Електроліт осадження функціональних покриттів сплавом олово-нікель
Номер патенту: 22594
Опубліковано: 25.04.2007
Автори: Бобков Дмитро Валерійович, Байрачний Борис Іванович, Зюбанова Світлана Івановна

Формула / Реферат
Електроліт осадження функціональних покриттів сплавом олово-нікель, що містить хлорид олова, який відрізняється тим, що він додатково містить сульфамат нікелю, сульфамінову кислоту, хлорид мангану та синтанол ДС-10 при такому співвідношенні компонентів (г/дм3):
олова хлорид
20-30
нікелю сульфамат
250-300
мангану хлорид
5-7
сульфамінова кислота
50-60
синтанол ДС-10
2-2,5.
Текст
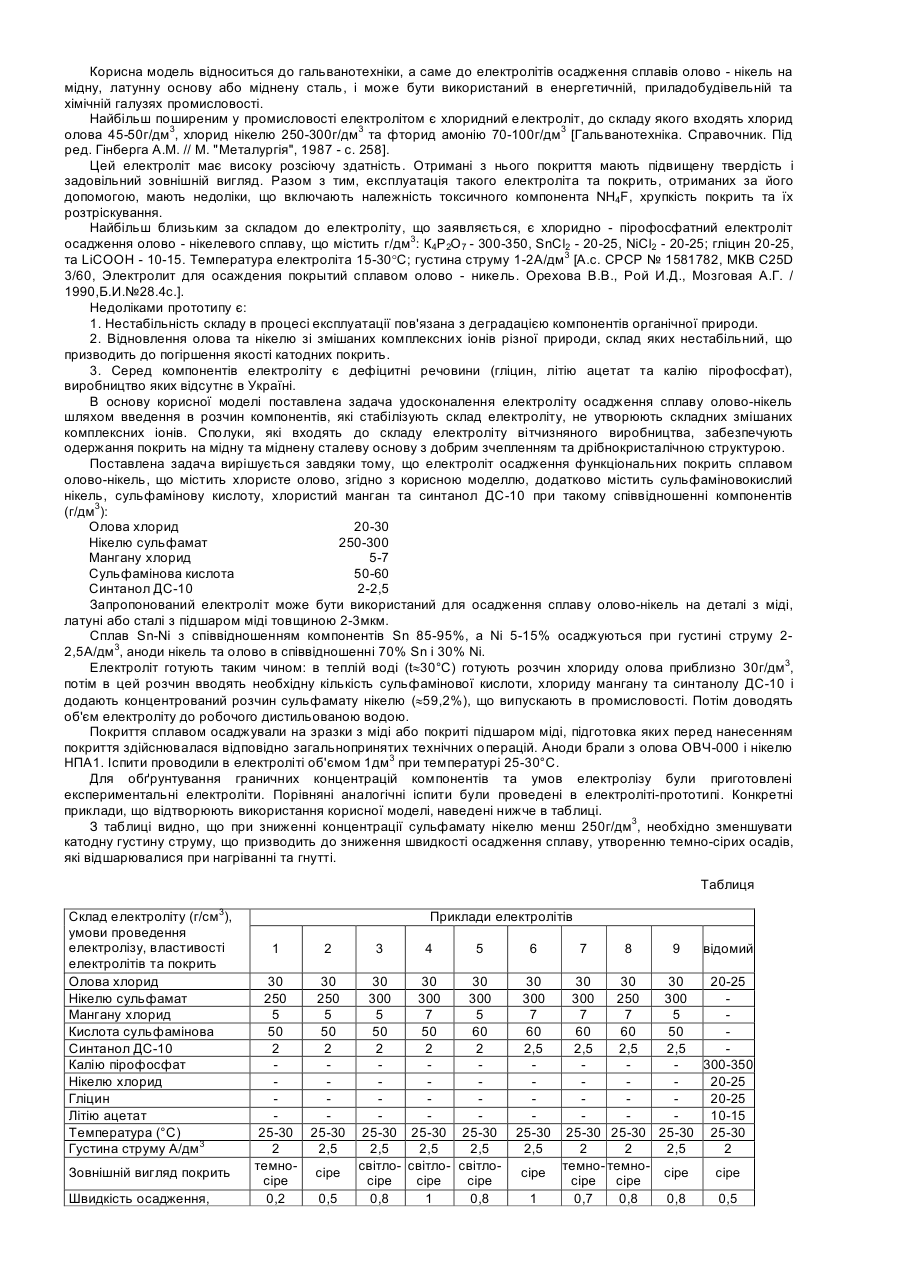
Корисна модель відноситься до гальванотехніки, а саме до електролітів осадження сплавів олово - нікель на мідну, латунну основу або міднену сталь, і може бути використаний в енергетичній, приладобудівельній та хімічній галузях промисловості. Найбільш поширеним у промисловості електролітом є хлоридний електроліт, до складу якого входять хлорид олова 45-50г/дм3, хлорид нікелю 250-300г/дм3 та фторид амонію 70-100г/дм3 [Гальванотехніка. Справочник. Під ред. Гінберга A.M. // М. "Металургія", 1987 - с. 258]. Цей електроліт має високу розсіючу здатність. Отримані з нього покриття мають підвищену твердість і задовільний зовнішній вигляд. Разом з тим, експлуатація такого електроліта та покрить, отриманих за його допомогою, мають недоліки, що включають належність токсичного компонента NH4F, хрупкість покрить та їх розтріскування. Найбільш близьким за складом до електроліту, що заявляється, є хлоридно - пірофосфатний електроліт осадження олово - нікелевого сплаву, що містить г/дм3: К4Р2O7 - 300-350, SnCl2 - 20-25, NiCl2 - 20-25; гліцин 20-25, та LiCOOH - 10-15. Температура електроліта 15-30°С; густина струму 1-2А/дм3 [А.с. СРСР № 1581782, МКВ C25D 3/60, Электролит для осаждения покрытий сплавом олово - никель. Орехова В.В., Рой И.Д., Мозговая А.Г. / 1990,Б.И.№28.4с.]. Недоліками прототипу є: 1. Нестабільність складу в процесі експлуатації пов'язана з деградацією компонентів органічної природи. 2. Відновлення олова та нікелю зі змішаних комплексних іонів різної природи, склад яких нестабільний, що призводить до погіршення якості катодних покрить. 