Виливок із киплячих і напівспокійних сталей
Номер патенту: 53405
Опубліковано: 15.12.2004
Автори: Кукуй Давид Пенхусович, Феофілактов Андрій Вікторович, Челомбитько Олександр Олексійович, Нєфєдьєв Олександр Сергійович, Понька Анатолій Максимович, Макаренко Володимир Іванович, Корінь Андрій Олександрович, Писаренко Віктор Гурійович, ТРОЩІЙ Сергій Володимирович, Теряєв Олександр Митрофанович

Формула / Реферат
(21) 2001128264
(57)
1. Спосіб термохімічної переробки твердих каучуковмісних органічних відходів, армованих синтетичними волокнами і металом, при якому відходи подають у реактор, нагрівають і піддають піролізу газоподібним теплоносієм, виводять із реактора піролізні гази та твердий залишок, газоподібні та рідкі продукти реакції направляють на ректифікацію, який відрізняється тим, що відходи обробляють у реакторі періодичної дії при температурі 300-530°С перегрітою парогазовою сумішшю, що містить перегріту пару, кислотний гідролітичний агент та екстрагент, вибраний з кетонового ряду, причому парогазову суміш пропускають швидкими струменями через об'єм матеріалу, що переробляється.
2. Спосіб за п. 1, який відрізняється тим, що перегріта парогазова суміш містить у відсотках за масою: кислотний гідролітичний агент - 0,25-1, екстрагент, вибраний з кетонового ряду, - 0,1-0,25 по відношенню до маси синтетичного армуючого матеріалу.
3. Спосіб за п. 1, який відрізняється тим, що використовують один або більше послідовно з’єднаних реакторів.
Начальник відділу
О.В. Кучеренко
Виконавець
Н.М. Чернецька
Текст
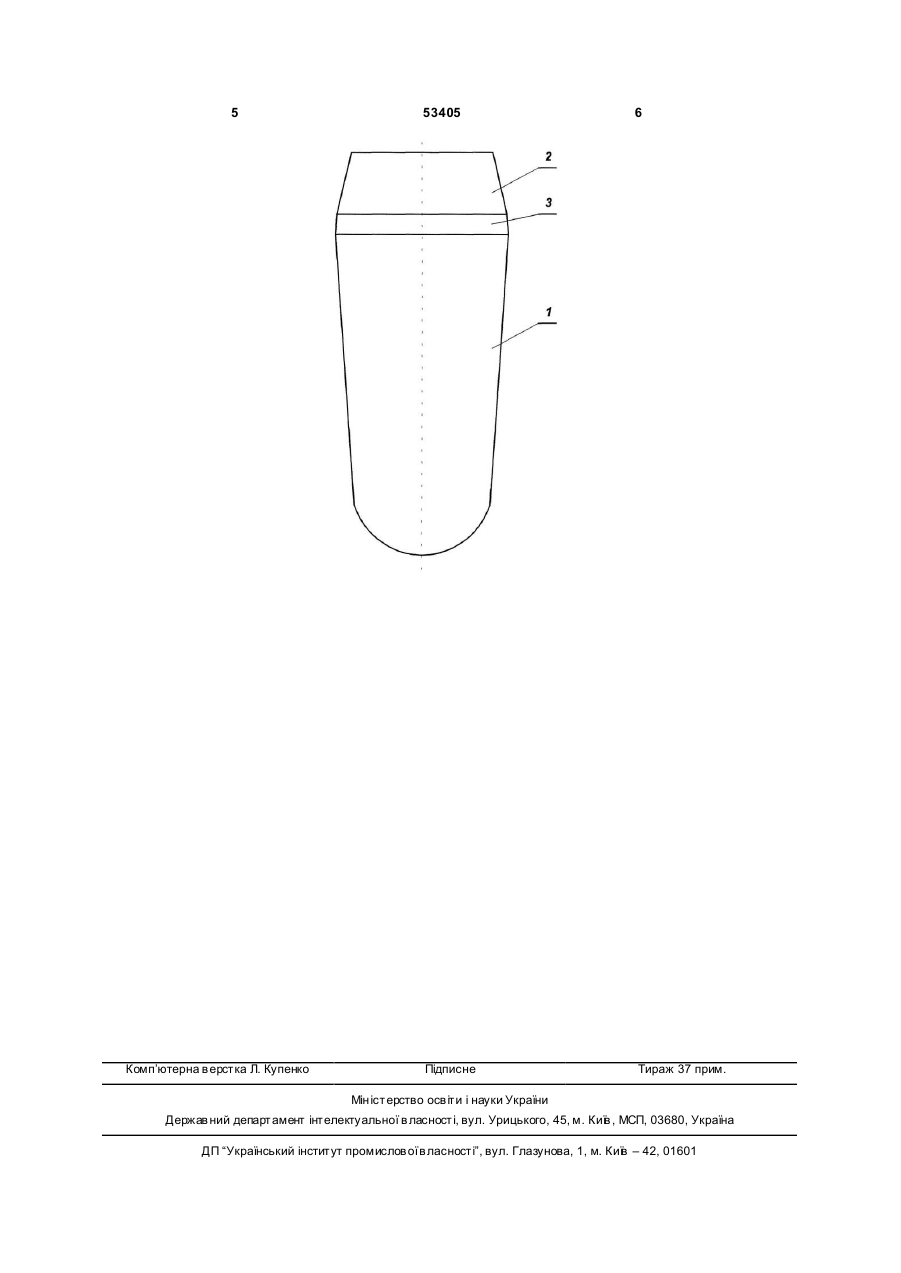
Виливок із киплячих і напівспокійних сталей, що містить звужену донизу нижню частину і звужену догори верхню частину, який відрізняється тим, що верхня частина виливка містить головну частину і перехідну частин у, яка відповідає за формою верху нижньої частини і розташована опозитно їй між нижньою й головною частинами, при цьому співвідношення мас нижньої, перехідної і головної частин становить (14-16):(0,9-1,1):(2,95,1). Винахід відноситься до галузі чорної металургії, а більш конкретно до розливання рідкої сталі на виливки, і може бути використаним при виробництві виливків із киплячих і напівспокійних сталей на металургійних і спеціалізованих заводах. Відомий виливок із киплячої і напівспокійної сталі, що складається зі сполучених нижньої й верхньої частин, звужених догори (Власов Н.Н., Корроль В.В., Радя B.C. Разливка черных металлов. Справочник - Μ.: Металлургия, 1987, -272 с.. -с.26, ріс.13, с.32, ріс.16). Вадою конструкції відомого виливка є велика кількість обрізків із донної й головної частин розкату при гарячому прокатуванні цих виливків на обтискних станах. Відомий також виливок із киплячої і напівспокійної сталі, одержуваний при розливанні в пристрій, що містить звужену донизу виливницю із установленою на ній металевою надставкою, робочий простір якої звужується догори, причому висота надставки дорівнює 0,2¸0,4 