Пристрій контролю процесу різання при токарній обробці
Номер патенту: 26936
Опубліковано: 10.10.2007
Автори: Максимчук Іван Вікторович, Войтюк Оксана Анатоліївна, Заєць Сергій Сергійович
Формула / Реферат
Пристрій контролю процесу різання при токарній обробці, що містить датчик віброакустичних сигналів і відліковий пристрій, розміщений рухомо і співвісно з різцем, який відрізняється тим, що в пристрій контролю процесу різання для токарної обробки додатково введено два датчики віброакустичних сигналів та муфту, встановлену на різці, при цьому датчики розміщені на ній радіально в одній площині та з'єднані з блоком порівняння, підсилювачем і двигуном з редуктором, які послідовно з'єднані між собою.
Текст
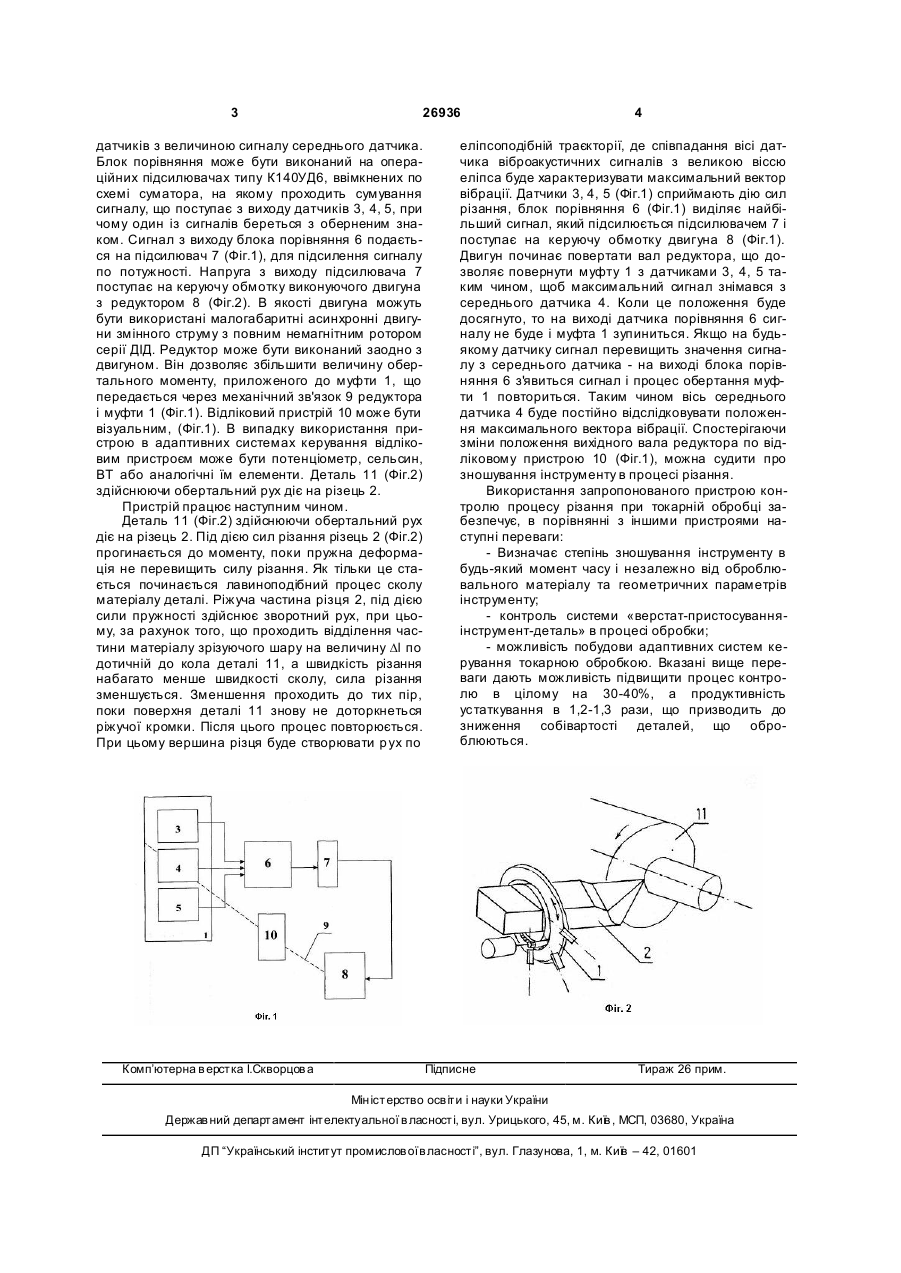
Пристрій контролю процесу різання при токарній обробці, що містить датчик віброакустичних 3 26936 датчиків з величиною сигналу середнього датчика. Блок порівняння може бути виконаний на операційних підсилювачах типу К140УД6, ввімкнених по схемі суматора, на якому проходить сумування сигналу, що поступає з виходу датчиків 3, 4, 5, при чому один із сигналів береться з оберненим знаком. Сигнал з виходу блока порівняння 6 подається на підсилювач 7 (Фіг.1), для підсилення сигналу по потужності. Напруга з виходу підсилювача 7 поступає на керуючу обмотку виконуючого двигуна з редуктором 8 (Фіг.2). В якості двигуна можуть бути використані малогабаритні асинхронні двигуни змінного струму з повним немагнітним ротором серії ДІД. Редуктор може бути виконаний заодно з двигуном. Він дозволяє збільшити величину обертального моменту, приложеного до муфти 1, що передається через механічний зв'язок 9 редуктора і муфти 1 (Фіг.1). Відліковий пристрій 10 може бути візуальним, (Фіг.1). В випадку використання пристрою в адаптивних системах керування відліковим пристроєм може бути потенціометр, сельсин, ВТ або аналогічні їм елементи. Деталь 11 (Фіг.2) здійснюючи обертальний рух діє на різець 2. Пристрій працює наступним чином. Деталь 11 (Фіг.2) здійснюючи обертальний рух діє на різець 2. Під дією сил різання різець 2 (Фіг.2) прогинається до моменту, поки пружна деформація не перевищить силу різання. Як тільки це стається починається лавиноподібний процес сколу матеріалу деталі. Ріжуча частина різця 2, під дією сили пружності здійснює зворотний рух, при цьому, за рахунок того, що проходить відділення частини матеріалу зрізуючого шару на величину Dl по дотичній до кола деталі 11, а швидкість різання набагато менше швидкості сколу, сила різання зменшується. Зменшення проходить до тих пір, поки поверхня деталі 11 знову не доторкнеться ріжучої кромки. Після цього процес повторюється. При цьому вершина різця буде створювати р ух по Комп’ютерна в ерстка І.