Спосіб комбінованого оброблення матеріалів струмопровідним абразивним інструментом
Формула / Реферат
Способ комбинированной обработки материалов токопроводящим абразивным инструментом, режущие свойства которого восстанавливаются в процессе обработки, для чего абразивный инструмент и обрабатываемую деталь включают в цепь источника питания, в среде диэлектрика, отличающийся тем, что процесс ведут с обратной полярностью, используя в качестве технологической среды твердые сухие смазки на основе экологически чистых углеводородов.
Текст
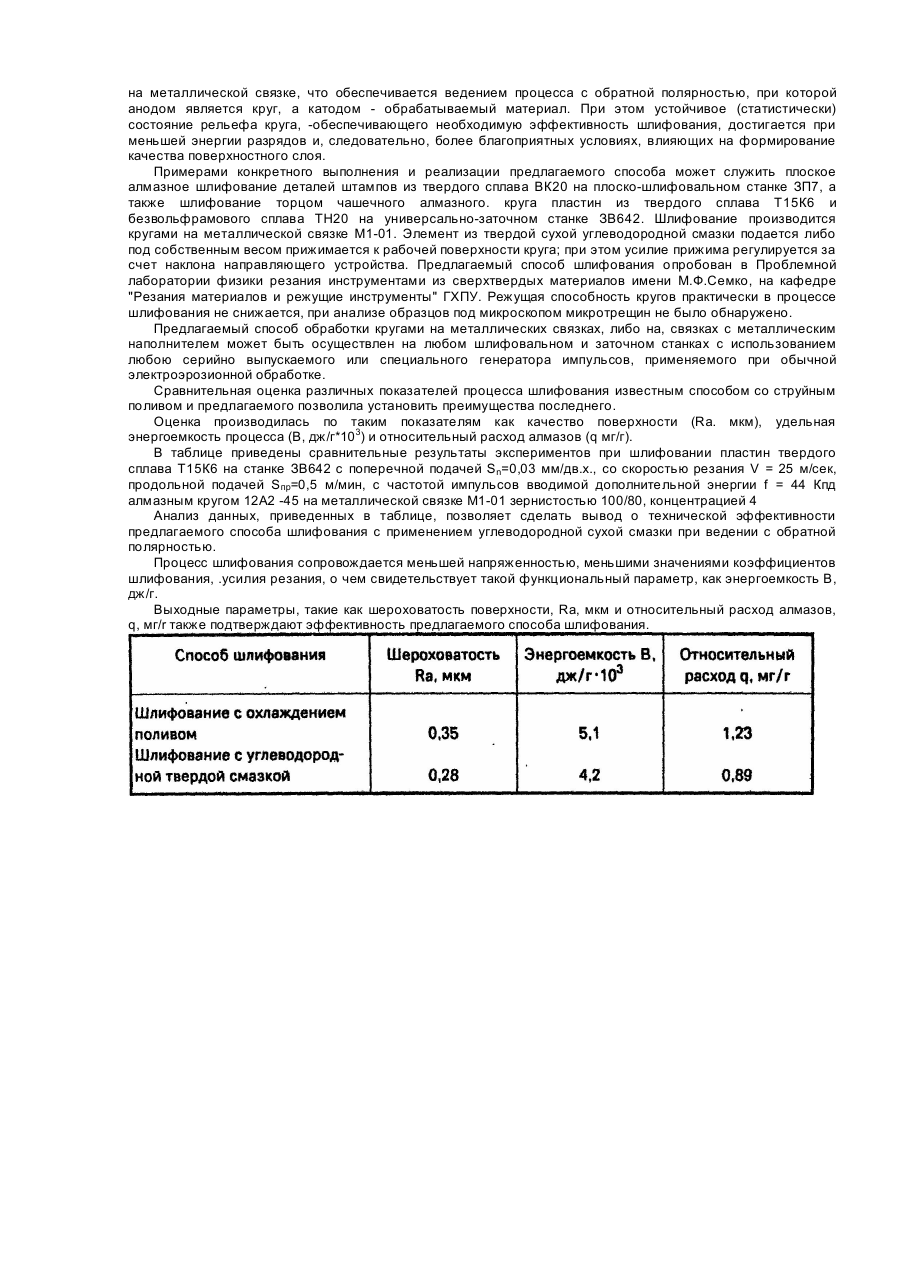
Изобретение относится к машиностроению, касается технологии обработки резанием и может быть использовано при шлифовании и заточке изделий и инструментов из твердых гетерофазных материалов, в том числе безвольфрамовых. Известны способы шлифования, позволяющие повысить работоспособность кругов на металлических связках, расширить их технологические возможности; это так называемые комбинированные способы обработки. Одним из них является алмазное электрохимическое шлифование - АЭХШ [1,2,3). В процессе АЭХШ в результате взаимодействия электрофизико-химических, механических факторов интенсифицируется съем припуска, увеличивается производительность по сравнению с обычным алмазным шлифованием, снижаются в 1,3-1,5 раза силы резания, температуры и энергоемкость процесса. Однако АЭХШ имеет ряд существенных недостатков; содержащих его более широкое применение; производительность процесса ограничивается появлением нетокопроводной (пассивирующей) пленки на аноде, нарушением стабильности процесса из-за его чувствительности к изменению состояния и состава электролита. Кроме того, имеет место растравливание по границам зерен в обрабатываемом материале; не удается устранить корродирование оборудования, негигиеничность применяемых электролитов. Большой недостатком процесса АЭХШ состоит в том, что не удается достичь эффективного правящего воздействия а круг, исключить его "засаливание", т.к. с увеличением напряжения постоянного тока процесс переходит в электроэрозионный, что увеличивает износ круга. Кроме того, срезаемая стружка на отдельных участках заполняет межэлектродное пространство, что ухудшает прокачку электролита и как следствие вызывает пробой межэлектродного промежутка даже при небольшом рабочем напряжении; это приводит к интенсификации электроэрозионных разрядов, повышению износа круга. Известен способ абразивной обработки металлов токопроводящим абразивным инструментом, режущие свойства которого восстанавливают в процессе обработки, для чего включают в цепь источника питания абразивный инструмент и обрабатываемую деталь [4], Для этого процесс обработки ведут в среде диэлектрика, а между абразивным инструментом и обрабатываемой деталью возбуждают электрические разряды. В этом способе применяется прямая полярность (деталь-анод, круг-катод), что обеспечивает достижение главной цели известного способа: интенсификация процесса за счет образующейся зоны предразрушения в поверхностном слое шлифуемого металла, так как большая часть энергии разряда направлена на деталь. Однако необходимость применения при этом смазочно-охлаждающей жидкости (обычно 3% содовый раствор воды), которая служит диэлектриком, создает целый ряд трудностей и неудобств; зона обработки