від висоти виливниці, відношення площ внутрішнього поперечного перерізу верхньої й нижньої основи надставки становить 0,65¸0,9, відношення висоти надставки до її середнього робочого діаметра дорівнює 0,7¸1,0, а відношення площ верхньої основи надставки і нижньої основи виливниці становить 0,8¸1,1. Такими ж співвідношеннями характеризується і виливок, відлитий у цей пристрій. (Деклараційний патент України на винахід №38787А). Виливок, відлитий у цей пристрій, по технічній сутності й сукупності суттєви х ознак є найближчим аналогом до виливка, що заявляється. Вадою найближчого аналога є те, що при окремих співвідношеннях зазначених у ньому розмірів звуженої донизу нижньої частини виливка і звуженої догори верхньої частини не виключається вихід осьової дірчастості на поверхню голови виливка й утворення накатів у головній частині при прокатуванні виливків на обтискних станах. Ви хід осьової дірчастості на поверхню голови виливка відбувається тому, що переріз з'єднання нижньої частини і верхньої частини виливка той самий і маса гарячого рідкого металу тут така, що не дозволяє сформувати у початковий момент кристалізації у головній частині виливка твердий кістяк із дендритів. Метал тут кристалізується в останню чергу і, у наслідок явища усадки, осьова дірчастість виходить на поверхню виливка. В основу винаходу поставлено задачу такого удосконалення конструкції виливка з киплячих і (19) UA (11) 53405 (13) C2 (21) 2002054050 (22) 17.05.2002 (24) 15.12.2004 (46) 15.12.2004, Бюл. № 12, 2004 р. (72) Корінь Андрій Олександрович, Кук уй Давид Пенхусович, Теряєв Олександр Митрофанович, Феофілактов Андрій Вікторович, Нєфєдьєв Олександр Сергійович, Челомбитько Олександр Олексійович, Трощій Сергій Володимирович, Макаренко Володимир Іванович, Писаренко Віктор Гурійович, Понька Анатолій Максимович (73) НАУКОВО-ВИРОБНИЧЕ ТОВАРИСТВО З ОБМЕЖЕНОЮ ВІДПОВІДАЛЬНІСТЮ З ІНОЗЕМНИМИ ІНВЕСТИЦІЯМИ "ДОНІКС", Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Теряєв Олександр Митрофанович, Феофілактов Андрій Вікторович, Нєфєдьєв Олександр Сергійович, Че 3 53405 4 напівспокійних сталей, що дозволило б, за рахунок го верха нижньої частини виливка і метал із створення перехідної частини між нижньою й верверхньої головної частини виливка опускається у хньою частинами виливка і оптимізації співвідноміру кристалізації у нижню частину і через усадочшення маси металу між його складовими частинані явища осьова дірчастість виходить на поверхню ми, сформувати в головній частині виливка при виливка. затвердінні металу твердий кістяк у початковий При співвідношенні мас нижньої частини вимомент кристалізації, і запобігти тим самим вихід ливка до мас перехідної й головної частин більше, осьової дірчастості на поверхню виливка. ніж (14¸16) до (0,9¸1,1):(2,9¸5,1), збільшуються Поставлена задача вирішується тим, що у виобрізки металу з головної частини розкату при ливку з киплячих і напівспокійних сталей, що