3. Серед компонентів електроліту є дефіцитні речовини (гліцин, літію ацетат та калію пірофосфат), виробництво яких відсутнє в Україні. В основу корисної моделі поставлена задача удосконалення електроліту осадження сплаву олово-нікель шляхом введення в розчин компонентів, які стабілізують склад електроліту, не утворюють складних змішаних комплексних іонів. Сполуки, які входять до складу електроліту вітчизняного виробництва, забезпечують одержання покрить на мідну та міднену сталеву основу з добрим зчепленням та дрібнокристалічною структурою. Поставлена задача вирішується завдяки тому, що електроліт осадження функціональних покрить сплавом олово-нікель, що містить хлористе олово, згідно з корисною моделлю, додатково містить сульфаміновокислий нікель, сульфамінову кислоту, хлористий манган та синтанол ДС-10 при такому співвідношенні компонентів (г/дм3): Олова хлорид 20-30 Нікелю сульфамат 250-300 Мангану хлорид 5-7 Сульфамінова кислота 50-60 Синтанол ДС-10 2-2,5 Запропонований електроліт може бути використаний для осадження сплаву олово-нікель на деталі з міді, латуні або сталі з підшаром міді товщиною 2-3мкм. Сплав Sn-Ni з співвідношенням компонентів Sn 85-95%, a Ni 5-15% осаджуються при густині струму 22,5А/дм3, аноди нікель та олово в співвідношенні 70% Sn і 30% Ni. Електроліт готують таким чином: в теплій воді (t»30°С) готують розчин хлориду олова приблизно 30г/дм3, потім в цей розчин вводять необхідну кількість сульфамінової кислоти, хлориду мангану та синтанолу ДС-10 і додають концентрований розчин сульфамату нікелю (»59,2%), що випускають в промисловості. Потім доводять об'єм електроліту до робочого дистильованою водою. Покриття сплавом осаджували на зразки з міді або покриті підшаром міді, підготовка яких перед нанесенням покриття здійснювалася відповідно загальнопринятих технічних операцій. Аноди брали з олова ОВЧ-000 і нікелю НПА1. Іспити проводили в електроліті об'ємом 1дм3 при температурі 25-30°С. Для обґрунтування граничних концентрацій компонентів та умов електролізу були приготовлені експериментальні електроліти. Порівняні аналогічні іспити були проведені в електроліті-прототипі. Конкретні приклади, що відтворюють використання корисної моделі, наведені нижче в таблиці. З таблиці видно, що при зниженні концентрації сульфамату нікелю менш 250г/дм3, необхідно зменшувати катодну густину струму, що призводить до зниження