закрыта, необходимость вывода инструмента из зоны· контакта с кругом приводит к разбрызгиванию жидкости; применение многопозиционных приспособлений, шлифование и заточка многолезвийных инструментов практически невозможны. Кроме того, при шлифовании многофазных материалов, например, твердых сплавов, в том числе, безвольфрамовых, имеющих весьма низкую теплопроводность и повышенную скорость к трещинообразованию, образующаяся зона предразрушения в поверхностном слое шлифуемого с прямой полярностью материала приводит к растрескиванию и сколам на поверхности шлифуемых изделий; поэтому при шлифовании необходимо обеспечить более щадящие условия воздействия энергии разрядов на обрабатываемый материал. Предлагаемое изобретение решает задачу повышения качества обработки гетерофазных материалов абразивным инструментом за счет применения обратной полярности, тёк как прямая полярность в прототипе, преследующая его главную цель предразрушение поверхностного слоя и облегчение тем самым съема обрабатываемых железоуглеродистых материалов, приводит к существенному ухудшению качества обработки гетерофазных материалов (например, сколы, трещинообразования при шлифовании твердых сплавов); кроме того предлагаемое изобретение существенно расширяет технологические возможности процесса шлифования за счет применения твердых смазок и исключения применения смазочноохлаждающих технологических сред (СОТС) поливом.используемым в прототипе. Технический результат достигается тем, что в известном способе режущие свойства абразивного инструмента восстанавливаются в процессе шлифования, для чего инструмент и обрабатываемую деталь включают в цепь источника питания в среде диэлектрика, а согласно изобретению процесс ведут с обратной полярностью, а в качестве технологической среды применяют твердые сухие смазки на основе экологически чистых углеводородов и при этом достигается стабилизация процесса шлифования за счет хорошей самозатачиваемости режущего рельефа кругов на любых, в том числе весьма твердых и прочных металлических связках. Технический результат при использовании изобретения состоит в том, что обеспечивается широкая возможность высокопроизводительной, а главное высококачественной абразивной обработки (шлифования) любых многофазных материалов (твердые сплавы, в том числе безвольфрамовые, сверхтвердые материалы и др.) с открытой зоной обработки; при этом могут применяться абразивные (алмазные) круги на металлических связках любой модификации. Применение твердых сухих смазочно-технологических сред исключает использование жидкости поливом, создающее ряд неудобств, а применение обратной полярности (круг-анод, деталь-катод) позволяет создать более щадящие условия воздействия энергии разрядов на поверхность многофазных твердых материалов и обеспечить устойчивую развитость рельефа кругов на металлических связках любой модификации (в том числе твердосплавных) что невозможно при включении в цепь с прямой полярностью. В качестве технологических сред применены твердые, сухие, экологически чистые углеводороды различных модификаций (парафиноподобные). Столбик из сухой твердой смазки определенного сечения с помощью простого устройства с небольшим усилием (3-5 гр) прижимается и постоянно контактирует с рабочей поверхностью абразивного инструмента. Применяемая