Композиція для абразивного інструменту
Номер патенту: 23390
Опубліковано: 25.05.2007
Автори: Лажевська Ольга Вікторівна, Сільченко Ярослав Леонідович, Пащенко Євген Олександрович, Черненко Андрій Миколайович, Нековаль Микола Миколайович
Формула / Реферат
Композиція для абразивного інструменту, що містить абразив і як в'яжуче - епоксидну смолу та отверджувач, яка відрізняється тим, що вона містить епоксидну смолу, модифіковану комплексними сполуками міді або нікелю з амінооцтовою кислотою, а як отверджувач узято 2-етил, 4-метилімідазол при наступному співвідношенні компонентів, мас.%:
абразив
75-95
епоксидна смола, модифікована комплексними сполуками міді (нікелю) з амінооцтовою кислотою
4,5-21,0
отверджувач 2-етил, 4-метилімідазол
0,7-4,0.
Текст
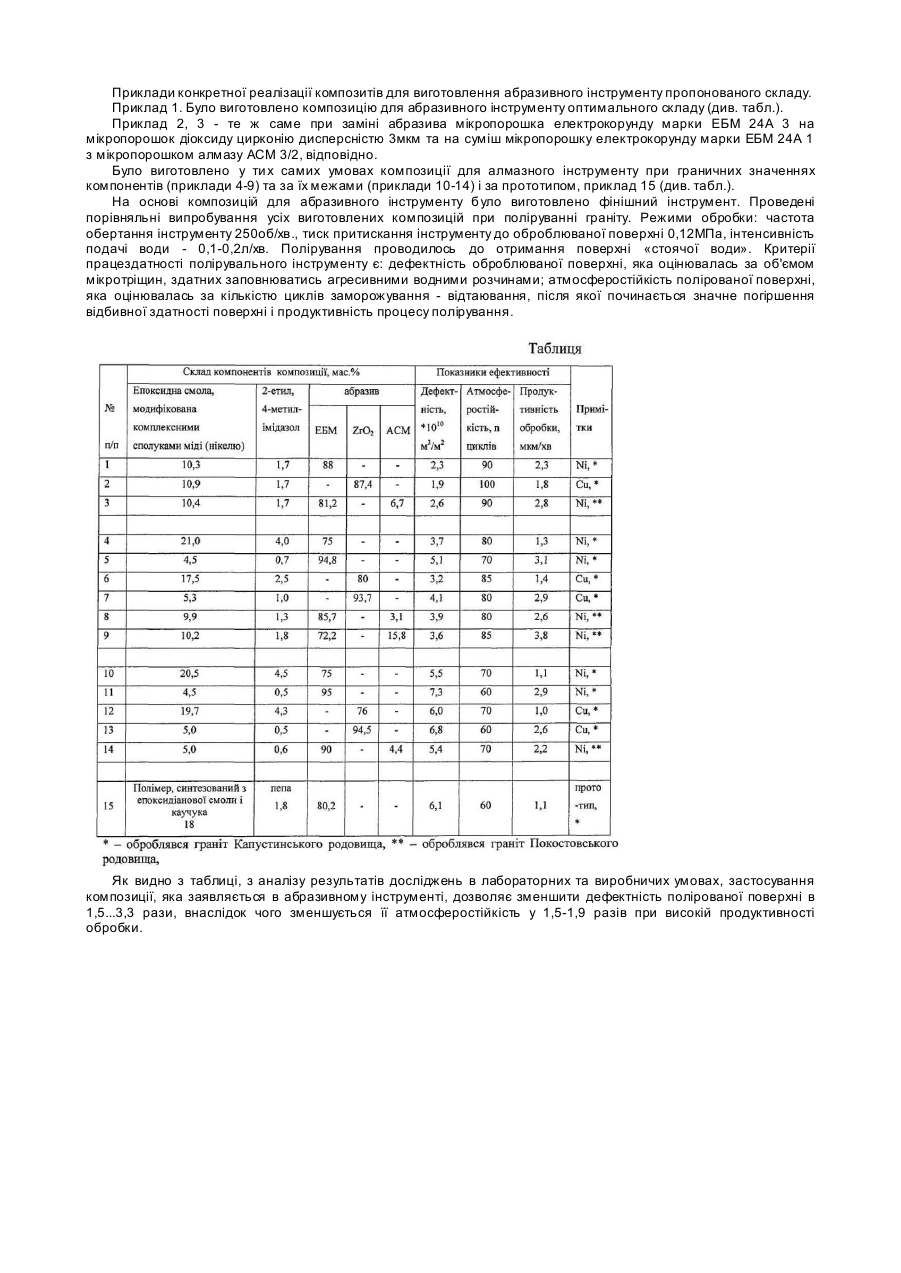
Корисна модель відноситься до складів полімерних композицій для виготовлення абразивного інструменту, призначеного для фінішної обробки та полірування переважно будівельного природного каменю (граніту, габро, мармуру та ін.), а також штучних будівельних матеріалів (штучний граніт, кераміка). Найбільш близькою за технічною суттю до пропонованої корисної моделі є композиція для абразивного інструменту [див. патент Росії №2104857, МПК6 B24D 3/22, опубл. 20.02.1998р.], що містить абразив, і як зв'язуюче - епоксидну смолу та отверджувач, причому смола входить до складу полімеру, синтезованого з епоксидної смоли та бутадієннітрильного каучука, і як отверджувач взято поліетиленполіамін при наступному співвідношенні компонентів, мас. % : абразив 50-95 полімер, синтезований із епоксидної смоли та бутадієннітрильного каучук у 4,5-44,5 поліетиленполіамін 0,45-4,5 Основним недоліком цієї композиції для абразивного інструменту є те, що суттєве підвищення продуктивності фінішної обробки інструментом на її основі за рахунок збільшення сили притискання супроводжується накопиченням дефектів у поверхневому шарі оброблюваного матеріалу, тобто погіршенням якості оброблюваної поверхні. Це відбувається тому, що композиція має статичні фізико-механічні властивості, незмінні в умовах динамічного контактування з контрповерхнею, тобто не володіє здатністю адаптуватися до умов динамічної контактної зони. В основу корисної моделі покладено завдання такого вдосконалення композиції для абразивного інструменту, при якому за рахунок модифікування епоксидної смоли комплексними сполуками металів забезпечується здатність композиційного матеріалу зворотньо змінювати свої фізико-механічні властивості на мікро- та макрорівнях в умовах динамічного контактування з оброблюваною поверхнею, тобто здатність до самоаделтації, внаслідок чого підвищується працездатність інструменту та зменшується дефектність оброблюваної поверхні. Означене завдання вирішується завдяки тому, що у композиції для абразивного інструменту, що містить абразив, як зв'язуюче - епоксидну смолу та отверджувач, згідно корисної моделі, вона містить епоксидну смолу модифіковану комплексними сполуками міді або ніхелю з амінооцтовою кислотою, а як отверджувач взято 2-етил, 4-метилімідазол при наступному співвідношенні компонентів, мас.