Спосіб одержання зносостійкого покриття
Номер патенту: 27731
Опубліковано: 12.11.2007
Автори: Михайлов Аркадій Андрійович, Бродніковський Микола Павлович, Приходько Віталій Семенович, Ткаченко Микола Степанович, Фірстов Сергій Олексійович
Формула / Реферат
Спосіб одержання зносостійкого покриття, що включає змішування порошків подрібнених утилізованих твердих сплавів із металевим порошковим припоєм, нанесення їх на поверхню деталі, для чого її встановлюють у форму, яка дозволяє заформувати потрібний шар порошку та скріпити його з деталлю шляхом насичення з наступним випаровуванням розчину органічного зв'язуючого та нагрівають до оплавлення нанесеного шару порошку, який відрізняється тим, що оплавляють нанесений шар порошку в печі опору та формують покриття тиском послідовно, при цьому для їхнього проведення використовують контейнер із затвором із сипкого матеріалу, який забезпечує протікання обох процесів у захисній атмосфері аргону та передачу зусилля пресування деталям, що розташовують всередині контейнера, крім того деталі покривають роз'єднувальним мастилом, збирають у стос і завантажують у контейнер, в який подають аргон, протікання та збитковий тиск якого здійснюють за допомогою затвора з сипкого матеріалу, що запобігає деформуванню контейнера за навантаженням, після цього контейнер транспортують у піч опору, нагріту до температури, що на 100-130 °С вище температури ліквідус припою, та після прогріву до температури печі виймають контейнер і піддають пресуванню, зусилля від якого передається деталям, контейнер охолоджують під пресом без припинення протоку аргону.
Текст
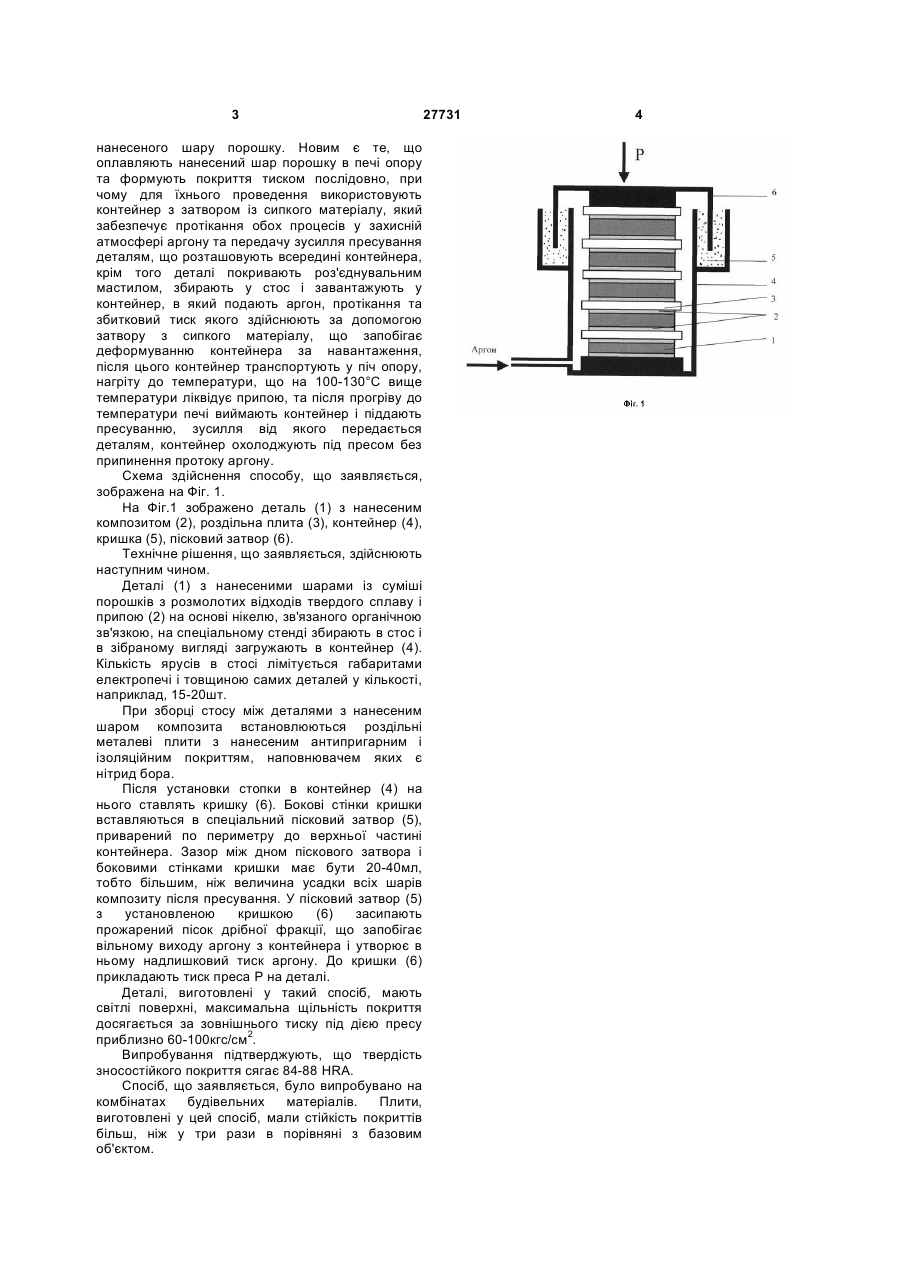
Спосіб одержання зносостійкого покриття, що включає змішування порошків подрібнених утилізованих твердих сплавів із металевим порошковим припоєм, нанесення їх на поверхню деталі, для чого її встановлюють у форму, яка дозволяє заформувати потрібний шар порошку та скріпити його з деталлю шляхом насичення з наступним випаровуванням розчину органічного зв'язуючого та нагрівають до оплавлення нанесеного шару порошку, який відрізняється U 1 3 нанесеного шару порошку. Новим є те, що оплавляють нанесений шар порошку в печі опору та формують покриття тиском послідовно, при чому для їхнього проведення використовують контейнер з затвором із сипкого матеріалу, який забезпечує протікання обох процесів у захисній атмосфері аргону та передачу зусилля пресування деталям, що розташовують всередині контейнера, крім того деталі покривають роз'єднувальним мастилом, збирають у стос і завантажують у контейнер, в який подають аргон, протікання та збитковий тиск якого здійснюють за допомогою затвору з сипкого матеріалу, що запобігає деформуванню контейнера за навантаження, після цього контейнер транспортують у піч опору, нагріту до температури, що на 100-130°С вище температури ліквідує припою, та після прогріву до температури печі виймають контейнер і піддають пресуванню, зусилля від якого передається деталям, контейнер охолоджують під пресом без припинення протоку аргону. Схема здійснення способу, що заявляється, зображена на Фіг. 1. На Фіг.1 зображено деталь (1) з нанесеним композитом (2), роздільна плита (3), контейнер (4), кришка (5), пісковий затвор (6). Технічне рішення, що заявляється, здійснюють наступним чином. Деталі (1) з нанесеними шарами із суміші порошків з розмолотих відходів твердого сплаву і припою (2) на основі нікелю, зв'язаного органічною зв'язкою, на спеціальному стенді збирають в стос і в зібраному вигляді загружають в контейнер (4). Кількість ярусів в стосі лімітується габаритами електропечі і товщиною самих деталей у кількості, наприклад, 15-20шт. При зборці стосу між деталями з нанесеним шаром композита встановлюються роздільні металеві плити з нанесеним антипригарним і ізоляційним покриттям, наповнювачем яких є нітрид бора. Після установки стопки в контейнер (4) на нього ставлять кришку (6). Бокові стінки кришки вставляються в спеціальний пісковий затвор (5), приварений по периметру до верхньої частині контейнера. Зазор між дном піскового затвора і боковими стінками кришки має бути 20-40мл, тобто більшим, ніж величина усадки всіх шарів композиту після пресування. У пісковий затвор (5) з установленою кришкою (6) засипають прожарений пісок дрібної фракції, що запобігає вільному виходу аргону з контейнера і утворює в ньому надлишковий тиск аргону. До кришки (6) прикладають тиск преса Р на деталі. Деталі, виготовлені у такий спосіб, мають світлі поверхні, максимальна щільність покриття досягається за зовнішнього тиску під дією пресу приблизно 60-100кгс/см2. Випробування підтверджують, що твердість зносостійкого покриття сягає 84-88 HRA. Спосіб, що заявляється, було випробувано на комбінатах будівельних матеріалів. Плити, виготовлені у цей спосіб, мали стійкість покриттів більш, ніж у три рази в порівняні з базовим об'єктом. 27731 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of obtaining wear-resistant coating
Автори англійськоюMykhailov Arkadii Andriiovych, Firstov Serhii Oleksiiovych, Brodnikovskyi Mykola Pavlovych, Tkachenko Mykola Stepanovych, Prykhodko Vitalii Semenovych
Назва патенту російськоюСпособ получения износостойкого покрытия
Автори російськоюМихайлов Аркадий Андреевич, Фирстов Сергей Алексеевич, Бродниковский Николай Павлович, Ткаченко Николай Степанович, Приходько Виталий Семенович
МПК / Мітки
МПК: B22F 7/00
Мітки: покриття, одержання, зносостійкого, спосіб
Код посилання
<a href="https://ua.patents.su/2-27731-sposib-oderzhannya-znosostijjkogo-pokrittya.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання зносостійкого покриття</a>
Спосіб одержання зносостійкого покриття
Номер патенту: 39826
Опубліковано: 15.10.2004
Автори: Федорченко Євген Іванович, Кошеленко Павло Іванович, Потравний Ігор Михайлович, Павлов Володимир Іванович
МПК: F04D 7/00, F16L 58/00, B28B 21/00
Мітки: спосіб, зносостійкого, одержання, покриття
Формула / Реферат:
1. Спосіб одержання зносостійкого покриття, що включає установку закладних елементів і подальше нанесення зносостійкого композиційного матеріалу, який відрізняється тим, що закладні елементи виконують у вигляді металевої сітки, яку жорстко закріплюють до поверхні деталі з допомогою зварювання.2. Спосіб по п. 1, який відрізняється тим, що як зносостійкий композиційний матеріал використовують високонаповнену полімерну композицію.