сухая, твердая технологическая смазка является отличной диэлектрической средой, способствующей инициированию разрядов и достижению стабильных условий взаимодействия режущего рельефа круга с обрабатываемым материалом. Необходимо отметить хорошую самозатачиваемость, развитость режущей поверхности алмазного круга на металлической связке, что обеспечивается ведением процесса с обратной полярностью, при которой анодом является круг, а катодом - обрабатываемый материал. При этом устойчивое (статистически) состояние рельефа круга, -обеспечивающего необходимую эффективность шлифования, достигается при меньшей энергии разрядов и, следовательно, более благоприятных условиях, влияющих на формирование качества поверхностного слоя. Примерами конкретного выполнения и реализации предлагаемого способа может служить плоское алмазное шлифование деталей штампов из твердого сплава ВК20 на плоско-шлифовальном станке ЗП7, а также шлифование торцом чашечного алмазного. круга пластин из твердого сплава Т15К6 и безвольфрамового сплава ТН20 на универсально-заточном станке ЗВ642. Шлифование производится кругами на металлической связке М1-01. Элемент из твердой сухой углеводородной смазки подается либо под собственным весом прижимается к рабочей поверхности круга; при этом усилие прижима регулируется за счет наклона направляющего устройства. Предлагаемый способ шлифования опробован в Проблемной лаборатории физики резания инструментами из сверхтвердых материалов имени М.Ф.Семко, на кафедре "Резания материалов и режущие инструменты" ГХПУ. Режущая способность кругов практически в процессе шлифования не снижается, при анализе образцов под микроскопом микротрещин не было обнаружено. Предлагаемый способ обработки кругами на металлических связках, либо на, связках с металлическим наполнителем может быть осуществлен на любом шлифовальном и заточном станках с использованием любою серийно выпускаемого или специального генератора импульсов, применяемого при обычной электроэрозионной обработке. Сравнительная оценка различных показателей процесса шлифования известным способом со струйным поливом и предлагаемого позволила установить преимущества последнего. Оценка производилась по таким показателям как качество поверхности (Ra. мкм), удельная энергоемкость процесса (В, дж/г*103) и относительный расход алмазов (q мг/г). В таблице приведены сравнительные результаты экспериментов при шлифовании пластин твердого сплава Т15К6 на станке ЗВ642 с поперечной подачей Sn=0,03 мм/дв.х., со скоростью резания V = 25 м/сек, продольной подачей Sпр=0,5 м/мин, с частотой импульсов вводимой дополнительной энергии f = 44 Кпд алмазным кругом 12А2 -45 на металлической связке Μ1-01 зернистостью 100/80, концентрацией 4 Анализ данных, приведенных в таблице, позволяет сделать вывод о технической эффективности предлагаемого способа шлифования с применением углеводородной сухой смазки при ведении с обратной полярностью. Процесс шлифования сопровождается меньшей напряженностью, меньшими значениями коэффициентов шлифования, .усилия резания, о чем свидетельствует такой функциональный параметр, как энергоемкость В, дж/г. Выходные параметры, такие как шероховатость поверхности, Ra, мкм и относительный расход алмазов, q, мг/r также подтверждают эффективность предлагаемого способа шлифования.