%: абразив 75-95 епоксидна смола, модифікована комплексними сполуками міді (нікелю) з амінооцтовою кислотою 4,5-21,0 отверджувач 2-етил, 4метилімідазол 0,7-4,0 Причинно-наслідковий зв'язок між сукупністю ознак, що заявляється і технічними ефектами, які досягаються внаслідок її реалізації, полягає у наступному. Для досягнення високої якості оброблюваної поверхні під час фінішної обробки та полірування застосовують переважно еластичні інструментальні композити, які запобігають пошкодженню поверхні і накопиченню дефектів на ділянках, що вже досягли рівноважної шорсткості. Водночас для підвищення продуктивності обробки та забезпечення площинності на останніх операціях обробки необхідно збільшувати жорсткість композиту. Поєднання обох власти востей, важливих для фінішної обробки, можливе в інструментальному матеріалі, жорсткість якого буде зворотньо змінюватись при зміні умов контактування з оброблюваною поверхнею. Досягнення діапазону фізико-механічних властивостей матеріалу відбувається за рахунок отримання у ньому структури зі здатністю до зворотньої перебудови під впливом зовнішніх чинників, тобто дворівневої системи з невисоким потенційним бар'єром переходу між рівнями. Таких властивостей полімерному матеріалу надає вбудовування в його сітку металокомплексних фрагментів, здатних до зворотньої перебудови стр уктури за рахунок більш рухливи х координаційних зв'язків. Перехід металокомплексних фрагментів в структурний стан з підвищеною жорсткістю збільшує модуль пружності модифікованих епоксидних полімерів у 1,9-2,8 рази в порівнянні з немодифікованими полімерами, а перехід до гнучкої структури комплексу приводить до зменшення модуля пружності у 1,3-2,2 рази. Перебудова структури комплексного фрагменту міді (нікелю) під дією, зокрема, ультразвукових коливань, - одного з чинників динамічної контактної зони, відбувається за 10-3-10-4 с, що відповідає часу контактів мікровиступів під час фінішної обробки. Застосування абразивних композитів, здатних до зворотньої перебудови структури, дозволяє зменшити дефектність (об'єм мікротріщин) полірованої поверхні, внаслідок чого збільшується її а тмосферостійкість (у 1,5-1,9 разів для гранітів та до 2,5 разів для мармуру) в порівнянні з поверхнями, сформованими абразивним композитом, нездатним до перебудови стр уктури при високій продуктивності обробки. Використання 2-етил, 4-метилімідазолу як отверджувача дозволяє уникнути впливу аміногруп, що містяться у амінних отверджувачах, на процеси перебудови структури комплексів металів, вбудованих в олігомери, в процесі полімеризації. Запропоновану композицію для абразивного інструменту виготовляють таким чином: отримують комплексні сполуки міді (нікелю) шляхом взаємодії сульфату міді (нікелю) з амінооцтовою кислотою у водному розчині у співвідношенні 1:4мол.