Пристрій автоматичного дозування сипучих матеріалів
Номер патенту: 23182
Опубліковано: 10.05.2007
Формула / Реферат
1. Пристрій автоматичного дозування сипучих матеріалів, що містить ваговий конвеєр з регульованим керуванням швидкістю приводу стрічки, перетворювачем для визначення ваги матеріалу на ваговій платформі, тахогенератор для визначення швидкості стрічки, задатчик продуктивності, який відрізняється тим, що він складається з логічного блока, задатчиків верхнього і нижнього рівня зони нечутливості, вага матеріалу на ваговій платформі враховується перетворювачем і надходить на лічильник для підрахунку ваги матеріалу, вихід якого з'єднаний з першим входом блока порівняння, а другий вхід підключений до задатчика ваги на ваговій платформі, перший вихід з'єднаний із другим входом першої логічної схеми І, а через першу схему НІ - із другим входом другої логічної схеми І, сигнал з датчика імпульсів, кількість яких дорівнює довжині стрічки вагової платформи, надходить на перший вхід тахогенератора, а другий вхід з'єднаний із задатчиком швидкості стрічки, а вихід тахогенератора підключений до другого входу другої логічної схеми І через другу схему НІ з першим входом першої логічної схеми І, виходи яких з'єднані з першим і другим входами логічного блока, а також логічний блок по четвертому і п'ятому входах підключений до задатчиків верхнього і нижнього рівня зони нечутливості, перший вихід якого через перший перемикач з'єднаний з електроприводом швидкості стрічки.
2. Пристрій за п.1, який відрізняється тим, що датчик рівня матеріалу в бункері живильника через перетворювач видає сигнал, що надходить на третій вхід логічного блока, і при зниженні матеріалу нижче заданого рівня видається сигнал на світлове табло "Наявність матеріалу в бункері не забезпечить задану продуктивність".
Текст
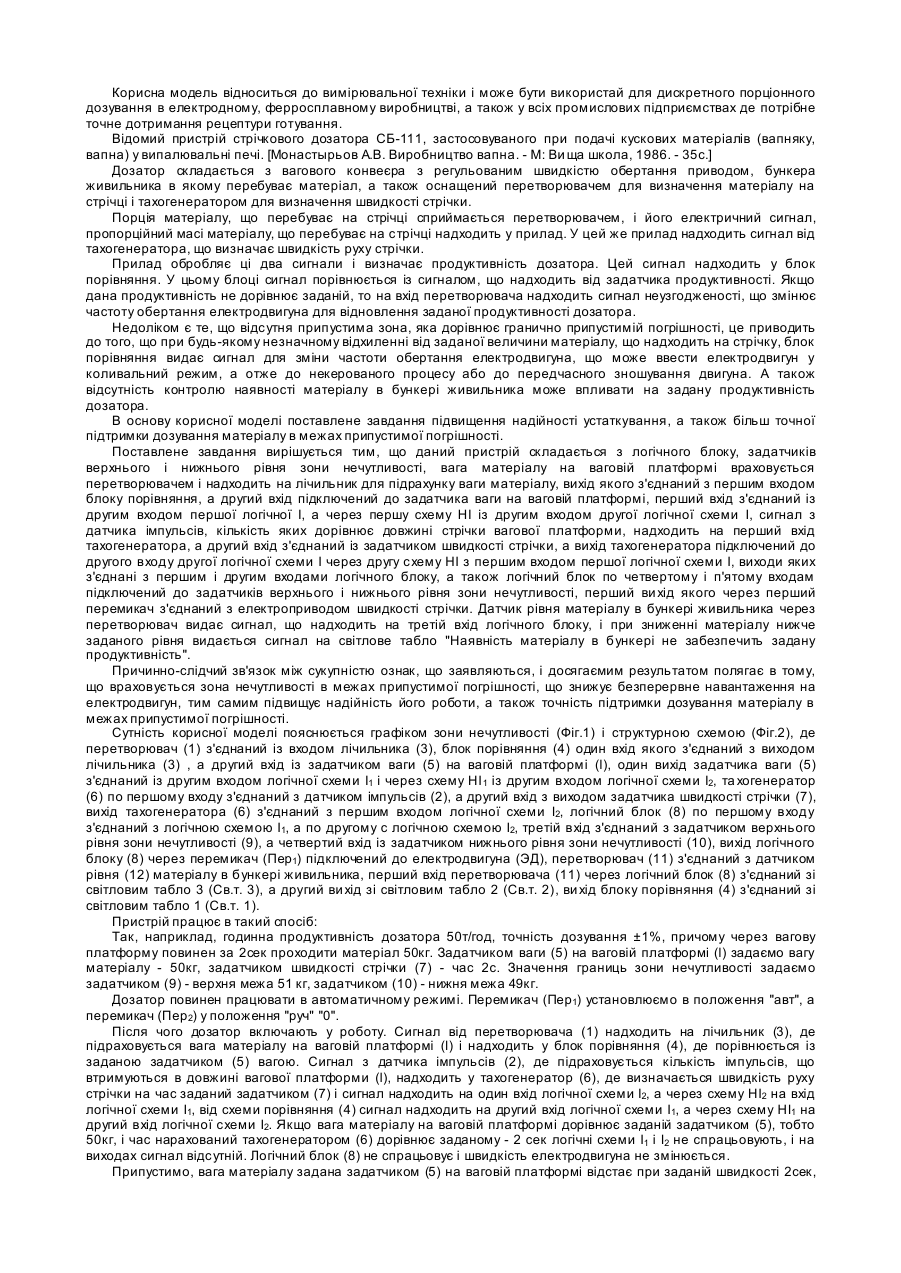
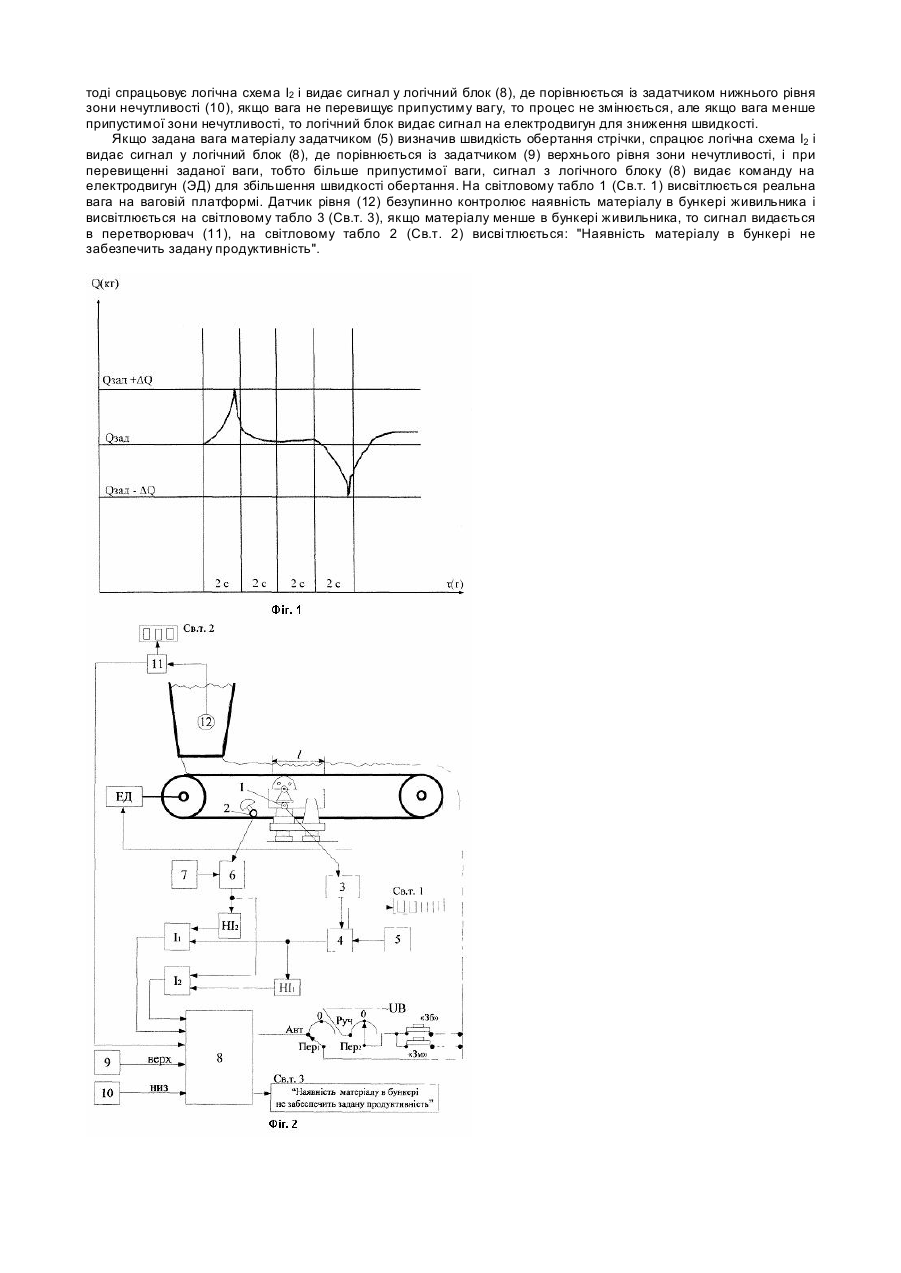
Корисна модель відноситься до вимірювальної техніки і може бути використай для дискретного порціонного дозування в електродному, ферросплавному виробництві, а також у всіх промислових підприємствах де потрібне точне дотримання рецептури готування. Відомий пристрій стрічкового дозатора СБ-111, застосовуваного при подачі кускових матеріалів (вапняку, вапна) у випалювальні печі. [Монастырьов А.