ДивитисяДодаткова інформація
Автори англійськоюUzunian Matvii Danylovych
Автори російськоюУзунян Матвей Данилович
МПК / Мітки
МПК: B24B 1/00
Мітки: спосіб, струмопровідним, матеріалів, абразивним, інструментом, комбінованого, оброблення
Код посилання
<a href="https://ua.patents.su/2-22847-sposib-kombinovanogo-obroblennya-materialiv-strumoprovidnim-abrazivnim-instrumentom.html" target="_blank" rel="follow" title="База патентів України">Спосіб комбінованого оброблення матеріалів струмопровідним абразивним інструментом</a>
Спосіб оброблення радіоактивних відходів фільтраційних целюлозних матеріалів
Номер патенту: 16188
Опубліковано: 29.08.1997
Автори: Шараніна Людмила Георгієвна, Ружинський Володимир Миколаевич, Висоцький Сергій Павлович, Кузьменко Лідія Борисовна, Уздеников Микола Борисович, Буркан Наталія Миколаєвна
МПК: G21F 9/30
Мітки: целюлозних, матеріалів, оброблення, відходів, спосіб, радіоактивних, фільтраційних
Формула / Реферат:
Способ обработки радиоактивных отходов фильтрационных целлюлозных материалов, включающий стадию термической обработки материала при температуре 105-230°С, отличающийся тем, что, с целью повышения фактора уменьшения объема и упрощения технологии, фильтрационный материал предварительно отмывается щелочным раствором, промывается демине-рализованной водой и обрабатывается раствором окислителя при массовом соотношении фильтрационный...
Пристрій для газополум’яного оброблення матеріалів
Номер патенту: 7133
Опубліковано: 30.06.1995
Автори: Попов Анатолій Іванович, Луцкер Юлій Григорович, Єременко Вадим Валерьович, Гольдберг Марк Якович
МПК: C25B 15/00, B23K 5/00
Мітки: матеріалів, пристрій, газополум'яного, оброблення
Формула / Реферат:
(57) 1. Устройство для газопламенной обработки материалов, содержащее электролизно-водный генератор, соединенный через гидрозатвор, барботер и газосмеситель с горелкой, отличающеееся тем, что в него введены последовательно соединенные фильтр, трансформатор и стабилизатор тока, а также датчик давления газа с блоком индикации, причем вход электролизно-водного генератора подключен к выходу стабилизатора тока, второй вход котрого подключен к...
Спосіб зруйнування твердих матеріалів
Номер патенту: 16215
Опубліковано: 29.08.1997
Автори: Любарський Борис Семенович, Левертов Михайло Григорович, Махник Володимир Васильович, Валуконіс Генрікас Юозович