швидкості осадження сплаву, утворенню темно-сірих осадів, які відшарювалися при нагріванні та гнутті. Таблиця Склад електроліту (г/см3), умови проведення електролізу, властивості електролітів та покрить Олова хлорид Нікелю сульфамат Мангану хлорид Кислота сульфамінова Синтанол ДС-10 Калію пірофосфат Нікелю хлорид Гліцин Літію ацетат Температура (°С) Густина струму А/дм3 Зовнішній вигляд покрить Швидкість осадження, Приклади електролітів 1 2 3 4 5 30 30 30 30 30 250 250 300 300 300 5 5 5 7 5 50 50 50 50 60 2 2 2 2 2 25-30 25-30 25-30 25-30 25-30 2 2,5 2,5 2,5 2,5 темносвітло- світло- світлосіре сіре сіре сіре сіре 0,2 0,5 0,8 1 0,8 6 30 300 7 60 2,5 25-30 2,5 сіре 1 7 8 9 відомий 30 30 30 20-25 300 250 300 7 7 5 60 60 50 2,5 2,5 2,5 300-350 20-25 20-25 10-15 25-30 25-30 25-30 25-30 2 2 2,5 2 темно- темносіре сіре сіре сіре 0,7 0,8 0,8 0,5 мкм/хв Іспити Нагріванням 260 280 280 280 280 280 260 260 покрить на оплавлення та гнуттям *відш. невідш. невідш. невідш. невідш. невідш. відш. відш. зчеплення 260 260 відш. відш. *відшаровувалось покриття по краях зразків. Використання мінімальних концентрацій хлориду мангану, сульфамінової кислоти та синтанолу ДС-10 також погіршує умови електролізу та якість покрить. Збільшення концентрації цих компонентів призводить до осадження темно-сірих покрить з суттєво меншим його зчепленням з основою. Збільшення вмісту сульфамату нікелю понад 300г/дм3 недоцільне, тому що призводить до погіршення умов електролізу та якості покрить. Зменшення густини струму нижче 2А/дм2 призводить до суттєвого зменшення швидкості осадження сплаву і якості покрить при нагріванні, а збільшення її вище за 2,5А/дм2 погіршує якість покрить та викликає їх відшарування. Таким чином, додаткове введення в електроліт сульфамату нікелю, хлориду мангану, сульфамінової кислоти та синтанолу ДС-10 забезпечує отримання більш якісного покриття в порівнянні з прототипом, а також дає змогу збільшити стабільний термін його експлуатації з використанням доступних компонентів. Використання запропонованого електроліту дозволяє одержати світло-сірі покриття сплавом Sn-Ni. Вони не відшаровуються від основи, проявляють каталітичні властивості при окисненні монооксиду вуглецю в інтервалі температур 250-270°С, не оплавляються при термоударах до цих температур.
