Пристрій контролю процесу різання
Номер патенту: 26859
Опубліковано: 10.10.2007
Автори: Войтюк Оксана Аатоліївна, Заєць Сергій Сергійович, Максимчук Іван Вікторович
Формула / Реферат
Пристрій контролю процесу різання, що містить датчик віброакустичних сигналів і датчик обертів шпинделя, що з'єднаний з блоком формування тимчасових інтервалів, вихід якого підключений до одного входу блока частотного вибору, до другого входу якого підключено вихід датчика віброакустичних сигналів та блок частотного вибору, що послідовно з'єднаний з блоком амплітудних детекторів, блоком порогових пристроїв і блоком тригерів, причому один вихід блока тригерів підключений до входу блока пам'яті, а другий - до входу блока порівняння, вихід якого підключено до блока аналізу, причому до другого входу блока порівняння підключено вихід блока пам'яті, який відрізняється тим, що в пристрій контролю процесу різання додатково введені послідовно з'єднані блок виділення обвідної, вхід якого з'єднаний з виходом датчика віброакустичних сигналів, і пороговий пристрій, вихід якого підключений до входу блока аналізу.
Текст
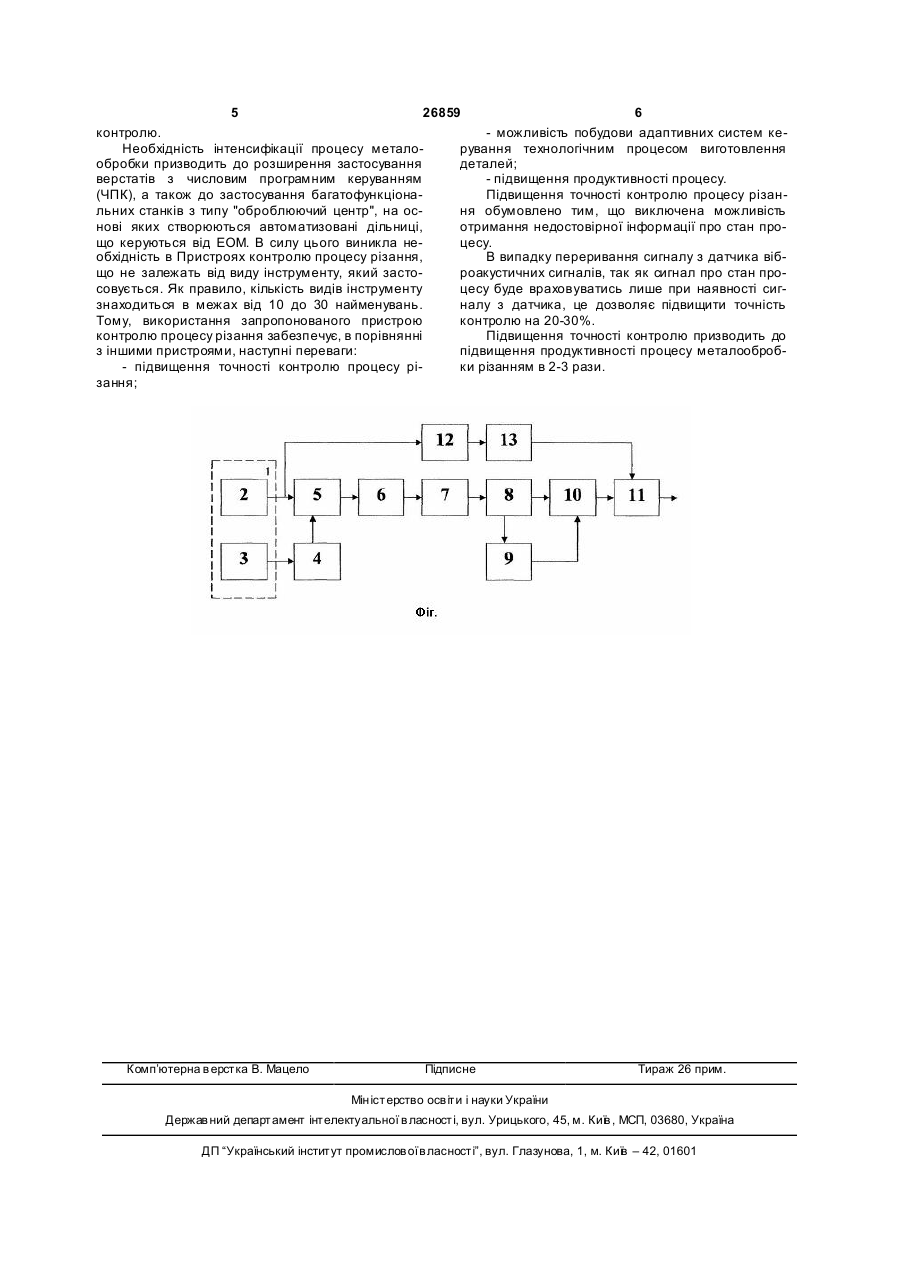
Пристрій контролю процесу різання, що містить датчик віброакустичних сигналів і датчик обертів шпинделя, що з'єднаний з блоком формування тимчасових інтервалів, вихід якого підключений до одного входу блока частотного вибору, до другого входу якого підключено вихід датчика віброа 3 26859 4 нані блок виділення огинаючої, що огинає віброаінформації про процес різання. Для того, щоб усукустичний сигнал і пороговий пристрій, причому нути невірний стан, на початку часового інтервалу вихід порогового пристрою підключений до входу проходить примусове гасіння вихідного сигналу на блоку аналізу. кожному частотному виборі. В результаті гасіння Використання додаткового кола приводить до на виході частотного вибору сигнали відсутні. При того, що на блок аналізу безпосередньо поступає знятті сигналу гасіння на виході частотного вибору післяпорогове значення, яке вмикає віброакустичпроходить наростання сигналів. Момент від зняття ний сигнал, окрім сигналу з блоком порівняння. гасіння до спрацювання порогових пристроїв в Суть корисної моделі пояснюється кресленблоці 7, найбільш достовірно відображає процес ням, де на Фіг. зображено блок-схему пристрою різання як спектр частотних складових віброакусконтролю процесу різання. тичного сигналу. Пристрій контролю процесу різання складаБлок формування тимчасових інтервалів 4 виється із датчика віброакустичних сигналів 2 (надає сигнали на гасіння частотного вибору по сигприклад, акселерометр типу Д13, Д14) і датчика налу з датчика оборотів шпинделя 3, який встанообертів шпинделя 3 (електромеханічний, електровлюється на верстаті. В цьому випадку аналіз нний, контактний), які розміщені на верстаті 1. віброакустичних сигналів, що супроводжує процес Блок обертів шпинделя 3 з'єднаний з блоком форрізання, проходить в зоні спрацьованого матеріамування тимчасових інтервалів 4 (може бути виколу. наний на операційних підсилювачах типу К140 По закінченні імпульсу гасіння і при наявності УД6). Інший вхід блоку 5 з'єднаний з датчиком вібсигналу на вході проходить наростання сигналу на роакустичних сигналів 2. Вихід блоку частотного виході частотного вибору, який поступає на блок вибору 5 з'єднаний із входом