МПК: F42D 1/00
Мітки: спосіб, твердих, матеріалів, зруйнування
Формула / Реферат:
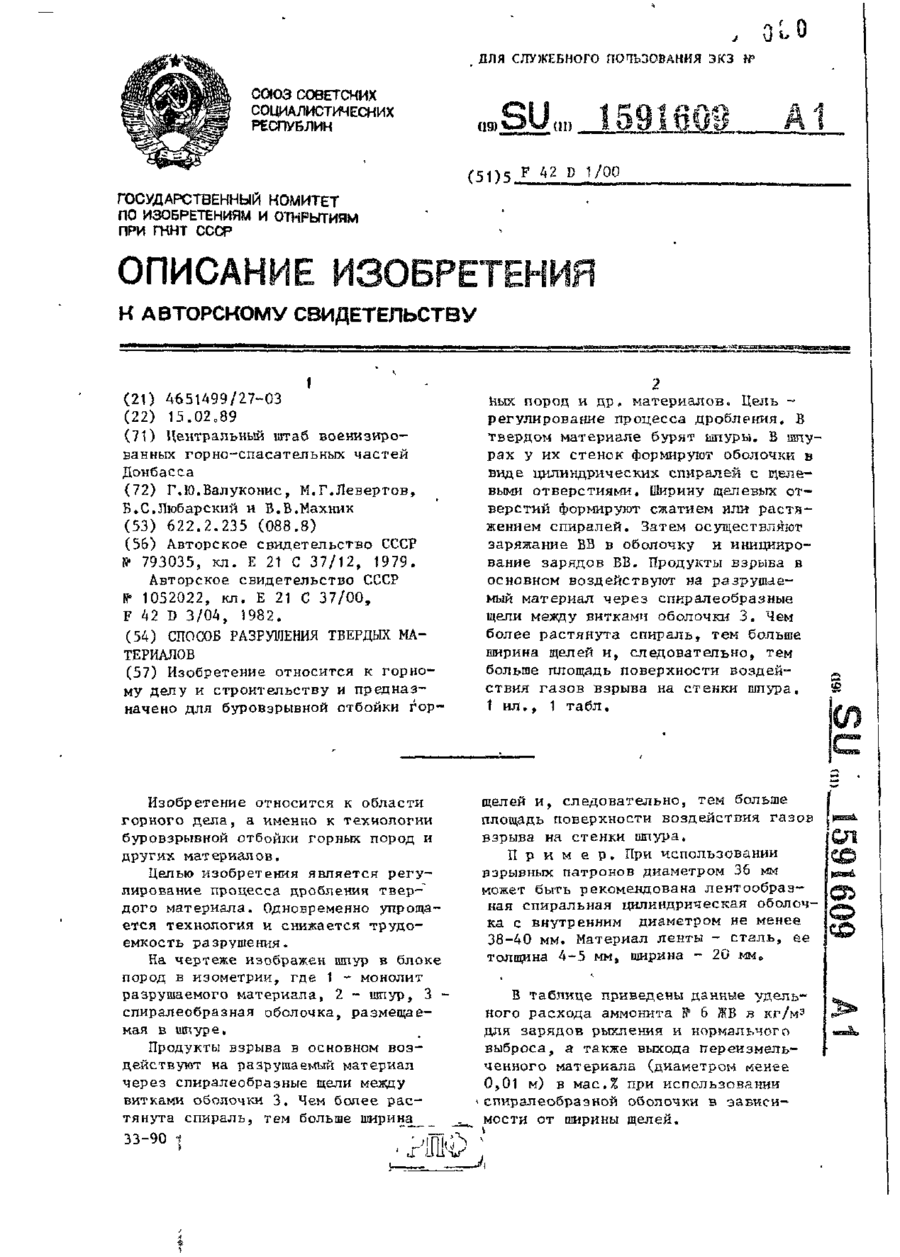
Способ разрушения твердых материалов, включающий бурение шпуров, формирование у их стенок оболочек с щелевыми отверстиями, заряжание ВВ в оболочки и инициирование зарядов ВВ, отличающийся тем, что, с целью регулирования процесса дробления, оболочки выполняют в виде цилиндрических спиралей, а ширину щелевых отверстий формируют сжатием или растяжением спиралей.
Спосіб декоративної обробки виробів з деревних матеріалів
Номер патенту: 4421
Опубліковано: 27.12.1994
Автори: Прудников Петро Герасимович, Фрідлянд Михайло Ізраілевич, Гордіенко Володимир Васильович
Мітки: декоративної, матеріалів, деревних, виробів, спосіб, обробки
Формула / Реферат:
1. Способ декоративной обработки изделий из древесных материалов, заключающийся в ступенчатой горячей напрессовке термостойкой плен-ки на поверхность изделия и ее последующем удалении, отличающийся тем, что, с целью повышения качества обработки, на поверхность изделия предварительно наклеивают декоративную пленку с последующим наложением на нее термостойкой пленки для их совместной напрессовки, при этом после удаления термостойкой пленки...
Спосіб одержання порошкових кераміко-металевих матеріалів на основі ренію
Номер патенту: 17183
Опубліковано: 18.03.1997
Автори: Кожура Олег Вікторович, Штеменко Олександр Васильович, Черненко Олексій Георгійович, Бовикін Борис Олександрович
МПК: C22C 23/00, C22C 27/00
Мітки: порошкових, кераміко-металевих, ренію, спосіб, основі, одержання, матеріалів
Формула / Реферат:
Способ получения порошковых керамико-металлических материалов на основе рения, путем прессования, восстановления и спекания исходных компонентов, отличающийся тем, что в качестве исходных компонентов используют оксиды металлов общей формулы MO2 (где M - Ti, Zr, Hf, Th, U, Pu) и биядерные кластерные галогенокарбоксилаты рения общей формулы цис-Re2X4(RCOO)2 × 2H2O (где X - Cl, Br; R - CH3-; C2H5-; C3H7-; (CH3)2CH-; (CH3)3C-), взятых в...
Попередній патент: Спосіб визначення окиснюваності і термічної стабільності реактивного палива
Наступний патент: Спосіб поверхневої закалки та пристрій для його здійснення
Випадковий патент: Спосіб визначення питомої витрати електроенергії на вироблення холоду