Скворцов а 4 еліпсоподібній траєкторії, де співпадання вісі датчика віброакустичних сигналів з великою віссю еліпса буде характеризувати максимальний вектор вібрації. Датчики 3, 4, 5 (Фіг.1) сприймають дію сил різання, блок порівняння 6 (Фіг.1) виділяє найбільший сигнал, який підсилюється підсилювачем 7 і поступає на керуючу обмотку двигуна 8 (Фіг.1). Двигун починає повертати вал редуктора, що дозволяє повернути муфту 1 з датчиками 3, 4, 5 таким чином, щоб максимальний сигнал знімався з середнього датчика 4. Коли це положення буде досягнуто, то на виході датчика порівняння 6 сигналу не буде і муфта 1 зупиниться. Якщо на будьякому датчику сигнал перевищить значення сигналу з середнього датчика - на виході блока порівняння 6 з'явиться сигнал і процес обертання муфти 1 повториться. Таким чином вісь середнього датчика 4 буде постійно відслідковувати положення максимального вектора вібрації. Спостерігаючи зміни положення вихідного вала редуктора по відліковому пристрою 10 (Фіг.1), можна судити про зношування інструменту в процесі різання. Використання запропонованого пристрою контролю процесу різання при токарній обробці забезпечує, в порівнянні з іншими пристроями наступні переваги: - Визначає степінь зношування інструменту в будь-який момент часу і незалежно від оброблювального матеріалу та геометричних параметрів інструменту; - контроль системи «верстат-пристосуванняінструмент-деталь» в процесі обробки; - можливість побудови адаптивних систем керування токарною обробкою. Вказані вище переваги дають можливість підвищити процес контролю в цілому на 30-40%, а продуктивність устаткування в 1,2-1,3 рази, що призводить до зниження собівартості деталей, що оброблюються. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюControl device of process of cutting at turning
Автори англійськоюMaksymchuk Ivan Viktorovych, Zaiets Serhii Serhiiovych, Voitiuk Oksana Anatoliivna
Назва патенту російськоюУстройство контроля процесса резки при токарной обработке
Автори російськоюМаксимчук Иван Викторович, Заец Сергей Сергеевич, Войтюк Оксана Анатольевна
МПК / Мітки
МПК: B23B 25/00
Мітки: обробці, пристрій, різання, токарний, процесу, контролю
Код посилання
<a href="https://ua.patents.su/2-26936-pristrijj-kontrolyu-procesu-rizannya-pri-tokarnijj-obrobci.html" target="_blank" rel="follow" title="База патентів України">Пристрій контролю процесу різання при токарній обробці</a>
Пристрій контролю процесу різання
Номер патенту: 26859
Опубліковано: 10.10.2007
Автори: Максимчук Іван Вікторович, Заєць Сергій Сергійович, Войтюк Оксана Аатоліївна
МПК: B23B 25/00
Мітки: пристрій, процесу, контролю, різання
Формула / Реферат:
Пристрій контролю процесу різання, що містить датчик віброакустичних сигналів і датчик обертів шпинделя, що з'єднаний з блоком формування тимчасових інтервалів, вихід якого підключений до одного входу блока частотного вибору, до другого входу якого підключено вихід датчика віброакустичних сигналів та блок частотного вибору, що послідовно з'єднаний з блоком амплітудних детекторів, блоком порогових пристроїв і блоком тригерів, причому один...
