Пристрій для розливання киплячих і напівспокійних сталей на виливки
Номер патенту: 54222
Опубліковано: 17.02.2003
Формула / Реферат
Пристрій для розливання киплячих і напівспокійних сталей на виливки, що містить звужену донизу виливницю і металеву надставку, робочий простір якої звужено догори, який відрізняється тим, що товщина стінки надставки виконана змінною по висоті і в площині горизонтального перерізу верху надставки в 1,05-2,2 рази перевищує товщину стінки в площині горизонтального перерізу низу надставки.
Текст
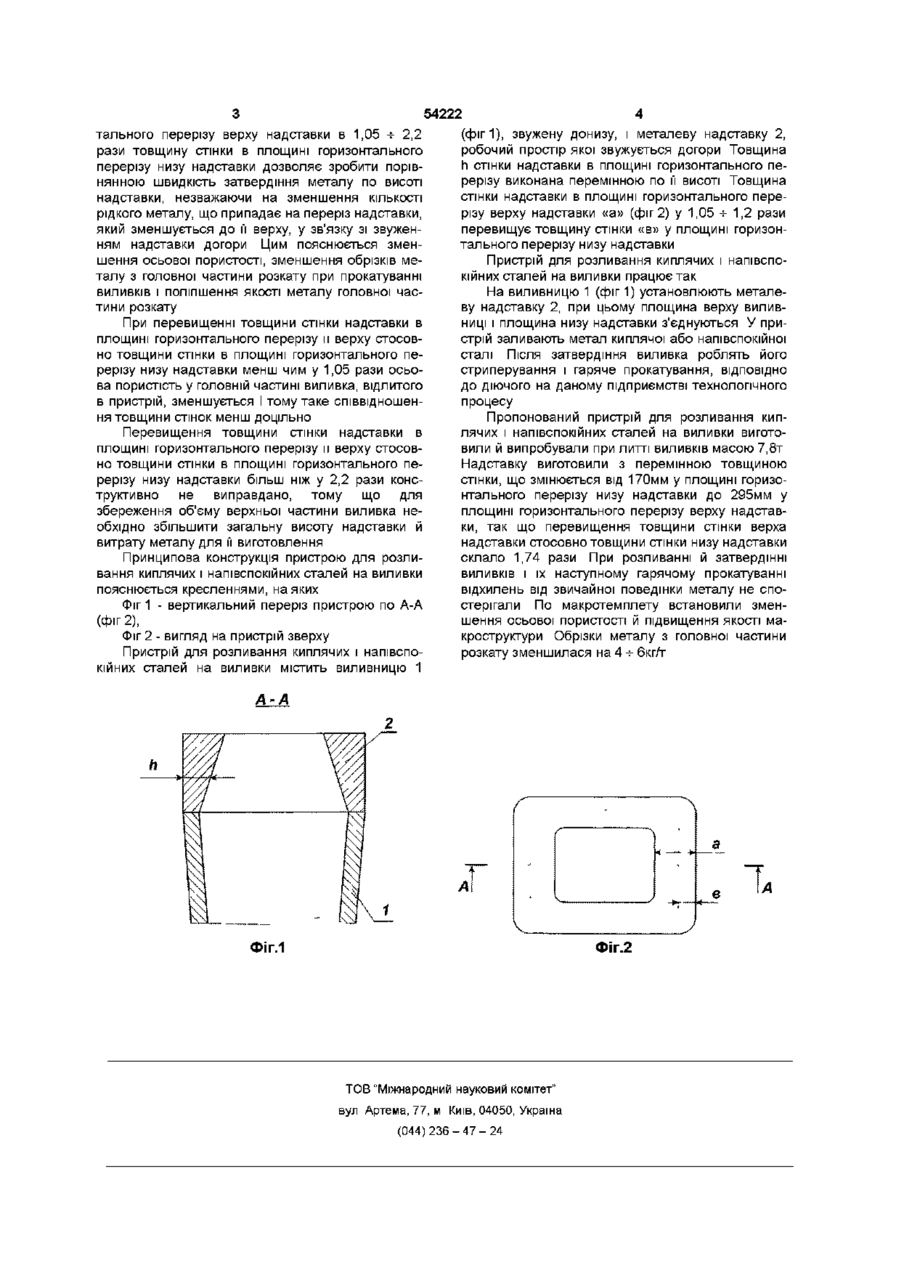
Пристрій для розливання киплячих і Винахід відноситься до чорної металурги, а більш конкретно до розливання рідкої киплячої й напівспокійної сталі на виливки, що піддаються гарячому прокатуванню на обтискних станах, і може бути використаним на металургійних і спеціалізованих заводах Відомий пристрій, що представляє собою розширену донизу виливницю і призначений для лиття виливків із киплячих, напівспокшних і деяких спокійних сталей з утримуванням вуглецю не більш 0,35% (Власов Н Н , Корроль В В , Радя В С Разливка черных металлов Справ, изд — 2-е издан , перер и доп — М Металлургия 1987 — 272 с — с 220 - 223) Вадою указаного пристрою є значні обрізки металу з донного й головного КІНЦІВ розкату, одержуваного при прокатуванні з виливків, відлитих у цю виливницю Ці обрізки можуть досягати 5% від маси розкату Як найближчий аналог прийнятий пристрій для лиття виливків з напівспокійної і киплячої сталі, що містить звужену донизу виливницю і металеву надставку, звужену догори, з товщиною стінки, яка дорівнюється 0,5 -ь 1,0 товщини стінки виливниці (Деклараційний патент України на винахід № 39655А, МПК В 22 D 7/06) Недоліком відомого пристрою для лиття виливків напівспокійної й киплячий сталі по прототипу є те, що товщина стінки надставки однакова і не змінюється по висоті У той же час КІЛЬКІСТЬ рідкого металу, що припадає на переріз робочого простору надставки, зменшується до її верха, тому що надставка звужується до гори Кристалізація металу в надставці відбувається швидше у верхній и напівспокшних сталей на виливки, що містить звужену донизу виливницю і металеву надставку, робочий простір якої звужено догори, який відрізняється тим, що товщина стінки надставки виконана змінною по висоті і в площині горизонтального перерізу верху надставки в 1,05-2,2 рази перевищує товщину стінки в площині горизонтального перерізу низу надставки частині, так, що створюються умови для розвитку осьової пористості з виходом її не поверхню Усе це приводить до збільшення обрізків металу з головної частини розкату при прокатуванні такого виливка й погіршенню якості металу головної частини розкату В основу пропонованого винаходу поставлено задачу такого удосконалення пристрою для розливання киплячих і напівспокшних сталей на виливки, що дозволило б зробити порівнянною швидкість кристалізації металу по висоті надставки за рахунок зміни товщини и стінки Поставлена задача вирішується тим, що в пристрої для розливання киплячих і напівспокшних сталей на виливки, що містить звужену донизу виливницю і металеву надставку, робочий простір якої звужується догори, товщина стінки надставки виконана перемінною по висоті й у площині горизонтального перерізу верху надставки в 1,05 -ь 2,2 рази перевищує товщину стінки в площині горизонтального перерізу низу надставки Ознаками пристрою для розливання киплячих і напівспокійних сталей на виливки, сукупними з ознаками найближчого аналогу є звужена донизу виливниця і металева надставка, робочий простір якої звужується догори Новим є те, що, товщина стінки надставки виконана перемінною по висоті й у площині горизонтального перерізу верху надставки в 1,05 -ь 2,2 рази перевищує