Спосіб термічного оброблення шляхом електроконтактного нагріву пружних елементів рейкових скріплень
Номер патенту: 23909
Опубліковано: 11.06.2007
Автори: Грибовська Вікторія Іванівна, Широков Володимир Володимирович
Формула / Реферат
Спосіб термічного оброблення пружних елементів рейкових скріплень, який полягає в тому, що етап нагріву під гартування проводиться пропусканням струму з нагрівом в діапазоні 800...925 °С протягом 60 сек. та безпосередньо після попереднього нагріву для формоутворення.
Текст
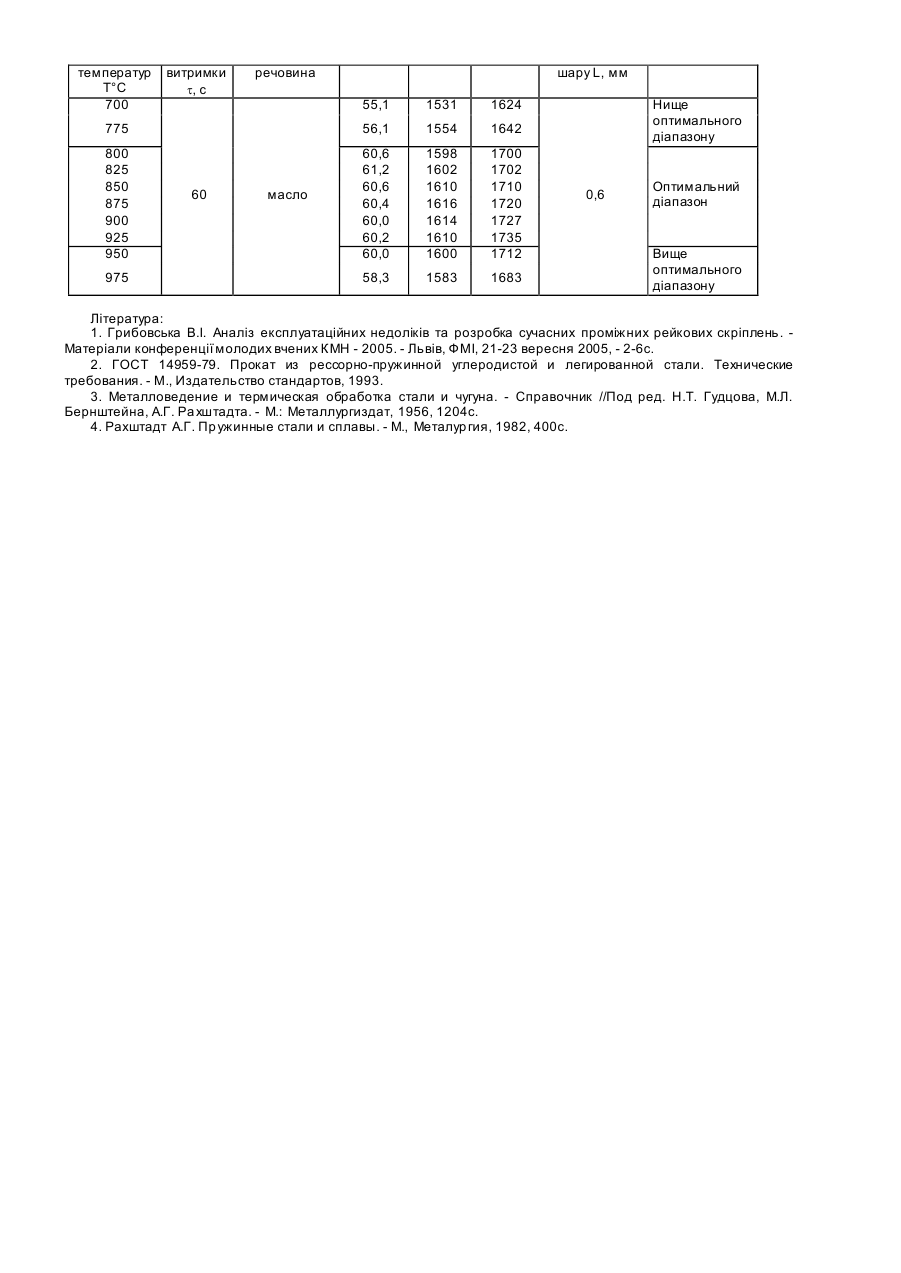
Однією з найбільших проблем при будівництві високошвидкісних залізничних магістралей є система швидкого і надійного кріплення рейки до основи колії. Система кріплення рейок зі шпалами відіграють важливу роль у забезпечені надійної роботи колії і безпеки руху потягів, і неможлива без застосування кріпильних елементів. Стійкість рейкової колії, особливо в умовах руху потягів з високою швидкістю, її електроізоляція, а також інші характеристики залізничної дороги багато в чому залежать саме від якості скріплень та їх елементів. Існує велика кількість проміжних рейкових скріплень. Та, за рядом показників, особливо перспективними вважаються безболтові, зокрема особливої уваги заслуговують пружні скріплення, які оптимально адаптовані для роботи в умовах високих циклічних навантажень [1]. Такі скріплення застосовуються на залізобетонних шпалах з метою стабілізації роботи залізничного транспорту та колії, збільшення пропускної та провізної здатності, зниження трудовитрат на капітальний ремонт і поточне утримання верхньої будови колії та зменшення металоємності скріплення на одній шпалі. Однією з основних елементів безболтових скріплень є пружна клема. Від неї у першу чергу залежить надійність з'єднання рейок зі шпалами. Клеми відіграють роль пружних приєднувачів рейок до шпали, які сприймають динамічні навантаження, а також надають демпфувальних властивостей скріплення. Клема разом з підрейковою прокладкою забезпечують необхідну пружність вузла скріплення. Для виготовлення клем використовують круглий прокат діаметром Ø16мм класу точності В. Матеріал ресорно-пружинна сталь марки 60С2 (0,58-0,63% С, 1,6-2,0% Si, 0,6-0,9% Mn, Cr≥0,3; sт≥1175МПа, sв≥1270МПа, δ≥6%, ψ≥251% [2]. При виготовленні даної деталі металева заготовка проходить три етапи термічної обробки: 1. формоутворення деталі шляхом гарячого деформування; 2. гартування в маслі; 3. середньотемпературний відпуск. Другий та третій етап, термічне оброблення, проводяться у порівняно, високопродуктивних, але енергозатратних конвеєрних печах, особливо у випадку їх використання для процесу гартування. Крім цього, нагрів у конвеєрних печах має ще ряд недоліків: вимушений безперервний цикл роботи, оскільки технічні зупинки вимагають тривалого часу налагодження і виведення їх на робочий режим, складність контролю і підтримання температури нагріву по всьому об'єму печі, зокрема у зоні вивантаження та завантаження деталей. А також, схильність кремнієвмісних сталей до зневуглецювання при гартуванні сприяє тому, що воно досягає суттєви х значень по товщині металу, чим змінює фізико-механічні властивості поверхневого