Спосіб контролю стану електроерозійного процесу різання
Номер патенту: 40075
Опубліковано: 16.07.2001
Автори: Небилиця Юрій Миколайович, Калєйніков Геннадій Євгенійович, Поляков Святослав Петрович
МПК: B23H 1/00
Мітки: різання, спосіб, контролю, процесу, стану, електроерозійного
Формула / Реферат:
Спосіб контролю стану електроерозійного процесу різання, що включає реєстрацію та аналіз сигналів, характеризуючих процес, який відрізняється тим, що в якості сигналу використовують флуктуації енергії, яка виділяється в міжелектродному проміжку.
Пристрій для контролю обмерзання і автоматичного регулювання процесу відтавання

Номер патенту: 64119
Опубліковано: 16.02.2004
Автори: Андрієвський Володимир Вікторович, Федорейко Валерій Степанович, Полищук Володимир Анатолійович, Чотарі Аттіла Золтанович
МПК: F25D 21/00, G01K 11/00
Мітки: регулювання, контролю, процесу, відтавання, пристрій, обмерзання, автоматичного
Формула / Реферат:
Пристрій для контролю обмерзання і автоматичного регулювання процесу відтавання, що містить ємність з плавкою речовиною, яка є діелектриком в твердому стані та електролітом в рідкому стані, в яку введенні електроконтакти, який відрізняється тим, що пристрій виконаний у вигляді кільцевого електрода, що охоплює трубу теплообмінника та ізольований від неї шаром діелектрика з малим тепловим опором.
Спосіб діагностики та контролю тканин зуба при його обробці лазерним випромінюванням
Номер патенту: 11220
Опубліковано: 15.12.2005
Автори: Бариляк Андріана Ярославівна, Морітц Андреас, Зубачик Володимир Михайлович, Вінтнер Ернест, Мокрий Олег Мирославович
Мітки: обробці, спосіб, випромінюванням, зуба, лазерним, контролю, тканин, діагностики
Формула / Реферат:
Спосіб діагностики та контролю тканини зуба при його обробці лазерним випромінюванням, що включає опромінювання ділянки зуба лазерними імпульсами, який відрізняється тим, що акустичні імпульси, збуджені лазерним випромінюванням, реєструють за допомогою приймача, підсилюють та аналізують, і по характеристиках імпульсів судять про стан тканини зуба та про перебіг процесу обробки.
Спосіб контролю робочого процесу в циліндрі двигуна внутрішнього згоряння
Номер патенту: 62174
Опубліковано: 15.12.2003
Автори: Гарагуль Анатолій Андрійович, Галій Сергій Іванович
МПК: G01M 15/08
Мітки: двигуна, процесу, внутрішнього, робочого, контролю, згоряння, спосіб, циліндрі
Формула / Реферат:
Спосіб контролю робочого процесу в циліндрі двигуна внутрішнього згоряння шляхом вимірювання тиску у циліндрі під час роботи двигуна під навантаженням, який відрізняється тим, що пропорційний тиску в циліндрі сигнал вібропереміщення одержують за допомогою датчика вібрації, який встановлюють на кришку циліндра у точці, жорстко зв'язаній з вогневою поверхнею, сигнал виводять на екран осцилографа, знімають електричний імпульс з ємнісного або...
Попередній патент: Телескопічний циліндр двобічної дії
Наступний патент: Змащувально-охолоджувальна рідина для обробки металів різанням “шпм”
Випадковий патент: Пристрій для гідравлічної класифікації полідисперсних суспензій