Пристрій для лиття виливків із киплячих і напівспокійних сталей
Номер патенту: 24006
Опубліковано: 11.06.2007
Автори: РЯБКІН ЮРІЙ ЮРІЙОВИЧ, Онищенко Сергій Олександрович, Туник Олег Анатолійович
Формула / Реферат
Пристрій для лиття виливків із киплячих і напівспокійних сталей, що містить розширену донизу виливницю, встановлену на кюмпельний піддон із трапецоїдним виступом, який відрізняється тим, що ширина внутрішньої сторони периметра верхньої основи виступу піддона становить 97,5 ![]() 99,5 % від внутрішньої сторони периметра виливниці в площині їхнього сполучення з виступом піддона.
99,5 % від внутрішньої сторони периметра виливниці в площині їхнього сполучення з виступом піддона.
Текст
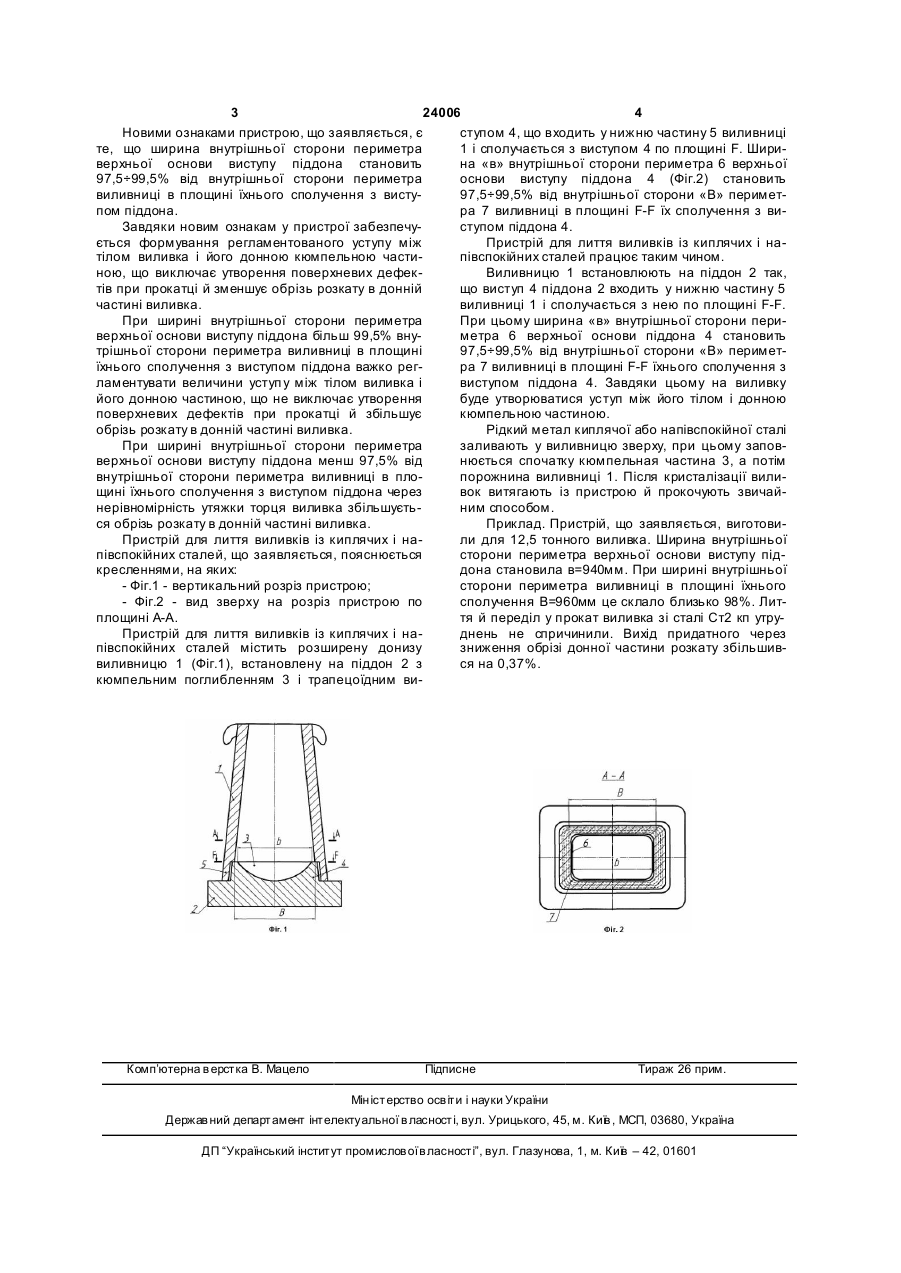
Пристрій для лиття виливків із киплячих і напівспокійних сталей, що містить розширену донизу виливницю, встановлену на кюмпельний піддон із трапецоїдним виступом, який відрізняється тим, що ширина внутрішньої сторони периметра верхньої основи виступ у піддона становить 97,5 ¸ 99,5 % від вн утрішньої сторони периметра виливниці в площині їхнього сполучення з виступом піддона. (19) (21) u200702099 (22) 27.02.2007 (24) 11.06.2007 (46) 11.06.2007, Бюл. № 8, 2007 р. (72) Рябкін Юрій Юрійович, Туник Олег Анатолійович, Они щенко Сергій Олександрович (73) Рябкін Юрій Юрійович, Туник Олег Анатолійович, Они щенко Сергій Олександрович 3 24006 4 Новими ознаками пристрою, що заявляється, є ступом 4, що входить у нижню частину 5 виливниці те, що ширина внутрішньої сторони периметра 1 і сполучається з виступом 4 по площині F. Шириверхньої основи виступу піддона становить на «в» внутрішньої сторони периметра 6 верхньої 97,5÷99,5% від внутрішньої сторони периметра основи виступу піддона 4 (Фіг.2) становить виливниці в площині їхнього сполучення з висту97,5÷99,5% від внутрішньої сторони «В» периметпом піддона. ра 7 виливниці в площині F-F їх сполучення з виЗавдяки новим ознакам у пристрої забезпечуступом піддона 4. ється формування регламентованого уступу між Пристрій для лиття виливків із киплячих і натілом виливка і його донною кюмпельною частипівспокійних сталей працює таким чином. ною, що виключає утворення поверхневих дефекВиливницю 1 встановлюють на піддон 2 так, тів при прокатці й зменшує обрізь розкату в донній що виступ 4 піддона 2 входить у нижню частину 5 частині виливка. виливниці 1 і сполучається з нею по площині F-F. При ширині внутрішньої сторони периметра При цьому ширина «в» внутрішньої сторони периверхньої основи виступу піддона більш 99,5% внуметра 6 верхньої основи піддона 4 становить трішньої сторони периметра виливниці в площині 97,5÷99,5% від внутрішньої сторони «В» периметїхнього сполучення з виступом піддона важко регра 7 виливниці в площині F-F їхнього сполучення з ламентувати величини уступ у між тілом виливка і виступом піддона 4. Завдяки цьому на виливку його донною частиною, що не виключає утворення буде утворюватися уступ між його тілом і донною поверхневих дефектів при прокатці