блоку амплітудних амплітудних детекторів 6, де проходить виділення детекторів 6 (може бути виконаний на операційних огинаючого сигналу. Кількість амплітудних детекпідсилювачах типу К140 УД6), ви хід якого з'єднаторів дорівнює кількості частотних виборів. Огиний з блоком порогових пристроїв 7 (може бути наючі частотних сигналів поступають на вхід блоку виконаний на операційних підсилювачах типу К140 порогових пристроїв 7, кількість яких дорівнює УД6). Вихід блоку 7 з'єднаний з блоком тригерів 8 кількості частотних виборів. Коли огинаючі дося(може бути виконаний на дискретних логічних гають 0,7 вихідного рівня частотного вибору, пороелементах серії 155, 133), а інший - з блоком порігові пристрої спрацьовують і сигнали в вигляді вняння 10 (може бути виконаний на дискретних паралельного коду переписуються із блоку порологічних елементах серії 155, 133). На інший вхід гових пристроїв 7 в блок тригерів 8. Останній блоку 10 підключений вихід блоку пам'яті 9. Вихід представляє собою паралельну лінійку тригерів, блоку порівняння 10 з'єднаний зі входом блоку кількість останніх дорівнює кількості частотних аналізу 11. Блок аналізу 11 представляє собою виборів. Паралельний код переписується із блоку перетворювач, в якому двійковий код в вигляді 8 в блок пам'яті 9, який також складається із парачисла, на вході перетворюється в величину, що лельної лінійки тригерів. Перезапис сигналів із характеризує зношення інструменту в процентах блоку 8 в блок 9 здійснюється один раз на початку або міліметрах (виконується на дискретних елепроцесу різання, тобто на першому інтервалі часу. ментах 155 серії і операційних підсилювачах На другому інтервалі часу, тобто на другому обоК14ОУД6). Інший вихід датчика віброакустичних роті шпинделя і наступних, при спрацюванні поросигналів 2 підключений до входу блоку виділення гових пристроїв, проходить порівняння паралельогинаючої 12, виконаного в вигляді амплітудного ного коду, записаного в проміжному регістрі на детектора (може бути складений на операційних поточному інтервалі часу, і коду, записаного в підсилювачах типу К14ОУД6), послідовно підклюблоці 9 на першому інтервалі часу. Порівняння ченого з пороговим пристроєм 13 (може бути випроходить в блоці 10, який представляє собою конано на підсилювачах типу К14ОУД6). Ви хід порегістр двох входових елементів, де число елемерогового пристрою 13 підключений до входу блоку нтів дорівнює числу частотних виборів. Результати аналізу 11. порівняння поступають в блок аналізу 11, який Пристрій працює наступним чином. визначає характер процесу різання і видає інфорПри ввімкненні верстату 1, в початковий момацію про відхилення процесу різання. мент процесу різання, знімають сигнал з датчика Сигнал з датчика віброакустичних сигналів 2 2, який представляє собою гармонічний шумоподіподають на блок виділення огинаючої 12. Огинаюбний сигнал, або, інакше кажучи, сум у частотних ча віброакустичного сигналу поступає на порогоскладових. Віброакустичні сигнали з датчика 2 вий пристрій 13, який працює аналогічно порогопоступають на блок частотного вибору 5, де на вим пристроям блоку 7. Післяпорогове значення кожному проходить виділення частоти, на яку навіброакустичного сигналу поступає на вхід блока лаштовано частотний вибір. При цьому, якщо час аналізу 11. В випадку переривання сигналу, що наростання