%. Осушують у вакуумній сушильній шафі при 50°С. Модифікують епоксидну смолу комплексними сполуками міді (нікелю) у кількості 7-10 (10-13) мас. % по відношенню до маси смоли в розчині диметилформаміду при 80°С. Осушують модифіковану смолу від розчинника у вакуумній сушильній шафі при 70°С упродовж 2-х годин. Змішують модифіковану епоксидну смолу із абразивним мікропорошком електрокорунду марки ЕБМ 24А 3, або діоксиду цирконію дисперсністю 3мкм, або алмазу АС М 3/2 та отверджувачем 2-етил, 4-метилімідазолом у відповідних пропорціях згідно корисної моделі. Отриману суміш завантажують у пресформу, пресують та полімеризують на гідравлічному пресі при температурі 170-210°С, тиску 55-60МПа упродовж 40-60хв. Приклади конкретної реалізації композитів для виготовлення абразивного інструменту пропонованого складу. Приклад 1. Було виготовлено композицію для абразивного інструменту оптимального складу (див. табл.). Приклад 2, 3 - те ж саме при заміні абразива мікропорошка електрокорунду марки ЕБМ 24А 3 на мікропорошок діоксиду цирконію дисперсністю 3мкм та на суміш мікропорошку електрокорунду марки ЕБМ 24А 1 з мікропорошком алмазу АСМ 3/2, відповідно. Було виготовлено у ти х самих умовах композиції для алмазного інструменту при граничних значеннях компонентів (приклади 4-9) та за їх межами (приклади 10-14) і за прототипом, приклад 15 (див. табл.). На основі композицій для абразивного інструменту було виготовлено фінішний інструмент. Проведені порівняльні випробування усіх виготовлених композицій при поліруванні граніту. Режими обробки: частота обертання інструменту 250об/хв., тиск притискання інструменту до оброблюваної поверхні 0,12МПа, інтенсивність подачі води - 0,1-0,2л/хв. Полірування проводилось до отримання поверхні «стоячої води». Критерії працездатності полірувального інструменту є: дефектність оброблюваної поверхні, яка оцінювалась за об'ємом мікротріщин, здатних заповнюватись агресивними водними розчинами; атмосферостійкість полірованої поверхні, яка оцінювалась за кількістю циклів заморожування - відтаювання, після якої починається значне погіршення відбивної здатності поверхні і продуктивність процесу полірування. Як видно з таблиці, з аналізу результатів досліджень в лабораторних та виробничих умовах, застосування композиції, яка заявляється в абразивному інструменті, дозволяє зменшити дефектність полірованої поверхні в 1,5...3,3 рази, внаслідок чого зменшується її атмосферостійкість у 1,5-1,9 разів при високій продуктивності обробки.