й збільшує кюмпельною частиною. обрізь розкату в донній частині виливка. Рідкий метал киплячої або напівспокійної сталі При ширині внутрішньої сторони периметра заливають у виливницю зверху, при цьому заповверхньої основи виступу піддона менш 97,5% від нюється спочатку кюмпельная частина 3, а потім внутрішньої сторони периметра виливниці в плопорожнина виливниці 1. Після кристалізації вилищині їхнього сполучення з виступом піддона через вок витягають із пристрою й прокочують звичайнерівномірність утяжки торця виливка збільшуєтьним способом. ся обрізь розкату в донній частині виливка. Приклад. Пристрій, що заявляється, виготовиПристрій для лиття виливків із киплячих і нали для 12,5 тонного виливка. Ширина внутрішньої півспокійних сталей, що заявляється, пояснюється сторони периметра верхньої основи виступу підкресленнями, на яких: дона становила в=940мм. При ширині внутрішньої - Фіг.1 - вертикальний розріз пристрою; сторони периметра виливниці в площині їхнього - Фіг.2 - вид зверху на розріз пристрою по сполучення В=960мм це склало близько 98%. Литплощині А-А. тя й переділ у прокат виливка зі сталі Ст2 кп утруПристрій для лиття виливків із киплячих і наднень не спричинили. Вихід придатного через півспокійних сталей містить розширену донизу зниження обрізі донної частини розкату збільшиввиливницю 1 (Фіг.1), встановлену на піддон 2 з ся на 0,37%. кюмпельним поглибленням 3 і трапецоїдним ви Комп’ютерна в ерстка В. Мацело Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for casting of casts made of unkilled and semikilled steels
Автори англійськоюRiabkin Yurii Yuriiovych, Tunyk Oleh Anatoliiovych, Onyschenko Serhii Oleksandrovych
Назва патенту російськоюУстройство для литья отливок из кипящих и полуспокойных сталей
Автори російськоюРябкин Юрий Юрьевич, Туник Олег Анатольевич, Онищенко Сергей Александрович
МПК / Мітки
МПК: B22D 7/06, B22D 7/00, B22D 7/08
Мітки: киплячих, сталей, виливків, лиття, напівспокійних, пристрій
Код посилання
<a href="https://ua.patents.su/2-24006-pristrijj-dlya-littya-vilivkiv-iz-kiplyachikh-i-napivspokijjnikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Пристрій для лиття виливків із киплячих і напівспокійних сталей</a>
Пристрій для лиття виливків із напівспокійних і киплячих сталей
Номер патенту: 59234
Опубліковано: 15.08.2003
Автори: Дубина Олег Вікторович, Сміяненко Ігор Миколайович, Сокуренко Анатолій Валентинович, ТРОЩІЙ Сергій Володимирович
МПК: B22D 7/06
Мітки: виливків, лиття, пристрій, киплячих, сталей, напівспокійних
Формула / Реферат:
Пристрій для лиття виливків із напівспокійних і киплячих сталей, що містить виливницю, звужену донизу, і металеву надставку, робочий простір якої звужено догори, який відрізняється тим, що бічний профіль перерізу робочого простору надставки утворено ламаною лінією, нахиленою до вертикальної осі пристрою, яка складається з двох відрізків, нахил нижнього з яких у 5-10 разів перевищує нахил верхнього, а висота нижньої частини з більшим нахилом...