В. Виробництво вапна. - М: Ви ща школа, 1986. - 35с.] Дозатор складається з вагового конвеєра з регульованим швидкістю обертання приводом, бункера живильника в якому перебуває матеріал, а також оснащений перетворювачем для визначення матеріалу на стрічці і тахогенератором для визначення швидкості стрічки. Порція матеріалу, що перебуває на стрічці сприймається перетворювачем, і його електричний сигнал, пропорційний масі матеріалу, що перебуває на стрічці надходить у прилад. У цей же прилад надходить сигнал від тахогенератора, що визначає швидкість руху стрічки. Прилад обробляє ці два сигнали і визначає продуктивність дозатора. Цей сигнал надходить у блок порівняння. У цьому блоці сигнал порівнюється із сигналом, що надходить від задатчика продуктивності. Якщо дана продуктивність не дорівнює заданій, то на вхід перетворювача надходить сигнал неузгодженості, що змінює частоту обертання електродвигуна для відновлення заданої продуктивності дозатора. Недоліком є те, що відсутня припустима зона, яка дорівнює гранично припустимій погрішності, це приводить до того, що при будь-якому незначному відхиленні від заданої величини матеріалу, що надходить на стрічку, блок порівняння видає сигнал для зміни частоти обертання електродвигуна, що може ввести електродвигун у коливальний режим, а отже до некерованого процесу або до передчасного зношування двигуна. А також відсутність контролю наявності матеріалу в бункері живильника може впливати на задану продуктивність дозатора. В основу корисної моделі поставлене завдання підвищення надійності устаткування, а також більш точної підтримки дозування матеріалу в межах припустимої погрішності. Поставлене завдання вирішується тим, що даний пристрій складається з логічного блоку, задатчиків верхнього і нижнього рівня зони нечутливості, вага матеріалу на ваговій платформі враховується перетворювачем і надходить на лічильник для підрахунку ваги матеріалу, вихід якого з'єднаний з першим входом блоку порівняння, а другий вхід підключений до задатчика ваги на ваговій платформі, перший вхід з'єднаний із другим входом першої логічної І, а через першу схему НІ із другим входом другої логічної схеми І, сигнал з датчика імпульсів, кількість яких дорівнює довжині стрічки вагової платформи, надходить на перший вхід тахогенератора, а другий вхід з'єднаний із задатчиком швидкості стрічки, а вихід тахогенератора підключений до другого входу другої логічної схеми І через другу схему НІ з першим входом першої логічної схеми І, виходи яких з'єднані з першим і другим входами логічного блоку, а