Вогнетривкий виріб
Номер патенту: 23914
Опубліковано: 11.06.2007
Автори: Тит'янечко Олена Федорівна, Капран Іван Іванович, Башук Олександр Петрович, Лисовенко Олексій Петрович, Новиков Микита Варфоломійович, Трошенков Микола Олександрович, Коренєва Віра Василівна, Крижановська Наталя Михайлівна, Нікуленко Дмитро Вікторович, Шаповалова Тетяна Федорівна, Малишев Ігор Петрович, Троян Валерій Данилович
Формула / Реферат
1. Вогнетривкий виріб, що має верхню та нижню основи трапецієподібної форми, сполучені з ними бічні поверхні та торцеві поверхні, який відрізняється тим, що бічні поверхні та одна з торцевих поверхонь виконані під кутом менше ніж 90° до нижньої основи, а протилежна торцева поверхня виконана під кутом більше ніж 90° до нижньої основи.
2. Вогнетривкий виріб за п. 1, який відрізняється тим, що торцеві поверхні виконані паралельними одна до одної.
3. Вогнетривкий виріб за п. 1 або п. 2, який відрізняється тим, що торцеві поверхні виконані у формі трапеції.
4. Вогнетривкий виріб за п. 3, який відрізняється тим, що бічні поверхні виконані у формі паралелограма.
5. Вогнетривкий виріб за п. 4, який відрізняється тим, що має вогнетривкість до 1750 °С.
6. Вогнетривкий виріб за п. 5, який відрізняється тим, що має межу міцності при стиску до 50 Н/мм2 .
7. Вогнетривкий виріб за п. 6, який відрізняється тим, що має температуру початку розм'якшення не менше 1440 °С.
8. Вогнетривкий виріб за п. 7, який відрізняється тим, що вміст Аl2О3 в матеріалі виробу складає не менше 39 %.
9. Вогнетривкий виріб за п. 8, який відрізняється тим, що вміст Fe2O3 в матеріалі виробу складає не більше 1,5 %.
Текст
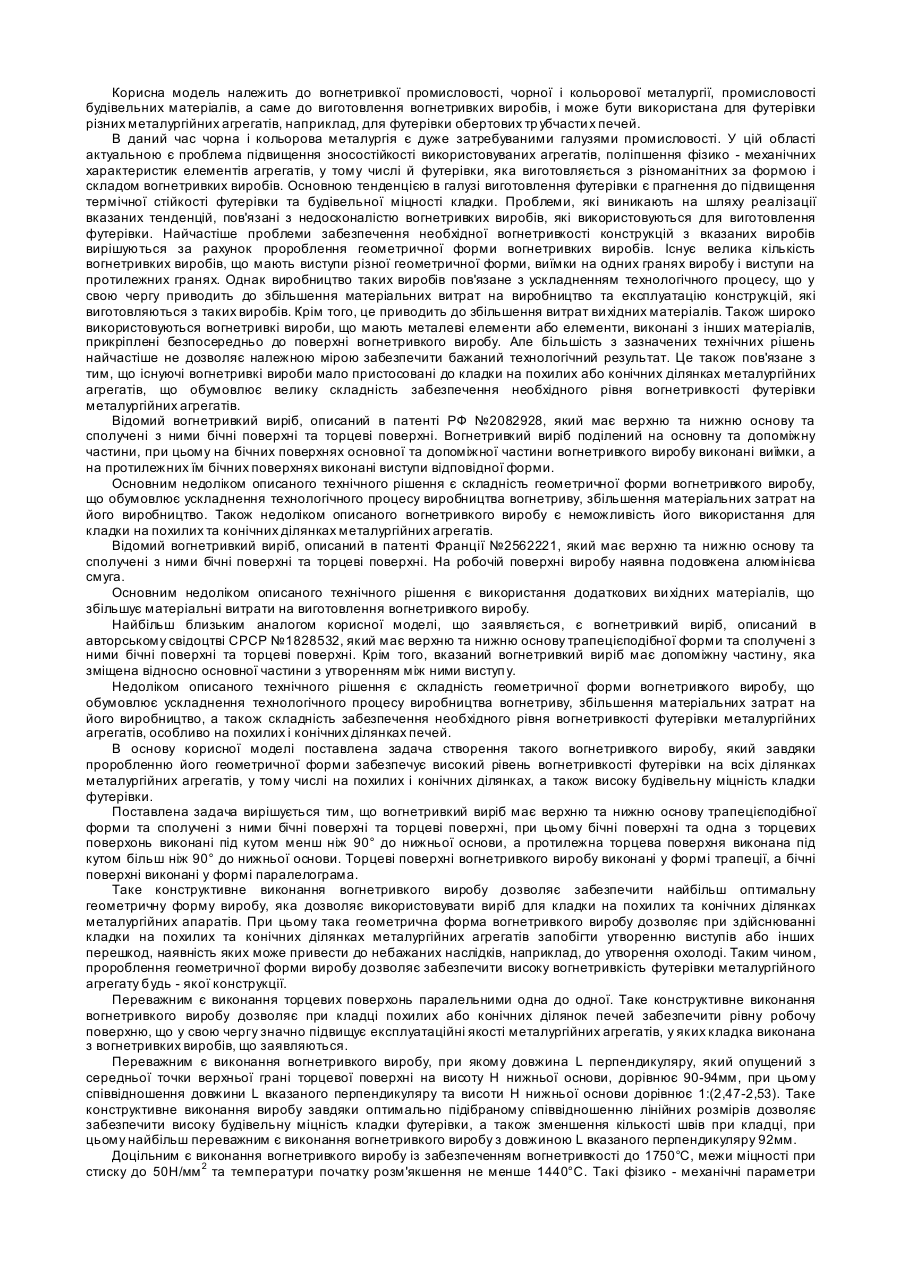
Корисна модель належить до вогнетривкої промисловості, чорної і кольорової металургії, промисловості будівельних матеріалів, а саме до виготовлення вогнетривких виробів, і може бути використана для футерівки різних металургійних агрегатів, наприклад, для футерівки обертових тр убчасти х печей. В даний час чорна і кольорова металургія є дуже затребуваними галузями промисловості. У цій області актуальною є проблема підвищення зносостійкості використовуваних агрегатів, поліпшення фізико - механічних характеристик елементів агрегатів, у тому числі й футерівки, яка виготовляється з різноманітних за формою і складом вогнетривких виробів. Основною тенденцією в галузі виготовлення футерівки є прагнення до підвищення термічної стійкості футерівки та будівельної міцності кладки. Проблеми, які виникають на шляху реалізації вказаних тенденцій, пов'язані з недосконалістю вогнетривких виробів, які використовуються для виготовлення футерівки. Найчастіше проблеми забезпечення необхідної вогнетривкості конструкцій з вказаних виробів вирішуються за рахунок пророблення