Спосіб одержання зносостійкого покриття
Номер патенту: 60828
Опубліковано: 15.10.2003
Автори: Фірстов Сергій Олексійович, Михайлов Аркадій Андрійович
МПК: B22F 7/00
Мітки: зносостійкого, спосіб, одержання, покриття
Формула / Реферат:
1. Спосіб одержання зносостійкого покриття, що включає змішування порошків із зв'язуючим, нанесення їх на поверхню металевої деталі та оплавлення, який відрізняється тим, що як зазначені порошки використовують суміш із подрібнених утилізованих надтвердих сплавів різних фракцій, які змішують з металевим порошковим припоєм перед нанесенням їх на поверхню зазначеної деталі, яку встановлюють в форму, отриману суміш засипають на деталь,...
Спосіб нанесення зносостійкого покриття
Номер патенту: 43987
Опубліковано: 15.01.2002
Автори: Левшун Павло Володимирович, Боклан Ігнат Іванович, Кошеленко Павло Іванович
МПК: F16L 58/00
Мітки: зносостійкого, нанесення, спосіб, покриття
Формула / Реферат:
Спосіб нанесення зносостійкого покриття, який відрізняється тим, що приварюють окремі дротинки або куски сітки, потім приварюють шар сітки, який покриває всю зношену поверхню деталі, потім наносять композиційний матеріал, який заповнює окремі впадини та канавки, після чого наносять зносостійкий композиційний матеріал на всю зношену поверхню деталі, на якій попередньо змонтована металічна сітка.
Спосіб формування зносостійкого покриття
Номер патенту: 77613
Опубліковано: 15.12.2006
Автори: Мустяца Олег Никифорович, Золотухін Олександр Віталієвич, Дмитрієв Микола Миколаєвич, Посвятенко Едуард Карпович, Золотухін Олександр Олександрович
МПК: C23C 14/48, C23C 14/06
Мітки: формування, спосіб, зносостійкого, покриття
Формула / Реферат:
Спосіб формування зносостійкого покриття на поверхні виробів з конструкційної сталі, який включає їх завантаження у вакуумну камеру, її вакуумування до тиску приблизно 2·10-2 Па, нагрів виробів у вакуумі до температури 200-250°С протягом 10-15 хв., потім проводять плазмову очистку і активацію поверхні виробів у суміші газів: водню (Н2), аргону (Аr) та азоту (N2) у співвідношенні 3Н2:Аr:N2 при одночасному накладанні на вироби напруги змінного...
Спосіб формування зносостійкого покриття

Номер патенту: 23230
Опубліковано: 10.05.2007
Автори: Кінах Анатолій Кирилович, Ущаповський Юрій Павлович, Півень Володимир Олександрович, Бондаренко Володимир Петрович, Новіков Микола Васильович, Папіж Анатолій Миколайович, Тараненко Микола Васильович
Мітки: покриття, спосіб, зносостійкого, формування
Формула / Реферат:
1. Спосіб формування зносостійкого покриття, що включає підготовку однотипних штирів з електропровідного зносостійкого сплаву з подальшою їх подачею і рівномірним розміщенням та закріпленням на електропровідній поверхні виробу, який відрізняється тим, що заздалегідь готують пакет з співвісно розміщених один за одним n-штирів, зв'язаних між собою паянням, і технологічний елемент у вигляді стрижня, один кінець якого за допомогою паяння...
Попередній патент: Пристрій для профілактики теплових уражень гірників
Наступний патент: Спосіб проведення системного вибіркового пришліфовування оклюзійної поверхні зубів
Випадковий патент: Спосіб одержання засобу для лікування нефрокальцинозу