міснаступному прокатуванні виливків на обтискних тить звужену донизу нижню частину і звужену достанах. Це відбувається через несприятливу форгори верхню частину, верхня частина складається му торця розкату й необхідністю його обрізання з головної частини і перехідноїчастини, яка відподля додання товарної форми розкату й забезпевідає за формою верху нижньої частини і розтачення наступних етапів те хнологічного процесу. шована опозитно їй між нижньою й головною часВиливок, що заявляється, із киплячих і напівтинами. При тому співвідношенням мас нижньої, спокійних сталей може бути відлитий при розлиперехідної і головної частин становить ванні металу в звужені донизу виливниці з установленими над ними звуженими догори надставками (14¸16):(0,9¸1,1):(2,9¸5,1). Ознаками виливка з киплячих і напівспокійних спеціальної форми. сталей, сукупними із суттєвими ознаками найблиКонструкція виливка з киплячих і напівспокійжчого аналога, є наявність звуженої донизу нижних сталей, що заявляється, пояснюється кресньої частини і звуженої догори верхньої частини. ленням, на якому показаний профіль виливка. ВиНовими ознаками є те, що верхня частина виливок із киплячих й напівспокійних сталей містить ливка містить головну частину і перехідну частину, звужену донизу нижню частину 1 і звужену догори розташовану між нижньою й головною частинами, верхню частину, яка складається з головної частиіз співвідношенням маси нижньої, перехідної і гони 2 і перехідної частини 3. Перехідна частина 3 розташована між нижньої 1 і головною 2 частиналовної частин (14¸16):(0,9¸1,1):(2,9¸5,1). Перехідми, причому маси нижньої, перехідної і головної на частина відповідає за формою верху нижньої частин співвідносяться як частини і розташована опозитно їй. Конструкція виливка з киплячих і напівспокій(14¸16):(0,9¸1,1):(2,9¸5,1). Перехідна частина 3 них сталей, у якому верхня частина містить головідповідає за формою верху нижньої частини 1 і вну частину і перехідну частину, яка відповідає за розташована опозитно їй. формою верху нижньої частини, опозитна їй, і розВиливок, що заявляється, з киплячих і напівташована між нижньою й головною частинами, із спокійних сталей був відлитий у глуходонну вилиспіввідношенням маси нижньої, перехідної і головницю зі спеціальною металевою надставкою, яка забезпечувала зазначене співвідношення мас нивної частин (14¸16):(0,9¸1,1):(2,9¸5,1) виключає вихід осьової дірчастості на поверхню голови вижньої, перехідної і верхньої частин виливка. Виробництво виливка, що заявляється, апроливка при затвердінні і утворення накатів у голобовано на виливках киплячої сталі масою 7,8т. вній частині при прокатуванні виливків на обтискРозливання виливків робили в глухо донні виливних станах, а, отже, підвищує якість металу і ниці, що застосовуються для виливання виливків збільшує ви хід придатного металу. Таке розташування перехідної частини й співвідношення мас спокійної сталі. На виливницю встановлювали