ДивитисяДодаткова інформація
Назва патенту англійськоюComposition for abrasive tool
Автори англійськоюPaschenko Yevhen Oleksandrovych, Nekoval Mykola Mykolaiovych
Назва патенту російськоюКомпозиция для абразивного инструмента
Автори російськоюПащенко Евгений Александрович, Нековаль Николай Николаевич
МПК / Мітки
МПК: B24D 3/20
Мітки: композиція, інструменту, абразивного
Код посилання
<a href="https://ua.patents.su/2-23390-kompoziciya-dlya-abrazivnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Композиція для абразивного інструменту</a>
Абразивно-полімерна композиція для одержання абразивного інструменту
Номер патенту: 35266
Опубліковано: 15.03.2001
Автори: Пєтухова Олена Володимирівна, Кравченко Борис Васильович, Мєльнікова Олена Павлівна, Бабічєв Анатолій Прокопович
МПК: B24D 3/20
Мітки: абразивно-полімерна, композиція, одержання, інструменту, абразивного
Формула / Реферат:
Абразивно-полімерна композиція для одержання абразивного інструменту, що містить полімерне зв'язуюче та наповнювач - абразив, яка відрізняється тим, що як полімерне зв'язуюче вона містить бісер суспензійного полістиролу і додатково медичне вазелінове масло при такому співвідношенні компонентів. % мас.:
Маса для виготовлення абразивного інструменту
Номер патенту: 30693
Опубліковано: 15.12.2000
Автори: Масник Володимир Олександрович, Плескач Ігор Всеволодович, Вороной Віталій Степанович
МПК: B24D 3/14
Мітки: маса, абразивного, виготовлення, інструменту
Формула / Реферат:
Маса для виготовлення абразивного інструменту, що містить абразив, каустичний магнезит та бішофіт, яка відрізняється тим, що вона додатково містить палену магнезію при такому співвідношенні компонентів, мас. %: Абразив 15,0-60,0 Каустичний магнезит 5,0-57,4 Бішофіт 10,0-35,0 Палена магнезія 2,4-51,0.
Маса для виготовлення абразивного інструменту
Номер патенту: 18507
Опубліковано: 25.12.1997
