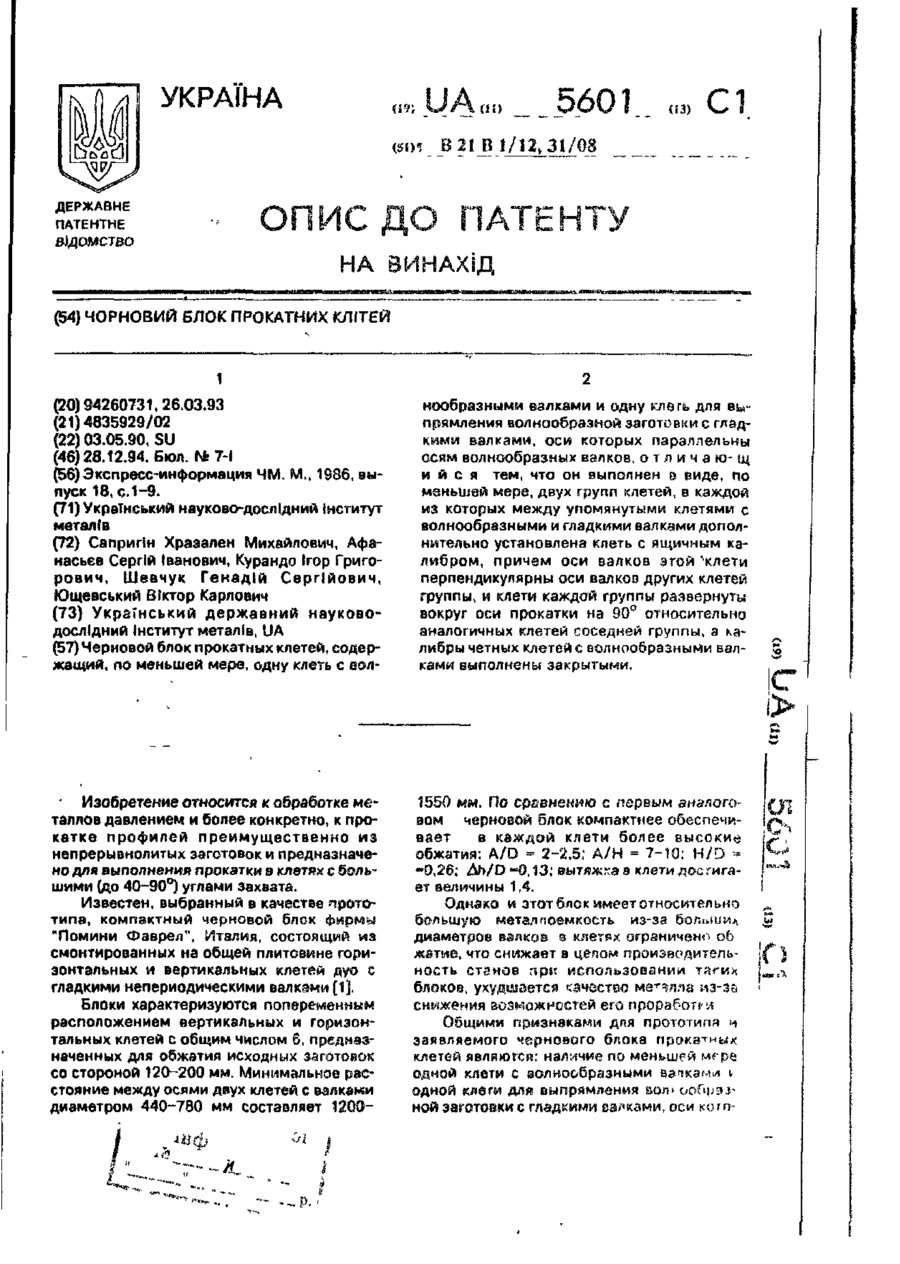
(57) Черновой блок прокатных клетей, содержащий, по меньшей мере, одну клеть с волнообразными валками и одну клеть для выпрямления волнообразной заготовки с гладкими валками, оси которых параллельны осям волнообразных валков, отличающийся тем, что он выполнен в виде, по меньшей мере, двух групп клетей, в каждой из которых между упомянутыми клетями с волнообразными и гладкими валками дополнительно установлена клеть с ящичным калибром, причем...