також логічний блок по четвертому і п'ятому входам підключений до задатчиків верхнього і нижнього рівня зони нечутливості, перший ви хід якого через перший перемикач з'єднаний з електроприводом швидкості стрічки. Датчик рівня матеріалу в бункері живильника через перетворювач видає сигнал, що надходить на третій вхід логічного блоку, і при зниженні матеріалу нижче заданого рівня видається сигнал на світлове табло "Наявність матеріалу в бункері не забезпечить задану продуктивність". Причинно-слідчий зв'язок між сукупністю ознак, що заявляються, і досягаємим результатом полягає в тому, що враховується зона нечутливості в межах припустимої погрішності, що знижує безперервне навантаження на електродвигун, тим самим підвищує надійність його роботи, а також точність підтримки дозування матеріалу в межах припустимої погрішності. Сутність корисної моделі пояснюється графіком зони нечутливості (Фіг.1) і структурною схемою (Фіг.2), де перетворювач (1) з'єднаний із входом лічильника (3), блок порівняння (4) один вхід якого з'єднаний з виходом лічильника (3) , а другий вхід із задатчиком ваги (5) на ваговій платформі (l), один вихід задатчика ваги (5) з'єднаний із другим входом логічної схеми I1 і через схему НІ 1 із другим входом логічної схеми І2, та хогенератор (6) по першому входу з'єднаний з датчиком імпульсів (2), а другий вхід з виходом задатчика швидкості стрічки (7), вихід тахогенератора (6) з'єднаний з першим входом логічної схеми І2, логічний блок (8) по першому входу з'єднаний з логічною схемою І1, а по другому с логічною схемою І2, третій вхід з'єднаний з задатчиком верхнього рівня зони нечутливості (9), а четвертий вхід із задатчиком нижнього рівня зони нечутливості (10), вихід логічного блоку (8) через перемикач (Пер1) підключений до електродвигуна (ЭД), перетворювач (11) з'єднаний з датчиком рівня (12) матеріалу в бункері живильника, перший вхід перетворювача (11) через логічний блок (8) з'єднаний зі світловим табло 3 (Св.т. 3), а другий ви хід зі світловим табло 2 (Св.т. 2), ви хід блоку порівняння (4) з'єднаний зі світловим табло 1 (Св.