металеві надчастин виливка викликає прискорення відводу теставки, що забезпечували зазначене співвіднопла в головній частині. На початку кристалізації в шення мас нижньої, перехідної і головної частин ній утвориться твердий кістяк із дендритів, що певиливка. Маса нижньої частини склала 5,89т, перешкоджає опусканню рідкого металу вниз. Тому осьова дірчастість не виходить на поверхню вилирехідної частини 0,40т, головної частини 1,51т. Фактичне співвідношення маси нижньої, перехідної вка, а, отже, накати у головній частині виливка при прокатуванні не утворяться. і головної частин становило 1,51¸1,03¸3,87. ПовеПри співвідношенні маси нижньої частини видінка металу при розливанні й характер його заливка до мас перехідної й головної частин менше, твердіння при охолодженні не відрізнялися від поведінки при розливанні по діючому технологічніж (14¸16) до (0,9¸1,1):(2,9¸5,1), осьова дірчасному процесу. Економія металу за рахунок зментість розвивається усередині виливка і не цілком шення обрізків із головної частини розкату склала усовується на розкатах при наступному прокатуванні виливків на обтискних станах. Це відбува3¸6кг/т у порівнянні з виливком по найближчому ється тому, що виявляється вплив більш масивноаналогу. 5 Комп’ютерна в ерстка Л. Купенко 53405 6 Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting made from unkilled and semikilled steel
Автори англійськоюKorin Andrii Oleksandrovych, Kukui Davyd Penhusovych, Kukuj Davyd Penkhusovych, Kukui Davyd Penkhusovych, Teriaiev Oleksandr Mytrofanovych, Feofilaktov Andrii Viktorovych, Nefediev Oleksandr Serhiiovych, Niefiediev Oleksandr Serhiiovych, Troschii Sergii Volodymyrovych, Makarenko Volodymyr Ivanovych
Назва патенту російськоюОтливка из кипящих и полуспокойных сталей
Автори російськоюКоринь Андрей Александрович, Кукуй Давид Пенхусович, Теряев Александр Митрофанович, Феофилактов Андрей Викторович, Нефедьев Александр Сергеевич, Трощий Сергей Владимирович, Макаренко Владимир Иванович
МПК / Мітки
МПК: B22D 7/06
Мітки: виливок, напівспокійних, киплячих, сталей
Код посилання
<a href="https://ua.patents.su/3-53405-vilivok-iz-kiplyachikh-i-napivspokijjnikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Виливок із киплячих і напівспокійних сталей</a>
Пристрій для розливання киплячих і напівспокійних сталей на виливки
Номер патенту: 54222
Опубліковано: 17.02.2003
Автори: Дубина Олег Вікторович, Несвіт Володимир Васильович
МПК: B22D 7/06
Мітки: напівспокійних, розливання, киплячих, пристрій, виливки, сталей
Формула / Реферат:
Пристрій для розливання киплячих і напівспокійних сталей на виливки, що містить звужену донизу виливницю і металеву надставку, робочий простір якої звужено догори, який відрізняється тим, що товщина стінки надставки виконана змінною по висоті і в площині горизонтального перерізу верху надставки в 1,05-2,2 рази перевищує товщину стінки в площині горизонтального перерізу низу надставки.