геометричної форми вогнетривких виробів. Існує велика кількість вогнетривких виробів, що мають виступи різної геометричної форми, виїмки на одних гранях виробу і виступи на протилежних гранях. Однак виробництво таких виробів пов'язане з ускладненням технологічного процесу, що у свою чергу приводить до збільшення матеріальних витрат на виробництво та експлуатацію конструкцій, які виготовляються з таких виробів. Крім того, це приводить до збільшення витрат ви хідних матеріалів. Також широко використовуються вогнетривкі вироби, що мають металеві елементи або елементи, виконані з інших матеріалів, прикріплені безпосередньо до поверхні вогнетривкого виробу. Але більшість з зазначених технічних рішень найчастіше не дозволяє належною мірою забезпечити бажаний технологічний результат. Це також пов'язане з тим, що існуючі вогнетривкі вироби мало пристосовані до кладки на похилих або конічних ділянках металургійних агрегатів, що обумовлює велику складність забезпечення необхідного рівня вогнетривкості футерівки металургійних агрегатів. Відомий вогнетривкий виріб, описаний в патенті РФ №2082928, який має верхню та нижню основу та сполучені з ними бічні поверхні та торцеві поверхні. Вогнетривкий виріб поділений на основну та допоміжну частини, при цьому на бічних поверхнях основної та допоміжної частини вогнетривкого виробу виконані виїмки, а на протилежних їм бічних поверхнях виконані виступи відповідної форми. Основним недоліком описаного технічного рішення є складність геометричної форми вогнетривкого виробу, що обумовлює ускладнення технологічного процесу виробництва вогнетриву, збільшення матеріальних затрат на його виробництво. Також недоліком описаного вогнетривкого виробу є неможливість його використання для кладки на похилих та конічних ділянках металургійних агрегатів. Відомий вогнетривкий виріб, описаний в патенті Франції №2562221, який має верхню та нижню основу та сполучені з ними бічні поверхні та торцеві поверхні. На робочій поверхні виробу наявна подовжена алюмінієва смуга. Основним недоліком описаного технічного рішення є використання додаткових ви хідних матеріалів, що збільшує матеріальні витрати на виготовлення вогнетривкого виробу. Найбільш близьким аналогом корисної моделі, що заявляється, є вогнетривкий виріб, описаний в авторському свідоцтві СРСР №1828532, який має верхню та нижню основу трапецієподібної форми та сполучені з ними бічні поверхні та торцеві поверхні. Крім того, вказаний вогнетривкий виріб має допоміжну частину, яка зміщена відносно основної частини з утворенням між ними виступ у. Недоліком описаного технічного рішення є складність геометричної форми вогнетривкого виробу, що обумовлює ускладнення технологічного процесу виробництва вогнетриву, збільшення матеріальних