товщину стінки в площині горизонтального перерізу низу надставки Виконання товщини стінки надставки перемінної по висоті і перевищуючою в площині горизон ю 54222 тального перерізу верху надставки в 1,05 -ь 2,2 рази товщину стінки в площині горизонтального перерізу низу надставки дозволяє зробити порівнянною швидкість затвердіння металу по висоті надставки, незважаючи на зменшення КІЛЬКОСТІ рідкого металу, що припадає на переріз надставки, який зменшується до її верху, у зв'язку зі звуженням надставки догори Цим пояснюється зменшення осьової пористості, зменшення обрізків металу з головної частини розкату при прокатуванні виливків і поліпшення якості металу головної частини розкату При перевищенні товщини стінки надставки в площині горизонтального перерізу и верху стосовно товщини стінки в площині горизонтального перерізу низу надставки менш чим у 1,05 рази осьова пористість у головній частині виливка, відлитого в пристрій, зменшується І тому таке співвідношення товщини стінок менш доцільно Перевищення товщини стінки надставки в площині горизонтального перерізу и верху стосовно товщини стінки в площині горизонтального перерізу низу надставки більш ніж у 2,2 рази конструктивно не виправдано, тому що для збереження об'єму верхньої частини виливка необхідно збільшити загальну висоту надставки й витрату металу для її виготовлення Принципова конструкція пристрою для розливання киплячих і напівспокійних сталей на виливки пояснюється кресленнями, на яких Фіг 1 - вертикальний переріз пристрою по А-А (фіг 2), Фіг 2 - вигляд на пристрій зверху Пристрій для розливання киплячих і напівспокійних сталей на виливки містить виливницю 1 (фиг 1), звужену донизу, і металеву надставку 2, робочий простір якої звужується догори Товщина h стінки надставки в площині горизонтального перерізу виконана перемінною по її висоті Товщина стінки надставки в площині горизонтального перерізу верху надставки «а» (фіг 2) у 1,05 -ь 1,2 рази перевищує товщину стінки «в» у площині горизонтального перерізу низу надставки Пристрій для розливання киплячих і напівспокійних сталей на виливки працює так На виливницю 1 (фіг 1) установлюють металеву надставку 2, при цьому площина верху виливниці і площина низу надставки з'єднуються У пристрій заливають метал киплячої або напівспокійної сталі Після затвердіння виливка роблять його стриперування і гаряче прокатування, ВІДПОВІДНО до діючого на даному підприємстві технологічного процесу Пропонований пристрій для розливання киплячих і напівспокійних сталей на виливки виготовили й випробували при литті виливків масою 7,8т Надставку виготовили з перемінною товщиною стінки, що змінюється від 170мм у площині горизонтального перерізу низу надставки до 295мм у площині горизонтального перерізу верху надставки, так що перевищення товщини стінки верха надставки стосовно товщини стінки низу надставки склало 1,74 рази При розливанні й затвердінні виливків і їх наступному гарячому прокатуванні відхилень від звичайної поведінки металу не спостерігали По макротемплету встановили зменшення осьової пористості й підвищення якості макроструктури Обрізки металу з головної частини розкату зменшилася на 4 -ь бкгл" А-А А Фіг.1 Фіг.2 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for pouring of rimmer and semikilled steels for castings
Автори англійськоюDubyna Oleh Viktorovych, Nesvit Volodymyr Vasyliovych
Назва патенту російськоюУстройство для разливки кипящих и полуспокойных сталей на отливки
Автори російськоюДубина Олег Викторович, Нэсвит Владимир Васильевич
МПК / Мітки
МПК: B22D 7/06
Мітки: виливки, напівспокійних, сталей, розливання, киплячих, пристрій
Код посилання