Пристрій для осевої установки прокатних валків
Номер патенту: 6038
Опубліковано: 29.12.1994
Автор: Георг Енгель
МПК: B21B 31/16
Мітки: валків, осевої, прокатних, пристрій, установки
Формула / Реферат:
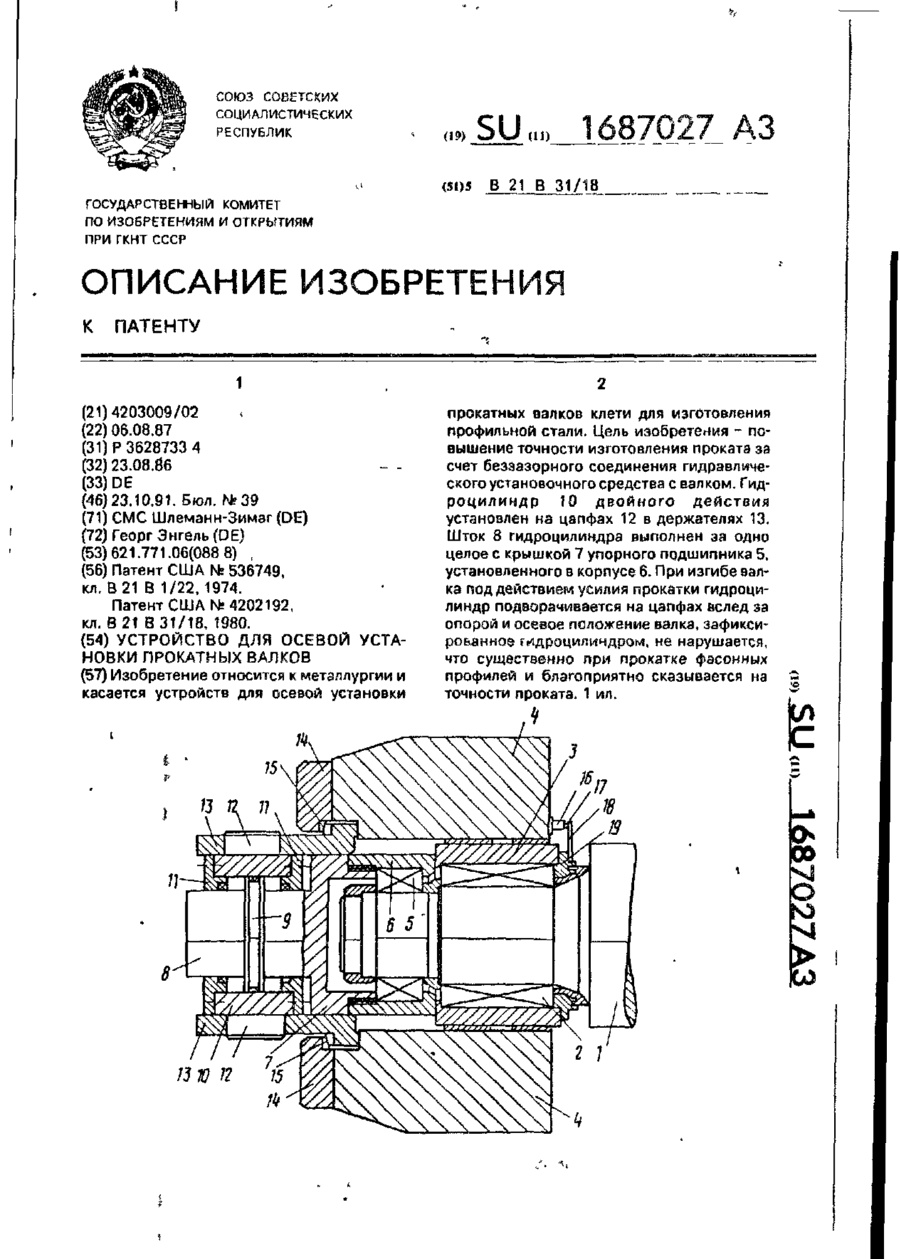
Устройство для осевой установки прокатных валков в клетях для изготовления стальных фасонных профилей, содержащее гидравлические установочные средства с гидроцилиндром двойного действия для по меньшей мере одного из двух валков, механизм регулирования положения гидравлических установочных средств, датчик регистрации фактического осевого положения валка, причем гидравлические установочные средства установлены с возможностью взаимодействия с...