затрат на його виробництво, а також складність забезпечення необхідного рівня вогнетривкості футерівки металургійних агрегатів, особливо на похилих і конічних ділянках печей. В основу корисної моделі поставлена задача створення такого вогнетривкого виробу, який завдяки проробленню його геометричної форми забезпечує високий рівень вогнетривкості футерівки на всіх ділянках металургійних агрегатів, у тому числі на похилих і конічних ділянках, а також високу будівельну міцність кладки футерівки. Поставлена задача вирішується тим, що вогнетривкий виріб має верхню та нижню основу трапецієподібної форми та сполучені з ними бічні поверхні та торцеві поверхні, при цьому бічні поверхні та одна з торцевих поверхонь виконані під кутом менш ніж 90° до нижньої основи, а протилежна торцева поверхня виконана під кутом більш ніж 90° до нижньої основи. Торцеві поверхні вогнетривкого виробу виконані у формі трапеції, а бічні поверхні виконані у формі паралелограма. Таке конструктивне виконання вогнетривкого виробу дозволяє забезпечити найбільш оптимальну геометричну форму виробу, яка дозволяє використовувати виріб для кладки на похилих та конічних ділянках металургійних апаратів. При цьому така геометрична форма вогнетривкого виробу дозволяє при здійснюванні кладки на похилих та конічних ділянках металургійних агрегатів запобігти утворенню виступів або інших перешкод, наявність яких може привести до небажаних наслідків, наприклад, до утворення охолоді. Таким чином, пророблення геометричної форми виробу дозволяє забезпечити високу вогнетривкість футерівки металургійного агрегату будь - якої конструкції. Переважним є виконання торцевих поверхонь паралельними одна до одної. Таке конструктивне виконання вогнетривкого виробу дозволяє при кладці похилих або конічних ділянок печей забезпечити рівну робочу поверхню, що у свою чергу значно підвищує експлуатаційні якості металургійних агрегатів, у яких кладка виконана з вогнетривких виробів, що заявляються. Переважним є виконання вогнетривкого виробу, при якому довжина L перпендикуляру, який опущений з середньої точки верхньої грані торцевої поверхні на висоту Н нижньої основи, дорівнює 90-94мм, при цьому співвідношення довжини L вказаного перпендикуляру та висоти Н нижньої основи дорівнює 1:(2,47-2,53). Таке конструктивне виконання виробу завдяки оптимально підібраному співвідношенню лінійних розмірів дозволяє забезпечити високу будівельну міцність кладки футерівки, а також зменшення кількості швів при кладці, при цьому найбільш переважним є виконання вогнетривкого виробу з довжиною L вказаного перпендикуляру 92мм. Доцільним є виконання вогнетривкого виробу із забезпеченням вогнетривкості до 1750°С, межи міцності при стиску до 50Н/мм 2 та температури початку