Пристрій для лиття виливків із напівспокійних і киплячих сталей
Номер патенту: 59234
Опубліковано: 15.08.2003
Автори: Сміяненко Ігор Миколайович, Дубина Олег Вікторович, ТРОЩІЙ Сергій Володимирович, Сокуренко Анатолій Валентинович
МПК: B22D 7/06
Мітки: киплячих, сталей, пристрій, лиття, напівспокійних, виливків
Формула / Реферат:
Пристрій для лиття виливків із напівспокійних і киплячих сталей, що містить виливницю, звужену донизу, і металеву надставку, робочий простір якої звужено догори, який відрізняється тим, що бічний профіль перерізу робочого простору надставки утворено ламаною лінією, нахиленою до вертикальної осі пристрою, яка складається з двох відрізків, нахил нижнього з яких у 5-10 разів перевищує нахил верхнього, а висота нижньої частини з більшим нахилом...
Виливок із напівспокійної й киплячої сталі
Номер патенту: 54220
Опубліковано: 17.02.2003
Автор: Дубина Олег Вікторович
МПК: B22D 7/06
Мітки: сталі, виливок, киплячої, напівспокійної
Формула / Реферат:
Виливок із напівспокійної й киплячої сталі, що має звужену донизу нижню частину і звужену догори головну частину з нахилом граней і ділянок заокруглення по ребрах, який відрізняється тим, що площа перерізу верху нижньої частини виливка в 1,005 - 1,1 рази перевищує площу перерізу низу головної частини виливка.
Виливок для гарячого прокатування
Номер патенту: 60802
Опубліковано: 15.10.2003
Автори: Дубина Олег Вікторович, Сміяненко Ігор Миколайович
МПК: B22D 7/06
Мітки: виливок, гарячого, прокатування
Формула / Реферат:
Виливок для гарячого прокатування, що містить нижню частину, розширену догори, і з'єднану з нею головну частину, розширену донизу, який відрізняється тим, що площа поперечного перерізу головної частини в 1,05-1,1 раза перевищує площу поперечного перерізу нижньої частини в площині їх сполучення, при цьому розміри сторін поперечного перерізу головної частини в площині сполучення більші розмірів сторін поперечного перерізу нижньої частини.
Виливок напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стана
Номер патенту: 54848
Опубліковано: 17.03.2003
Автори: Шеремет Володимир Олександрович, Омесь Микола Михайлович, Корінь Андрій Олександрович, Сокуренко Анатолій Валентинович, Кекух Анатолій Володимирович, Теряєв Олександр Митрофанович
МПК: B22D 7/06
Мітки: реверсивного, обтискного, напівспокійної, прокатування, виливок, сталі, киплячої, валках, стана
Формула / Реферат:
Виливок напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стана, що містить основну частину, звужену до низу, і головну частину, звужену до верху, який відрізняється тим, що основна і головна частини виливка сполучені по гранях і ребрах по дузі окружності, зверненою опуклістю до серцевини виливка, висота ділянки сполучення становить від...
Попередній патент: Спосіб одержання гідроксиламіносульфату
Наступний патент: Засіб для очищення води
Випадковий патент: Селектор телевізійних каналів