т. 1). Пристрій працює в такий спосіб: Так, наприклад, годинна продуктивність дозатора 50т/год, точність дозування ±1%, причому через вагову платформу повинен за 2сек проходити матеріал 50кг. Задатчиком ваги (5) на ваговій платформі (l) задаємо вагу матеріалу - 50кг, задатчиком швидкості стрічки (7) - час 2с. Значення границь зони нечутливості задаємо задатчиком (9) - верхня межа 51 кг, задатчиком (10) - нижня межа 49кг. Дозатор повинен працювати в автоматичному режимі. Перемикач (Пер1) установлюємо в положення "авт", а перемикач (Пер 2) у положення "руч" "0". Після чого дозатор включають у роботу. Сигнал від перетворювача (1) надходить на лічильник (3), де підраховується вага матеріалу на ваговій платформі (l) і надходить у блок порівняння (4), де порівнюється із заданою задатчиком (5) вагою. Сигнал з датчика імпульсів (2), де підраховується кількість імпульсів, що втримуються в довжині вагової платформи (l), надходить у тахогенератор (6), де визначається швидкість руху стрічки на час заданий задатчиком (7) і сигнал надходить на один вхід логічної схеми І2, а через схему НІ2 на вхід логічної схеми I1, від схеми порівняння (4) сигнал надходить на другий вхід логічної схеми I1, а через схему НІ1 на другий вхід логічної схеми І2. Якщо вага матеріалу на ваговій платформі дорівнює заданій задатчиком (5), тобто 50кг, і час нарахований тахогенератором (6) дорівнює заданому - 2 сек логічні схеми I1 і І2 не спрацьовують, і на виходах сигнал відсутній. Логічний блок (8) не спрацьовує і швидкість електродвигуна не змінюється. Припустимо, вага матеріалу задана задатчиком (5) на ваговій платформі відстає при заданій швидкості 2сек, тоді спрацьовує логічна схема І2 і видає сигнал у логічний блок (8), де порівнюється із задатчиком нижнього рівня зони нечутливості (10), якщо вага не перевищує припустиму вагу, то процес не змінюється, але якщо вага менше припустимої зони нечутливості, то логічний блок видає сигнал на електродвигун для зниження швидкості. Якщо задана вага матеріалу задатчиком (5) визначив швидкість обертання стрічки, спрацює логічна схема I2 і видає сигнал у логічний блок (8), де порівнюється із задатчиком (9) верхнього рівня зони нечутливості, і при перевищенні заданої ваги, тобто більше припустимої ваги, сигнал з логічного блоку (8) видає команду на електродвигун (ЭД) для збільшення швидкості обертання. На світловому табло 1 (Св.т. 1) висвітлюється реальна вага на ваговій платформі. Датчик рівня (12) безупинно контролює наявність матеріалу в бункері живильника і висвітлюється на світловому табло 3 (Св.т. 3), якщо матеріалу менше в бункері живильника, то сигнал видається в перетворювач (11), на світловому табло 2 (Св.т. 2) висві тлюється: "Наявність матеріалу в бункері не забезпечить задану продуктивність".