шару, а це в свою чергу негативно впливає на циклічну довговічність клем та інші експлуатаційні властивості. В основу корисної моделі поставлено задачу оптимізації процесу гартування з метою покращення фізикомеханічних властивостей та стр уктури металу, скорочення часу термічного оброблення та зменшення енергетичних затрат. Одним із можливих перспективних способів досягнення поставленої мети є застосування швидкісного нагріву металу з допомогою прямого електроконтактного методу. Застосування високих швидкостей нагріву дозволяє покращити якість структури металу, підвищити зносостійкість деталей, зменшити теплові втрати, час технологічного циклу, розхід електроенергії, що є актуальним на сьогоденні [3]. Крім того, за прискореного нагріву неметалічні включення, які знаходяться між зернами, не встигають сформуватися у великі скупчення, які призводять до збільшення внутрішнього опору металу, що сприяє локальному перегріву та утворення концентраторів критичного розміру. Принцип дії електрокантактного методу ґрунтується на тепловій дії електричного струму у провіднику - деталі чи її заготовці. Нагрів металу при дослідженнях здійснено пропусканням електричного струму безпосередньо через зразок, за рахунок виділення тепла в короткозамкненому електричному колі, яке згідно закону ДжоуляЛенца в Дж рівне І2Rτ, де І - сила струму, A; R - опір матеріалу, Ом; t- час проходження струму, с. Як видно, ефективного нагріву можна досягти за великих значень струму, використання яких дає можливість зменшити час. Так, час нагріву зразків до необхідної температури і витримка скорочено до 1 хвилини сумарно. Глибина зневуглецювання, в основному, залежить від температури нагріву та, в більшості, від часу витримки. Згідно наших експериментальних даних глибина зневуглецювання зразків після гартування електроконтактним методом до температур рівних 925°С не перевищує 0,06мм. Малу товщину зневуглеченого шару забезпечує саме короткотривалість термічного процесу. За отриманими результатами дюрометричних випроб встановлено, що твердість металу зростає зі збільшенням температури нагріву Т і набуває значень вищих 60HRC в інтервалі 800...925°С. Структура сталі згідно металографічних досліджень - мартенсит гартування, і зі збільшенням температури нагріву він все дисперсніший. Здрібнення зерна мікроструктури, як відомо, позитивно впливає на механічні властивості. При підвищенні температури гартування характеристики міцності sв , sт, sр , sz зростають у своїх значеннях, зокрема до температури 925°С, що не суперечить літературним даним і згідно з якими після гартування вище температур 850...870°С твердість максимальна, а після відпуску досягається оптимальне поєднання міцності і пластичності. Окрім того, більш високі температури нагріву сприяють збільшенню втомної міцності пружних елементів [4]. Отже, що для досягнення кращих результатів експлуатаційних властивостей пружних елементів рейкових скріплень, виготовлених із сталі 60С2, доцільним є застосування підвищених температур нагріву. Крім того, спосіб термічного оброблення методом електроконтактного нагріву при гартуванні має пріоритетність поряд з іншими технологіями нагріву, особливо