ДивитисяДодаткова інформація
Назва патенту англійськоюThe electrolite of function coatings precipitation with tin-nickel alloy
Автори англійськоюBairachnyi Borys Ivanovych, Bobkov Dmytro Valeriiovych
Назва патенту російськоюЕлектролит осаждения функциональных покрытий сплавом олово-никель
Автори російськоюБайрачный Борис Иванович, Бобков Дмитрий Валериевич
МПК / Мітки
МПК: C25D 3/56
Мітки: електроліт, функціональних, олово-нікель, сплавом, осадження, покриттів
Код посилання
<a href="https://ua.patents.su/2-22594-elektrolit-osadzhennya-funkcionalnikh-pokrittiv-splavom-olovo-nikel.html" target="_blank" rel="follow" title="База патентів України">Електроліт осадження функціональних покриттів сплавом олово-нікель</a>
Комплексний електроліт для осадження сплаву олово-свинець
Номер патенту: 23860
Опубліковано: 31.08.1998
Автори: Калуш Олександр Захарович, Шуляр Галина Степанівна, Стрільчук Людмила Василівна, Афонін Олександр Васильович, Пашинський Леонід Миколайович, Філіна Ірина Арсентівна, Глядіна Надія Олексіївна, Гасьмаєв Віктор Корнійович, Свиридович Олександр Микитович, Тарасенко Володимир Миколайович
МПК: C25D 3/56
Мітки: електроліт, сплаву, осадження, комплексний, олово-свинець
Формула / Реферат:
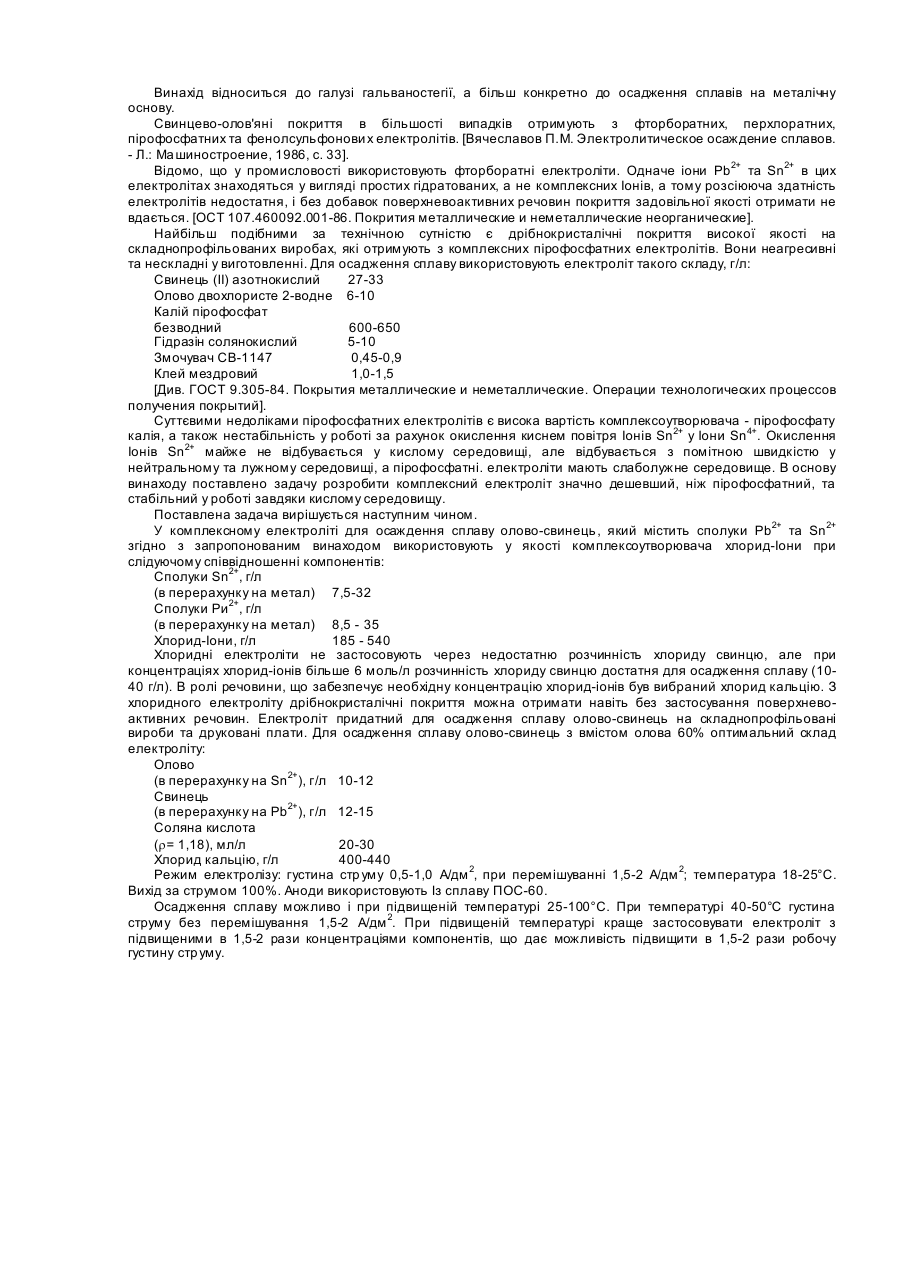
Комплексний електроліт для осадження сплаву олово-свинець, який містить сполуки свинцю Pb2+ та олова Sn2+, який відрізняється тим, що як комплексоутворювач використовують хлорид-іони при такому співвідношенні компонентів:Сполуки Sn2+ 7,5-32 г/л (в перерахунку на метал)Сполуки Рb2+ 8,5-35 г/л...