<a href="https://ua.patents.su/2-54222-pristrijj-dlya-rozlivannya-kiplyachikh-i-napivspokijjnikh-stalejj-na-vilivki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для розливання киплячих і напівспокійних сталей на виливки</a>
Пристрій для розливання спокійної сталі на виливки

Номер патенту: 52222
Опубліковано: 16.12.2002
Автори: Кукуй Давид Пенхусович, Корохов Костянтин Володимирович, Шевченко Тарас Григорович, Азаров Сергій Іванович, Онищенко Сергій Олександрович, Крикунов Борис Петрович
МПК: B22D 7/06
Мітки: виливки, пристрій, сталі, розливання, спокійної
Формула / Реферат:
Пристрій для розливання спокійної сталі на виливки, що містить звужену донизу виливницю і встановлену над нею футеровану зсередини прибуткову металеву надставку, робочий простір якої звужується догори, який відрізняється тим, що нижня частина надставки висотою 0,2-0,7 h , де h - висота надставки, виконана не футерованою, а товщина стінки металевого каркаса у футерованій частині надставки становить 0,1-0,5 від товщини стінки в не футерованій...
Виливок із напівспокійної й киплячої сталі
Номер патенту: 54220
Опубліковано: 17.02.2003
Автор: Дубина Олег Вікторович
МПК: B22D 7/06
Мітки: киплячої, напівспокійної, сталі, виливок
Формула / Реферат:
Виливок із напівспокійної й киплячої сталі, що має звужену донизу нижню частину і звужену догори головну частину з нахилом граней і ділянок заокруглення по ребрах, який відрізняється тим, що площа перерізу верху нижньої частини виливка в 1,005 - 1,1 рази перевищує площу перерізу низу головної частини виливка.
Установка безперервного розливання металу
Номер патенту: 1267
Опубліковано: 17.06.2002
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/16
Мітки: установка, безперервного, металу, розливання
Формула / Реферат:
1. Установка безперервного розливання металу, що містить металоприймач, з'єднаний з кристалізатором, і пристрій нагрівання рідкого металу в металоприймачі, яка відрізняється тим, що пристрій нагрівання рідкого металу виконаний у вигляді трьох електродів, рівномірно розташованих по периметру металоприймача в його бокових стінках з можливістю контактування з рідким металом і підключених до трифазної мережі через регулятор потужності.2....
Пристрій для розливання металів і сплавів
Номер патенту: 29620
Опубліковано: 15.11.2000
Автор: Козак Віктор Вікторович
МПК: B22D 27/08, B22D 27/00
Мітки: сплавів, пристрій, металів, розливання
Текст:
...(промежуточный) 2 его устанавливают с помощью привода 5 из горизонтального положения в наклонное так, чтобы удобно было производить заливку металла ковшом 1, после заливки металла промежуточный кристаллизатор 2 переводят в горизонтальное положение, предварительно закрыв откидную крышку 3, затем через патрубки 11 и 12 подсоединяют систему водоохлаждения, включают вибраторы (магнитострикционные преобразователи) 10 и привод вращения 5...
Ділянка розливання металу
Номер патенту: 35919
Опубліковано: 16.04.2001
Автори: Бабій Сергій Антонович, Козаков Олександр Васильович, Санжаревський Олег Васильович, Пакін Володимир Арсентійович
МПК: B22D 11/10
Мітки: ділянка, металу, розливання
Формула / Реферат:
Ділянка розливання металу, яка містить стенд з лагами для сталерозливального ковша, проміжний ковш та маніпулятор для розливного стакана, до складу якого входять цапфа, що несе стояк, розташований з можливістю вертикального переміщення, тримач, оснащений опорним елементом для розливного стакана, яка відрізняється тим, що вона обладнана додатковим маніпулятором та горизонтальними напрямними для цапф маніпуляторів, а тримач кожного з...
Попередній патент: Спосіб прокатування виливків на реверсивних обтискних і заготовочних станах
Наступний патент: Барабан моталки гарячої штаби
Випадковий патент: Циліндровий замок підвищенної секретності з відповідними ключами