ДивитисяДодаткова інформація
Назва патенту англійськоюAppliance for automated dozing of bulk materials
Автори англійськоюPopovkin Yurii Matviiovych, Nosykov Vitalii Petrovych
Назва патенту російськоюУстройство автоматического дозирования сыпучих материалов
Автори російськоюПоповкин Юрий Матвеевич, Носиков Виталий Петрович
МПК / Мітки
МПК: G01G 13/00
Мітки: матеріалів, сипучих, пристрій, автоматичного, дозування
Код посилання
<a href="https://ua.patents.su/2-23182-pristrijj-avtomatichnogo-dozuvannya-sipuchikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій автоматичного дозування сипучих матеріалів</a>
Пристрій для дозування сипучих матеріалів
Номер патенту: 8575
Опубліковано: 15.08.2005
Автори: Живченко Володимир Семенович, Кралін Андрій Костянтинович, Белинський Олексій Олегович
МПК: G01F 11/10
Мітки: пристрій, дозування, матеріалів, сипучих
Формула / Реферат:
1. Пристрій для дозування сипучих матеріалів, що містить бункер-накопичувач, живильник і стрічки, який відрізняється тим, що між живильником та стрічкою встановлений дозуючий бункер з живильною насадкою та профільною заслінкою з загладжуючим козирком, а подачу відформованого сипучого матеріалу виконують безпосередньо на стрічку з профілем, який заданий технологічними вимогами.2. Пристрій для дозування сипучих матеріалів за п. 1, який...
Пристрій для об’ємного порціонного дозування сипучих матеріалів
Номер патенту: 15560
Опубліковано: 17.07.2006
Автори: Владіміров Сергій Володимирович, Заплєтніков Ігор Миколайович
МПК: G01F 11/00, B65B 1/30
Мітки: порціонного, дозування, пристрій, сипучих, об`ємного, матеріалів
Формула / Реферат:
Пристрій для об'ємного порціонного дозування сипучих матеріалів, що містить розташовану під бункером мірну ємність, яка має плоску пластину з отвором і кришку, з'єднану з блоком керування, який відрізняється тим, що мірна ємність з жорстко закріпленим шківом розміщена в підшипниках, а над пластиною розташована заслінка.
Спосіб об’ємного дозування сипучих матеріалів
Номер патенту: 44180
Опубліковано: 15.01.2002
Автори: Пшінько Олександр Миколайович, Макаров Борис Семенович, Цепак Олена Станіславовна, Громова Олена Владиславівна, Заяць Юрій Львович, Цепак Станіслав Владиславович
МПК: G01F 11/00
Мітки: сипучих, дозування, спосіб, матеріалів, об`ємного
Формула / Реферат:
Спосіб об'ємного дозування сипучих матеріалів, при якому матеріал із бункера через вихідний отвір подають у вібраційну мірну ємність, фіксують і видають дозу, який відрізняється тим, що при подачі проводять зміну величини отвору регульовано із зменшенням діаметра, при цьому швидкість регульованої зміни перевищує швидкість заповнення мірної ємності.
Пристрій для виміру параметрів сипучих матеріалів у потоці
Номер патенту: 67522
Опубліковано: 15.06.2004
Автор: Лехціер Олег Леонідович
МПК: G01N 9/00
Мітки: матеріалів, потоці, сипучих, параметрів, пристрій, виміру
Формула / Реферат:
Пристрій для виміру параметрів сипучих матеріалів у потоці, що містить вимірювальний перетворювач, задатчик періоду виміру, перетворювач параметрів переміщення і блок керування, причому вихід вимірювального перетворювача підключений до першого входу блока керування, вихід задатчика періоду виміру підключений до другого входу блока керування, а перший вихід перетворювача параметрів переміщення підключений до третього входу блока керування,...
Спосіб об’ємного дозування сипучих матеріалів
Номер патенту: 38801
Опубліковано: 15.05.2001
Автори: Пшінько Олександр Миколайович, Біляєв Микола Миколайович, Заяць Юрій Львович, Петренко Володимир Дмитрович, Цепак Станіслав Владиславович
МПК: G01F 11/10
Мітки: об`ємного, сипучих, спосіб, дозування, матеріалів
Формула / Реферат:
(21) 2000105822(54) (57) Дата прийняття рішення 20 квітня 2001р. Спосіб об’ємного дозування сипучих матеріалів, в якому матеріал подають із бункера у вібраційну мірну ємкість,...
Попередній патент: Пристрій для нанесення захисного покриття
Наступний патент: Спосіб визначення внеску окремого типу розупорядкування в ширину оптичної псевдощілини твердих розчинів
Випадковий патент: Спосіб заміни шахтної підйомної машини