Спосіб приготування борфтористоводневого електроліту для осадження покриттів сплавом олово-свинець
Номер патенту: 58364
Опубліковано: 15.12.2005
Автори: Трубнікова Лариса Валентинівна, Майзеліс Антоніна Олександрівна, Байрачний Борис Іванович
МПК: C25D 3/60
Мітки: покриттів, приготування, електроліту, сплавом, осадження, борфтористоводневого, спосіб, олово-свинець
Формула / Реферат:
Даний винахід стосується способу підвищення продуктивності виробництва чавуну в доменній печі, яку завантажують залізовмісними агломератами. Спосіб полягає у створенні контакту між завантажуваним залізовмісним матеріалом і ефективною кількістю дисперсії матеріалу у вигляді частинок, що модифікує шлак, причому створення згаданого контакту відбувається раніше завантаження агломерату в доменну піч.
Спосіб приготування борфтористоводородного електроліту для осадження покриттів сплавом олово-свинець
Номер патенту: 58364
Опубліковано: 15.07.2003
Автори: Трубнікова Лариса Валентинівна, Майзеліс Антоніна Олександрівна, Байрачний Борис Іванович
МПК: C25D 3/60
Мітки: покриттів, борфтористоводородного, спосіб, олово-свинець, сплавом, електроліту, приготування, осадження
Формула / Реферат:
Даний винахід стосується способу підвищення продуктивності виробництва чавуну в доменній печі, яку завантажують залізовмісними агломератами. Спосіб полягає у створенні контакту між завантажуваним залізовмісним матеріалом і ефективною кількістю дисперсії матеріалу у вигляді частинок, що модифікує шлак, причому створення згаданого контакту відбувається раніше завантаження агломерату в доменну піч.
Електроліт для осадження цинкових покриттів з вмістом фосфатів цинку
Номер патенту: 70151
Опубліковано: 15.09.2004
Автори: Шелухін Володимир Васильович, Сілаєва Алевтина Василівна, Лівшиц Абрам Борисович
МПК: C25D 3/02
Мітки: вмістом, цинкових, електроліт, цинку, покриттів, фосфатів, осадження
Формула / Реферат:
Електроліт для осадження цинк-фосфатних покрить з вмістом фосфатів цинку, що містить борфторат цинку, борфторат амонію, борну кислоту і емульгатор ОП-10, який відрізняється тим, що він містить додатково монофосфат цинку при такому співвідношенні компонентів, (вага, ч.): борфторат цинку 100-250 монофосфат цинку 50-100 борфторат амонію 40-50 ...
Електроліт для осадження мідних покриттів
Номер патенту: 3167
Опубліковано: 15.10.2004
Автори: Продан Наталія Митрофанівна, Шелухін Володимир Васильович, Залуська Тетяна Володимирівна, Лівшиц Абрам Борисович
МПК: C25D 3/38
Мітки: покриттів, електроліт, осадження, мідних
Формула / Реферат:
Електроліт для осадження мідних покриттів, що включає сіль міді, трилон Б, луг, поверхнево-активні речовини (ПАР), який відрізняється тим, що як ПАР він містить закріплювач У-2 та нітромочевину з таким співвідношенням компонентів (г/л): мідь основна вуглекисла 75-80 трилон Б 250-300 натр їдкий 15-20 нітромочевина ...
Попередній патент: Спосіб знешкодження касетних вибухових боєприпасів шляхом механічного руйнування
Випадковий патент: Печиво "рустики"