у конвеєрних печах. Його перевагами є вища продуктивність, простота конструкції і мобільність установки, відсутність фактору безперервної роботи, контроль основних факторів гартування кожної деталі, а головне - енергозбереження. Затрату електроенергії даним методом зменшено до 35%, що є безперечно актуальним в даний час. Таблиця 1 Вплив температури нагріву на стр уктур у і механічні властивості сталі 60С2 після відпуску (Твід=440°С, tвід=100с) Режими гартування Інтервал Час Охолоджуюча Твердість HRC Ме ханічні властивості sт, МРа sв , МРа Глибина зневуглечення поверхневого Примітка температур Т°С 700 витримки t, с речовина шару L, мм 55,1 1531 1624 775 56,1 1554 1642 800 825 850 875 900 925 950 60,6 61,2 60,6 60,4 60,0 60,2 60,0 1598 1602 1610 1616 1614 1610 1600 1700 1702 1710 1720 1727 1735 1712 58,3 1583 1683 975 60 масло Нище оптимального діапазону 0,6 Оптимальний діапазон Вище оптимального діапазону Література: 1. Грибовська B.I. Аналіз експлуатаційних недоліків та розробка сучасних проміжних рейкових скріплень. Матеріали конференції молодих вчених КМН - 2005. - Львів, ФМІ, 21-23 вересня 2005, - 2-6с. 2. ГОСТ 14959-79. Прокат из рессорно-пружинной углеродистой и легированной стали. Технические требования. - М., Издательство стандартов, 1993. 3. Металловедение и термическая обработка стали и чугуна. - Справочник //Под ред. Н.Т. Гудцова, М.Л. Бернштейна, А.Г. Ра хштадта. - М.: Металлургиздат, 1956, 1204с. 4. Рахштадт А.Г. Пр ужинные стали и сплавы. - М., Металур гия, 1982, 400с.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for thermal treatment through electric contact heating or springy elements of rail braces
Автори англійськоюShyrokov Volodymyr Volodymyrovych
Назва патенту російськоюСпособ термической обработки путем электроконтактного нагрева упругих элементов рельсовых скреплений
Автори російськоюШироков Владимир Владимирович
МПК / Мітки
МПК: G01N 13/00
Мітки: елементів, нагріву, пружних, оброблення, шляхом, спосіб, скріплень, електроконтактного, термічного, рейкових
Код посилання
<a href="https://ua.patents.su/2-23909-sposib-termichnogo-obroblennya-shlyakhom-elektrokontaktnogo-nagrivu-pruzhnikh-elementiv-rejjkovikh-skriplen.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічного оброблення шляхом електроконтактного нагріву пружних елементів рейкових скріплень</a>
Спосіб хіміко-термічного оброблення виробів з інструментальних сталей
Номер патенту: 50206
Опубліковано: 15.10.2002
Автори: Лазоркіна Дар'я Вікторівна, Терновий Юрій Федорович, Лазоркін Віктор Андрійович, Бедросова Лариса Василівна, Артамонов Юрій Вікторович
МПК: C23C 10/00
Мітки: виробів, хіміко-термічного, інструментальних, спосіб, оброблення, сталей
Формула / Реферат:
Спосіб хіміко-термічного оброблення виробів з інструментальних сталей, який включає нагрівання до температури оброблення в ендотермічній атмосфері з домішуванням аміаку, витримку при цій температурі в атмосфері, що містить азот, та охолодження виробів, який відрізняється тим, що нагрівання до температури оброблення здійснюють за два етапи, спочатку до температури 480 - 500°С в середовищі ендогазу, потім до температури 560 - 580°С в...