Пристрій для лиття виливків із напівспокійних і киплячих сталей
Номер патенту: 8091
Опубліковано: 15.07.2005
Автори: РЯБКІН ЮРІЙ ЮРІЙОВИЧ, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Маншилін Олександр Гейнійович, ШУЛЬГІНА ІРИНА ПРОКОПІВНА, Феофілактов Андрій Вікторович, Максаков Анатолій Іванович
МПК: B22D 7/06
Мітки: виливків, лиття, киплячих, напівспокійних, сталей, пристрій
Формула / Реферат:
Пристрій для лиття виливків із напівспокійних і киплячих сталей, що містить виливницю, звужену донизу, і металеву надставку над нею, робочий простір якої звужено догори, а бічний профіль її перерізу утворює ламану лінію, який відрізняється тим, що верхній відрізок бічного профілю перерізу надставки нахилений до відрізка, що до нього примикає, під кутом 5-45º, а висота цієї частини надставки становить 0,1-0,4 загальної висоти надставки....
Пристрій для відливання виливків із напівспокійних і киплячих сталей
Номер патенту: 53406
Опубліковано: 15.09.2005
Автори: Онищенко Сергій Олександрович, Сафронов Юрій Яковлевич, Корінь Андрій Олександрович, Куленко Анатолій Семенович, Спіняков Віктор Костянтинович, Кукуй Давид Пенхусович, Достлев Юрій Сергійович, Сапсай Аскольд Дмитрович, Теряєв Олександр Митрофанович, Полуновський Ісаак Євсійович
МПК: B22D 7/06
Мітки: виливків, напівспокійних, пристрій, відливання, сталей, киплячих
Формула / Реферат:
У заявці описуються 17a-фторалкілстероїди загальної формули (І), (І)у якій R3 являє собою залишок формули CnF2n+1, де n означає 1, 2, 3, 4, 5 або 6, і спосіб їх одержання, а також фармацевтичні композиції, які містять у своєму складі ці сполуки. Запропоновані у винаході сполуки загальної формули (І) мають андрогенну активність.
Пристрій для розливання киплячих і напівспокійних сталей на виливки
Номер патенту: 54222
Опубліковано: 17.02.2003
Автори: Дубина Олег Вікторович, Несвіт Володимир Васильович
МПК: B22D 7/06
Мітки: виливки, напівспокійних, пристрій, сталей, розливання, киплячих
Формула / Реферат:
Пристрій для розливання киплячих і напівспокійних сталей на виливки, що містить звужену донизу виливницю і металеву надставку, робочий простір якої звужено догори, який відрізняється тим, що товщина стінки надставки виконана змінною по висоті і в площині горизонтального перерізу верху надставки в 1,05-2,2 рази перевищує товщину стінки в площині горизонтального перерізу низу надставки.
Виливок із киплячих і напівспокійних сталей
Номер патенту: 53405
Опубліковано: 15.12.2004
Автори: Понька Анатолій Максимович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Писаренко Віктор Гурійович, ТРОЩІЙ Сергій Володимирович, Нєфєдьєв Олександр Сергійович, Теряєв Олександр Митрофанович, Феофілактов Андрій Вікторович, Макаренко Володимир Іванович, Челомбитько Олександр Олексійович
МПК: B22D 7/06
Мітки: киплячих, напівспокійних, виливок, сталей
Формула / Реферат:
(21) 2001128264 (57) 1. Спосіб термохімічної переробки твердих каучуковмісних органічних відходів, армованих синтетичними волокнами і металом, при якому відходи подають у реактор, нагрівають і піддають піролізу газоподібним теплоносієм, виводять із реактора піролізні гази та твердий залишок, газоподібні та рідкі продукти реакції направляють на ректифікацію, який відрізняється тим, що відходи обробляють у реакторі періодичної дії...
Попередній патент: Мікроелектронний вимірювач витрати газу
Наступний патент: Вібраційний транспортер
Випадковий патент: Оптико-електронний пристрій діагностування стану периферичного кровообігу