визначається лінією пропускання часпоступає з датчика 2, блок частотних виборів 5 або тотного вибору то час спадання залежить як від блок тригерів 8, можуть видати хорошу інформачастотного вибору, так і від рівня перешкод на цію про стан процесу із-за так званого "прозвонювході частотного вибору і цей час значно перевивання". На виході порогового пристрою 13 сигнал щує час наростання. Для кожного частотного видорівнюватиме нулю. В такому випадку блок анабору всі частоти, крім частоти настройки, будуть лізу 11 не буде враховувати неточний сигнал. Сигявлятись перешкодами, відповідно час спадання нал про стан процесу буде враховуватись тільки сигналу на виході будь-якого частотного вибору при нульовому післяпороговому значенні віброабуде запізнюватись, що буде відповідати невірній кустичного сигналу, що значно підвищить точність 5 26859 6 контролю. - можливість побудови адаптивних систем кеНеобхідність інтенсифікації процесу металорування технологічним процесом виготовлення обробки призводить до розширення застосування деталей; верстатів з числовим програмним керуванням - підвищення продуктивності процесу. (ЧПК), а також до застосування багатофункціонаПідвищення точності контролю процесу різанльних станків з типу "оброблюючий центр", на осня обумовлено тим, що виключена можливість нові яких створюються автоматизовані дільниці, отримання недостовірної інформації про стан прощо керуються від ЕОМ. В силу цього виникла нецесу. обхідність в Пристроях контролю процесу різання, В випадку переривання сигналу з датчика вібщо не залежать від виду інструменту, який застороакустичних сигналів, так як сигнал про стан просовується. Як правило, кількість видів інструменту цесу буде враховуватись лише при наявності сигзнаходиться в межах від 10 до 30 найменувань. налу з датчика, це дозволяє підвищити точність Тому, використання запропонованого пристрою контролю на 20-30%. контролю процесу різання забезпечує, в порівнянні Підвищення точності контролю призводить до з іншими пристроями, наступні переваги: підвищення продуктивності процесу металооброб- підвищення точності контролю процесу ріки різанням в 2-3 рази. зання; Комп’ютерна в ерстка В. Мацело Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюControl device of process of cutting
Автори англійськоюMaksymchuk Ivan Viktorovych, Zaiets Serhii Serhiiovych, Voitiuk Oksana Anatoliivna
Назва патенту російськоюУстройство контроля процесса резания
Автори російськоюМаксимчук Иван Викторович, Заец Сергей Сергеевич, Войтюк Оксана Анатольевна
МПК / Мітки
МПК: B23B 25/00
Мітки: пристрій, процесу, різання, контролю
Код посилання
<a href="https://ua.patents.su/3-26859-pristrijj-kontrolyu-procesu-rizannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій контролю процесу різання</a>
Спосіб контролю стану електроерозійного процесу різання
Номер патенту: 40075
Опубліковано: 16.07.2001
Автори: Поляков Святослав Петрович, Калєйніков Геннадій Євгенійович, Небилиця Юрій Миколайович
МПК: B23H 1/00
Мітки: контролю, спосіб, електроерозійного, різання, стану, процесу
Формула / Реферат:
Спосіб контролю стану електроерозійного процесу різання, що включає реєстрацію та аналіз сигналів, характеризуючих процес, який відрізняється тим, що в якості сигналу використовують флуктуації енергії, яка виділяється в міжелектродному проміжку.