Пристрій для безперервного електроконтактного нагріву протяжних виробів
Номер патенту: 8314
Опубліковано: 29.03.1996
Автори: Назар Петро Іванович, Буравльов Ігор Борисович, Кулібанов Вячеслав Іванович, Грищенко Сергій Георгійович, Шустов Борис Миколайович, Седельнікова Людмила Сергіївна, Євдокимов Геннадій Григорович, Калегов Валерій Васильович, Натапов Борис Еммануілович
МПК: C21D 9/62
Мітки: виробів, нагріву, безперервного, електроконтактного, протяжних, пристрій
Формула / Реферат:
1. Устройство для непрерывного электроконтактного нагрева протяжных изделий, включающее кожух, в котором установлены две контактные камеры, заполненные токопроводящим порошком и соединенные с помощью электрических контактов с источником тока, и камера нагрева, расположенная между контактными камерами, отличающееся тем, что контактные камеры дополнительно снабжены откидными крышками, на которых закреплены уплотнительные блоки из...
Спосіб термічного оброблення рівчаків валків для прокатки арматурної сталі періодичного профілю
Номер патенту: 17140
Опубліковано: 18.03.1997
Автори: Шеремет Володимир Олександрович, Бабенко Михайло Антонович, Морозов Валерій Іванович, Деркач Дмитро Олександрович, Демичев Сергій Володимирович, Горяний Анатолій Григорович, Нечепоренко Володимир Андрійович, Шапаренко Олександр Володимирович
МПК: C21D 1/09
Мітки: оброблення, термічного, валків, профілю, періодичного, прокатки, спосіб, рівчаків, арматурної, сталі
Формула / Реферат:
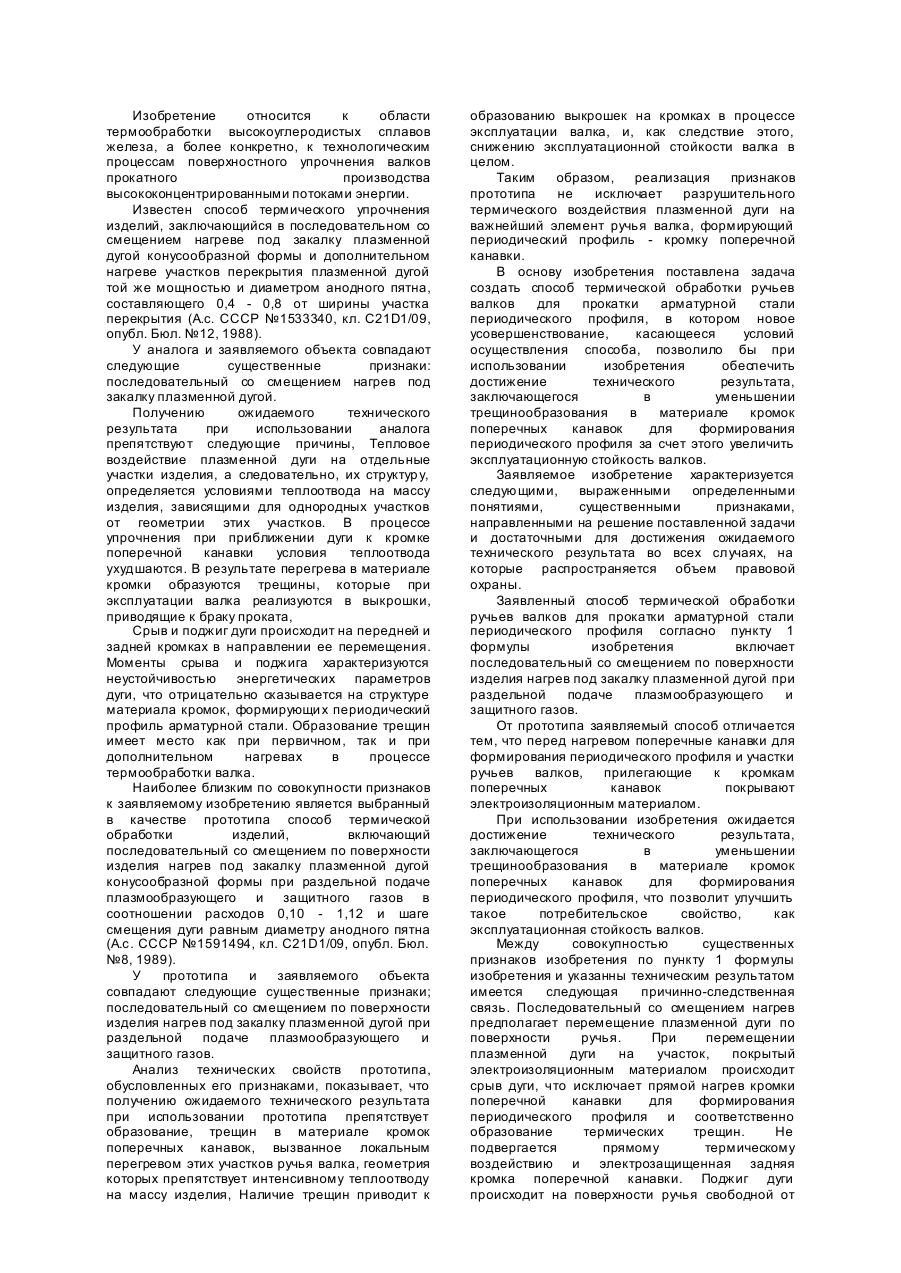