розм'якшення не менше 1440°С. Такі фізико - механічні параметри виробу дозволяють забезпечити необхідний рівень вогнетривкості футерівки металургійних агрегатів та необхідну міцність кладки футерівки. Також доцільним є виконання вогнетривкого виробу із вмістом Аl2О 3 в матеріалі виробу не менше 39% та вмістом Fe2O3 не більше 1,5%, що дозволяє забезпечити потрібні фізико - механічні параметри виробу. Корисна модель пояснюється за допомогою Фігури, на якій представлений загальний вид вогнетривкого виробу. На фігурі представлений вогнетривкий виріб, що має верхню 1 та нижню 2 основу трапецієподібної форми та сполучені з ними бічні поверхні 3, 4 та торцеві поверхні 5, 6. Також на фігурі показаний перпендикуляр з довжиною L, який опущений з середньої точки верхньої грані торцевої поверхні 5 на висоту Н нижньої основи 2. Вогнетривкий виріб виготовляють наступним чином. Шамотні порошки із вмістом Аl2О3 не менше ніж 39% різних фракційних складів відповідно до встановленої шихти дозуються через вагові дозатори у відцентровий валковий змішувач. Після зволоження і перемішування готова маса подається на пресування. Пресування виробів здійснюється у двовіконній формі, що має вид двох поруч розташованих паралелограмів, на гідравлічному пресі із зусиллям пресування 1250тс. Форма виробів задається прес-формою і штампами. Перетин виробу у виді паралелограма з відповідними розмірами задається прес-формою, а похилі поверхні задаються похилими прес - штампами, що також мають вид паралелограма. Пресування виробів починається із засипання готової маси в прес - форму, що знаходиться в крайньому верхньому положенні. Після засипання маси опускається верхній прес - штамп у форму, внаслідок чого додається тиск на масу. При наборі тиску разом з верхнім прес - штампом опускається прес - форма, що створює ефект двостороннього пресування за рахунок тиску знизу нижнього прес - штампа. При досягненні максимального тиску вер хній прес - штамп піднімається на вихідну висоту. Після підняття прес - штампа прес - форма опускається ще нижче, через що відбувається виштовхування готового сирцю нижнім прес - штампом. Готовий сирець виробу знімається знімачем і укладається на стрічковий транспортер. При поверненні знімачів у ви хідне положення форма знову піднімається на висоту засипання маси і процес знову повторюється. Готовий сирецьвиробів висаджується на пічні вагони і подається на випал у тунельну піч. Випал виробляється при температурі 1500°С. Таким чином, корисна модель, що заявляється, завдяки проробленню її геометричної форми забезпечує високий рівень вогнетривкості футерівки на всіх ділянках металургійних агрегатів, у тому числі на похилих і конічних ділянках, а також високу будівельну міцність кладки футерівки.