Автори: Мельникович Михайло Миколайович, Драгунцов Вячеслав Васильович, Мигалина Юрій Вікентієвич, Білинець Микола Денисович, Сані Арпад Юліусович, Кияк Марина Юріївна, Балог Ірина Михайлівна, Лендел Василь Георгієвич
МПК: B24D 3/34
Мітки: виготовлення, інструменту, абразивного, маса
Формула / Реферат:
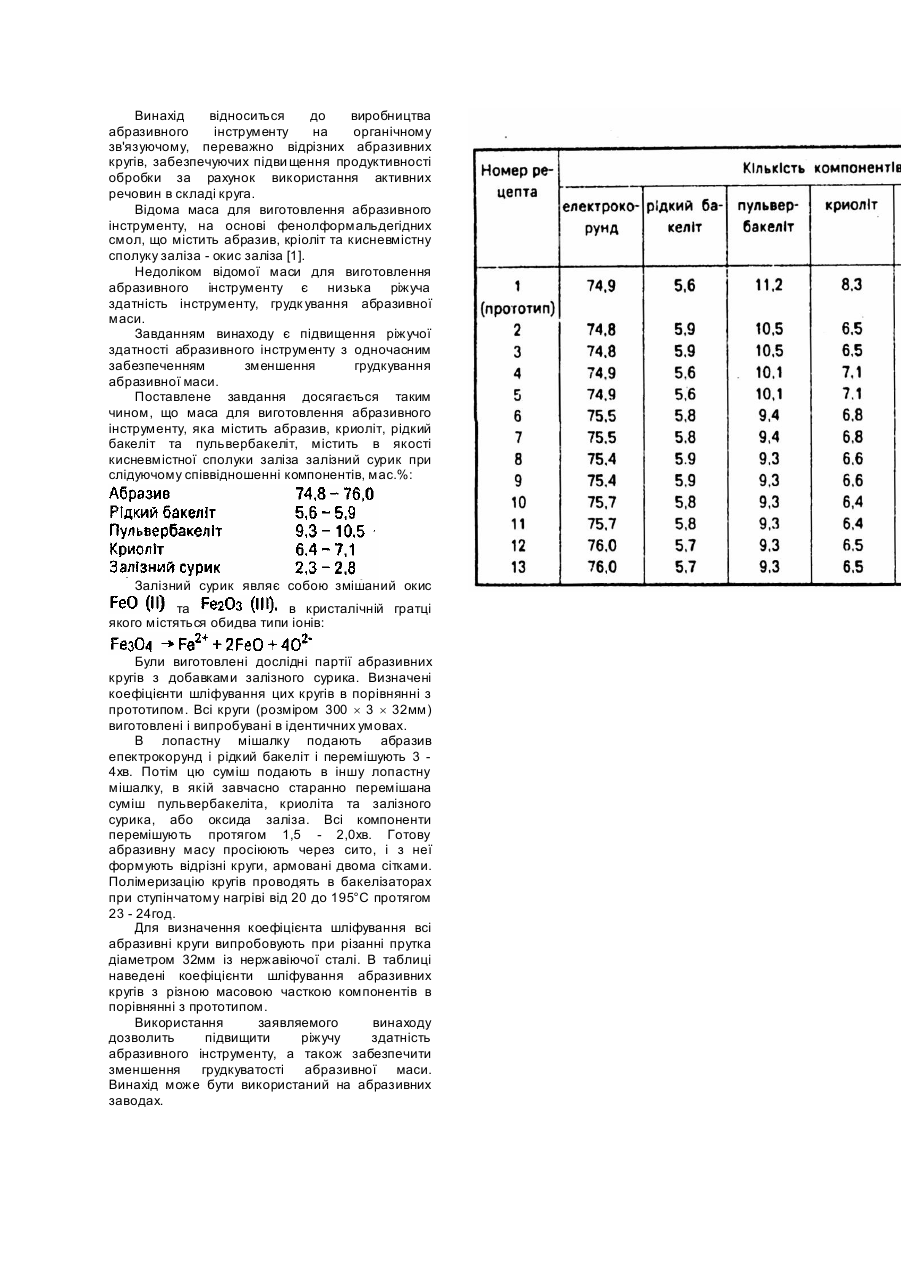
Масса для изготовления абразивного инструмента, включающая абразив, пульвербакелит, жидкий бакелит, криолит и кислородсодержащее соединение железа, отличающаяся тем, что в качестве кислородсодержащего соединения железа она содержит железный сурик при следующем соотношении компонентов, мас.%:
Маса для виготовлення робочого шару абразивного інструменту
Номер патенту: 55047
Опубліковано: 17.03.2003
Автори: Крамар Владислав Григорович, Філатов Юрій Данилович, Новіков Микола Васильович, Сидорко Володимир Ігорович, Скрябін Віктор Валерійович
МПК: B24D 3/20
Мітки: виготовлення, маса, робочого, шару, абразивного, інструменту
Формула / Реферат:
1. Маса для виготовлення робочого шару абразивного інструменту, що містить абразивний порошок і органічне зв'язуюче, яка відрізняється тим, що як органічне зв'язуюче вона містить поліетилентерефталат при наступному співвідношенні компонентів, ваг. %: поліетилентерефталат 40-99 абразив 1-60. 2. Маса за п. 1, яка відрізняється тим, що як абразив використано алмазний...
Металева зв’язка для абразивного інструменту
Номер патенту: 20148
Опубліковано: 15.01.2007
Автори: Лавріненко Валерій Іванович, Лещук Ірина Венедиктовна, Ситник Борис Васильович
МПК: B24D 3/06
Мітки: абразивного, інструменту, металева, зв'язка
Формула / Реферат:
Металева зв'язка для абразивного інструменту, що містить мідь, олово, яка відрізняється тим, що додатково вводиться фторид кальцію (СаF2) і нікель при наступному співвідношенні компонентів, мас.%: Ni 5...12 СаF2 3...15 Sn 7...12 Сu решта.