1. Способ термической обработки ручьев валков для прокатки арматурной стали периодического профиля, включающий последовательный со смещением по поверхности изделия нагрев под закалку плазменной дугой при раздельной подаче плазмообразующего и защитного газов, отличающийся тем, что перед нагревом поперечные канавки для формирования поперечного профиля и участки ручьев валка, прилегающие к кромкам канавок, покрывают электроизоляционным...
Пристрій для термічного оброблення довгомірних виробів
Номер патенту: 1358
Опубліковано: 15.08.2002
Автор: Мікульонок Ігор Олегович
МПК: D01D 5/08
Мітки: пристрій, оброблення, виробів, термічного, довгомірних
Формула / Реферат:
Пристрій для термічного оброблення довгомірних виробів, наприклад синтетичних ниток, що містить вертикальний колодязь, дві протилежні плоскі стінки якого обладнані рознесеними по висоті засобами регулювання відстані між цими стінками, який відрізняється тим, що засоби регулювання відстані між плоскими стінками колодязя виконані кінематично незалежними один від одного.
Спосіб виготовлення пружних елементів з сталей мартенситно-старіючого класу
Номер патенту: 16776
Опубліковано: 29.08.1997
Автори: Григоренко Юрій Максимович, Коломицев Евген Олександрович, Григоренко Віра Яківна, Руденко Валерій Федорович, Тарадонов Володимир Гнатович
Мітки: елементів, сталей, спосіб, мартенситно-старіючого, пружних, виготовлення, класу
Формула / Реферат:
Способ изготовления упругих элементов из сталей мартенситно-стареющего класса, включающий старение и штамповку, отличающийся тем, что, с целью повышения долговечности элементов при рабочих температурах, старение производят при температуре на 5-25°С выше температуры начала обратного а -* у-превращения.
Попередній патент: Комп’ютерна система контролю і керування мікрокліматом робочого місця
Наступний патент: Спосіб лікування раку підшлункової залози ііі стадії
Випадковий патент: Імітансний логічний елемент "ні"