ДивитисяДодаткова інформація
Назва патенту англійськоюRefractory article
Автори англійськоюMalyshev Ihor Petrovych, Troian Valerii Danylovych, Shapovalova Tetiana Fedorivna, Troshenkov Mykola Oleksandrovych, Nikulenko Dmytro Viktorovych, Novikov Mykyta Varfolomiiovych
Назва патенту російськоюОгнеупорное изделие
Автори російськоюМалышев Игорь Петрович, Троян Валерий Данилович, Шаповалова Татьяна Федоровна, Трошенков Николай Александрович, Никуленко Дмитрий Викторович, Новиков Никита Варфоломеевич
МПК / Мітки
МПК: C04B 35/10
Мітки: виріб, вогнетривкий
Код посилання
<a href="https://ua.patents.su/2-23914-vognetrivkijj-virib.html" target="_blank" rel="follow" title="База патентів України">Вогнетривкий виріб</a>
Вогнетривкий виріб із покриттям
Номер патенту: 73226
Опубліковано: 15.06.2005
Автор: Фролов Олександр Олександрович
МПК: B32B 18/00, C04B 37/00, C04B 41/87, C04B 35/14
Мітки: вогнетривкий, покриттям, виріб
Формула / Реферат:
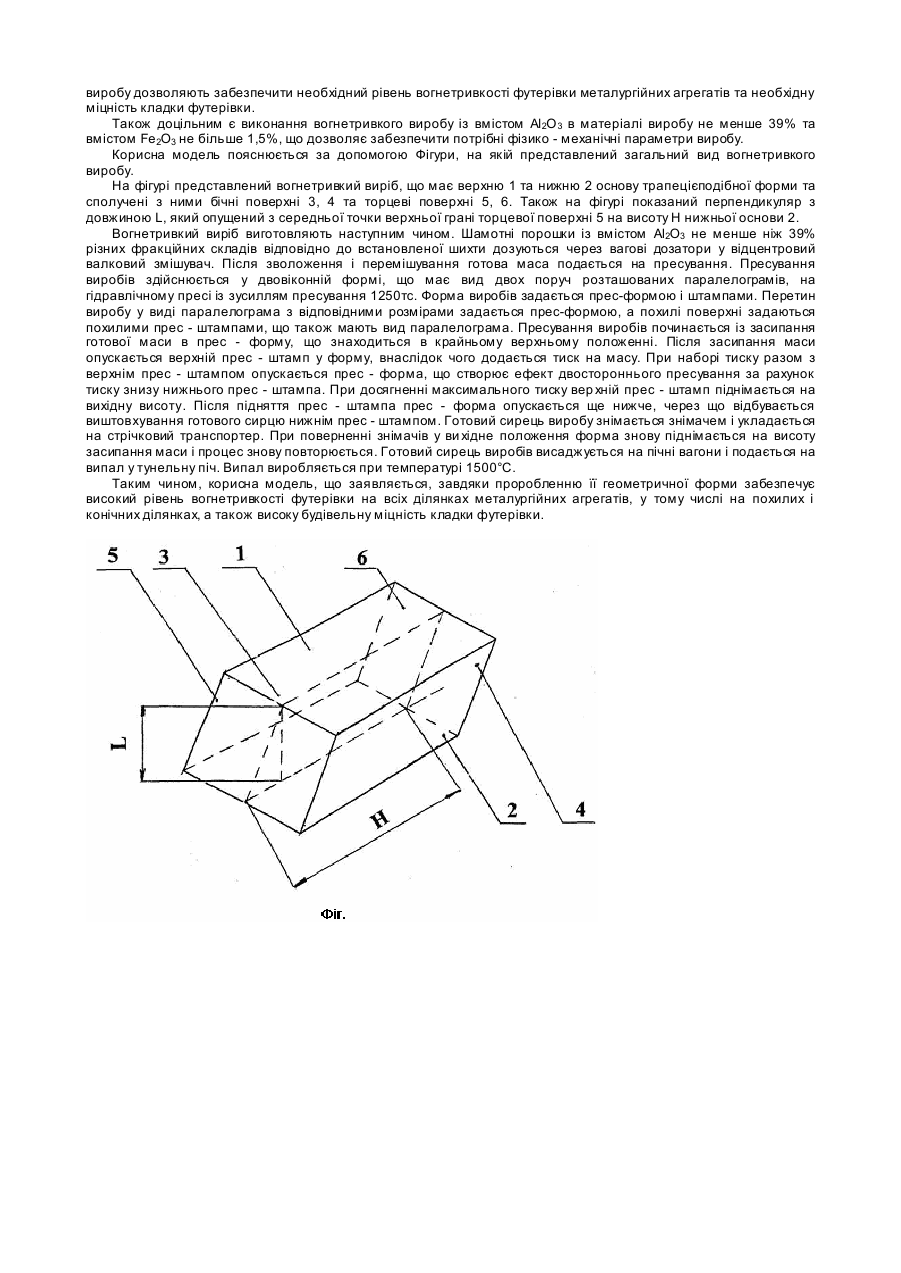
Вогнетривкий виріб із покриттям, що містить основу з кварцової кераміки і зовнішнє покриття з пентаоксиду ніобію або танталу, який відрізняється тим, що його основа виготовлена з двох або більше окремих блоків кварцової кераміки шпаристістю від 5 до 30 %, між якими розташовані сполучні шви, що заповнені припоєм із пентаоксиду ніобію або танталу, причому ширина шва між блоками d відноситься до товщини блоків D як 0,2<d/D<2.