Спосіб виробництва прокатних заготівок
Номер патенту: 8079
Опубліковано: 26.12.1995
Автори: Кукуй Давид Пенхусович, Шульгін Григорій Митрофанович, Овсій Едуард Вікторович, Грєкін Роман Наумович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/02
Мітки: заготівок, спосіб, виробництва, прокатних
Формула / Реферат:
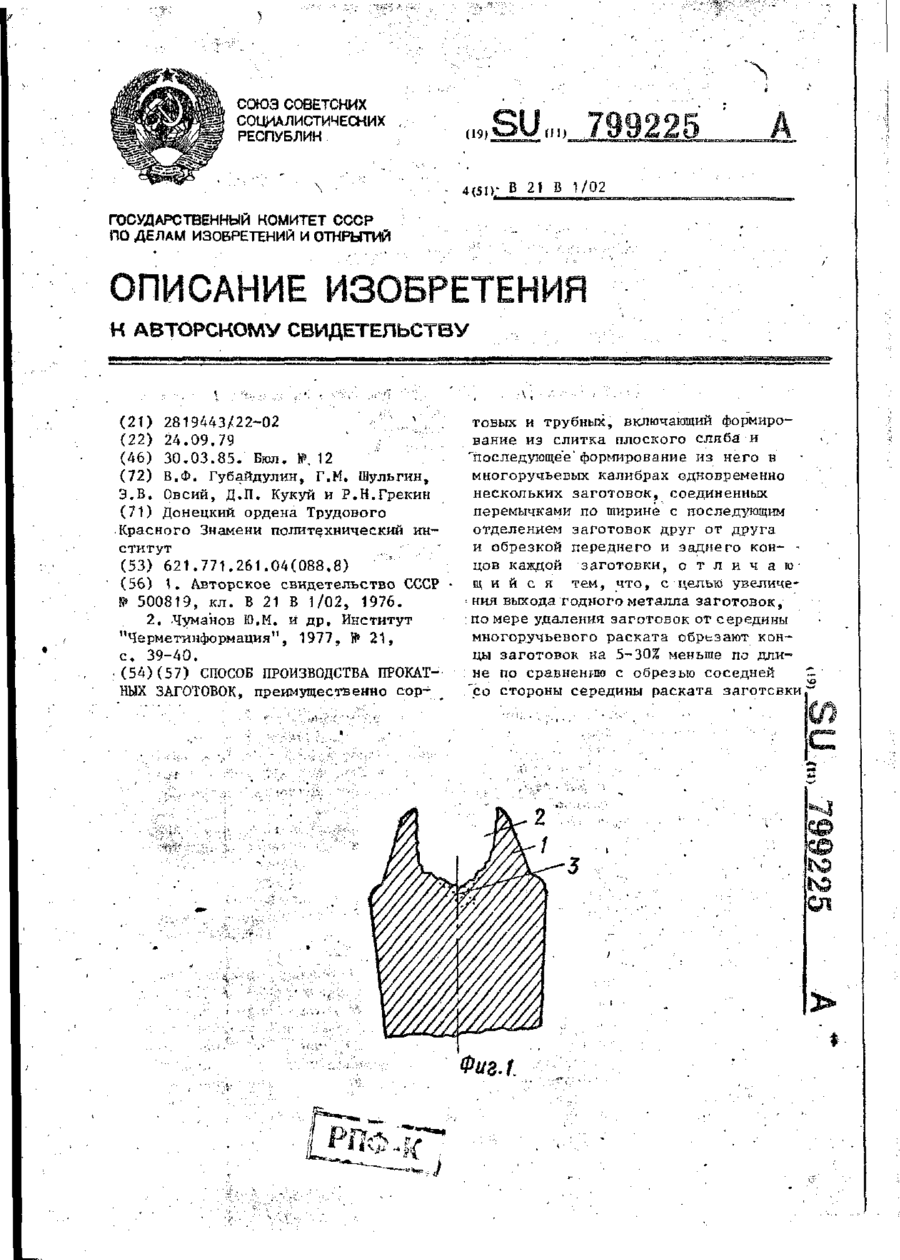
Способ производства прокатных заготовок, преимущественно сортовых и трубных, включающий формирование из слитка плоского сляба и последующее формирование из него в многоручьевых калибрах одновременно нескольких заготовок, соединенных перемычками по ширине с последующим отделением заготовок друг от друга и обрсзов переднего и заднего концов каждой заготовки, отличающийся тем, что с целью увеличения выхода годного металла заготовок, по мере...
Спосіб відцентрового лиття біметалевих прокатних валків
Номер патенту: 1337
Опубліковано: 25.03.1994
Автори: Ганджа Григорій Архипович, Білай Григорій Омелянович, Матвеєва Марина Олегівна, Комосов Віктор Вікторович, Козаченко Микола Сергійович, Ждакаєв Генадій Павлович, Лушпа Анатолій Олексійович
МПК: B22D 27/20, B22D 13/00
Мітки: валків, спосіб, відцентрового, лиття, біметалевих, прокатних
Формула / Реферат:
Способ центробежного литья биметаллических прокатных валков, включающий плавку металла рабочего и внутреннего слоев, последовательную его заливку во вращаемую форму с одновременной подачей добавки при заливке металла внутреннего слоя, отличающийся тем, что металл рабочего и внутреннего слоев плавят в одном плавильном агрегате, при этом при заливке металла внутреннего слоя используют комплексную графитизирующую добавку, содержащую церий, барий...
Попередній патент: Спосіб виготовлення кілець з внутрішнім гребнем
Наступний патент: Спосіб прокатки кільцевих виробів
Випадковий патент: Коронка для ударно-обертального буріння чавунної льотки доменної печі