Пристрій для автоматичного контролю внутрімлинного заповнення кульових млинів
Номер патенту: 31746
Опубліковано: 15.12.2000
Автори: Пермяков В'ячеслав Іванович, Гуд Михайло Борисович, Кушнір Олексій Михайлович
МПК: B02C 25/00
Мітки: внутрімлинного, заповнення, кульових, млинів, контролю, автоматичного, пристрій
Формула / Реферат:
Пристрій для автоматичного контролю внутрішньомлинного заповнення кульових млинів, що містить датчики коливання корпусу млина з відповідними перетворювачами, комутуючий блок та блок обробки результатів вимірювання, який відрізняється тим, що він додатково має блок частотного аналізу сигналу коливань корпусу млина, у якого є один вхід, котрий з'єднано з виходом блока обробки результатів вимірювання, та два виходи, один з яких з'єднаний з...
Пристрій для визначення температури зони різання
Номер патенту: 25629
Опубліковано: 10.08.2007
Автор: Усачов Петро Антонович
МПК: G01K 5/00
Мітки: визначення, пристрій, різання, температури, зони
Формула / Реферат:
Пристрій для визначення температури зони різання, що містить датчик термоЕРС, підсилювач електричних сигналів, блок формування тимчасового інтервалу і реєструючий прилад, який відрізняється тим, що у пристрій додатково введено блок елементів диференціювання, блок визначення площі контакту і блок ділення, причому блок елементів диференціювання і блок ділення підключені послідовно один за одним між підсилювачем електричних сигналів і...
Пристрій контролю обліку електроенергії
Номер патенту: 79846
Опубліковано: 25.07.2007
Автори: Вишня Володимир Борисович, Красовський Павло Юрійович, Мірошниченко Володимир Олексійович, Шкрабець Федір Павлович
МПК: G01R 21/133, G01R 11/24
Мітки: контролю, обліку, електроенергії, пристрій
Формула / Реферат:
Пристрій контролю обліку електроенергії, що включає послідовно з'єднані датчики струму і напруги і підключені до входів аналогового перемножувача сигналів, вихід якого підключений до входу генератора прямокутних імпульсів, підключеного до входу другого лічильника прямокутних імпульсів, перший лічильник прямокутних імпульсів та вихідний блок, який відрізняється тим, що введено оптичний датчик обертів диска індукційного засобу обліку...
Пристрій контролю процесу шлакоутворення у конвертері
Номер патенту: 7421
Опубліковано: 29.09.1995
Автори: Гончаров Артур Миколайович, Богушевський Володимир Святославович, Церковницький Микола Сергійович, Сорокін Микола Олександрович
МПК: C21C 5/30
Мітки: процесу, шлакоутворення, пристрій, конвертері, контролю
Формула / Реферат:
1. Устройство для контроля процесса шлакообразования в конвертере, содержащее датчик температуры, расположенный в футеровке и соединенный с измерителем температуры, датчики заливки чугуна и ввода шлакообразующих и охлаждающих материалов и первый и второй таймеры, соединенные с вычислительным блоком, отличающееся тем, что, с целью повышения точности и надежности, оно дополнительно содержит измеритель электросопротивления, последовательно...
Попередній патент: Спосіб графітації
Наступний патент: Композиція для отримання порошків кремнезему
Випадковий патент: Пристрій для електрохімічної обробки води