Вогнетривкий камінь
Номер патенту: 1641
Опубліковано: 17.02.2003
Автор: Якушев Віталій Константіновіч
МПК: F27D 1/04
Мітки: вогнетривкий, камінь
Формула / Реферат:
1. Вогнетривкий камінь, що складається зі зчленованих основної й допоміжної частин, який відрізняється тим, що допоміжна частина зміщена щодо основної з утворенням виступної ділянки, а відношення площі торцевої поверхні допоміжної частини і зв'язаної з нею торцевої поверхні основної частини складає 1:(1-1,1).2. Вогнетривкий камінь за п. 1, який відрізняється тим, що площа виступної ділянки допоміжної частини складає 2-50% від площі...
Вогнетривкий виріб для використання у процесі лиття розплавленого металу
Номер патенту: 76985
Опубліковано: 16.10.2006
Автори: Рішо Жохан, Дебастіані Дуан, Десай Пріядарші
МПК: C04B 35/03, B22D 11/10, B22D 41/14, B22D 41/52, C04B 35/01, B22D 41/08, C04B 35/48, B22D 41/22
Мітки: використання, лиття, розплавленого, металу, виріб, вогнетривкий, процесі
Формула / Реферат:
1. Вогнетривкий виріб для використання у процесі лиття розплавленого металу, який має контактну поверхню, пристосовану для того, щоб контактувати з потоком розплавленого металу, причому виріб містить першу вогнетривку композицію, з якої складається корпус виробу, і другу вогнетривку композицію, розташовану принаймні на частині його контактної поверхні, який відрізняється тим, що другу вогнетривку композицію одержують зі зв'язаної полімерами...
Вогнетривкий камінь
Номер патенту: 51854
Опубліковано: 16.12.2002
Автори: Якушев Віталій Константіновіч, Міроєвскій Гєннадій Павловіч, Козін Олєг Міхайловіч
МПК: F27D 1/04
Мітки: вогнетривкий, камінь
Формула / Реферат:
1. Вогнетривкий камінь для футерівки теплових агрегатів, що складається зі зчленованих основної і допоміжної частин, зміщених одна відносно одної з утворенням виступної ділянки допоміжної частини, який відрізняється тим, що виступна ділянка допоміжної частини плавно сполучена з торцем основної частини з утворенням перехідної зони, а на протилежному торці основної частини в області, що прилягає до допоміжної частини, виконаний скіс, що...
Оплавлений вогнетривкий виріб з покриттям
Номер патенту: 55348
Опубліковано: 17.03.2003
Автори: Балабанов Юрій Іванович, Фролов Олександр Олександрович, Агулянський Анатолій Ілліч, Пасічний Владислав Васильович
МПК: C04B 41/89, C04B 35/14, C04B 41/87
Мітки: виріб, покриттям, оплавлений, вогнетривкий
Формула / Реферат:
Оплавленное огнеупорное изделие с покрытием, рабочий слой которого выполнен из пентаоксида ниобия или тантала, а внутренний - из продуктов термического взаимодействия оксида металла и оксида кремния, отличающееся тем, что, с целью снижения стоимости, изделие выполнено из оксида кремния, а внутренний слой покрытия - из продуктов термического взаимодействия пентаоксида ниобия или тантала и материала изделия.
Попередній патент: Спосіб профілактики зовнішнього отиту у слухопротезованих хворих
Наступний патент: Спосіб витягання йоду з розчинів
Випадковий патент: Пристрій для надання ефекту липкості