Спосіб одержання виливків із киплячих та напівспокійних марок сталі
Номер патенту: 28565
Опубліковано: 10.12.2007
Автори: Мінтус Андрій Миколайович, Трухачов Сергій Юрійович, Кузьмін Олександр Вікторович, Борщов Олексій Вікторович
Формула / Реферат
Спосіб одержання виливків із киплячих та напівспокійних марок сталі, що включає лиття виливка, який складається з верхньої й нижньої частин, що мають спільну основу і звужені відповідно догори і донизу, який відрізняється тим, що при кристалізації виливка здійснюють зниження тепловідводу за рахунок утеплення контуру верхньої частини на відстані зі сторони верху виливка, що дорівнює 0,2-0,5 її висоти.
Текст
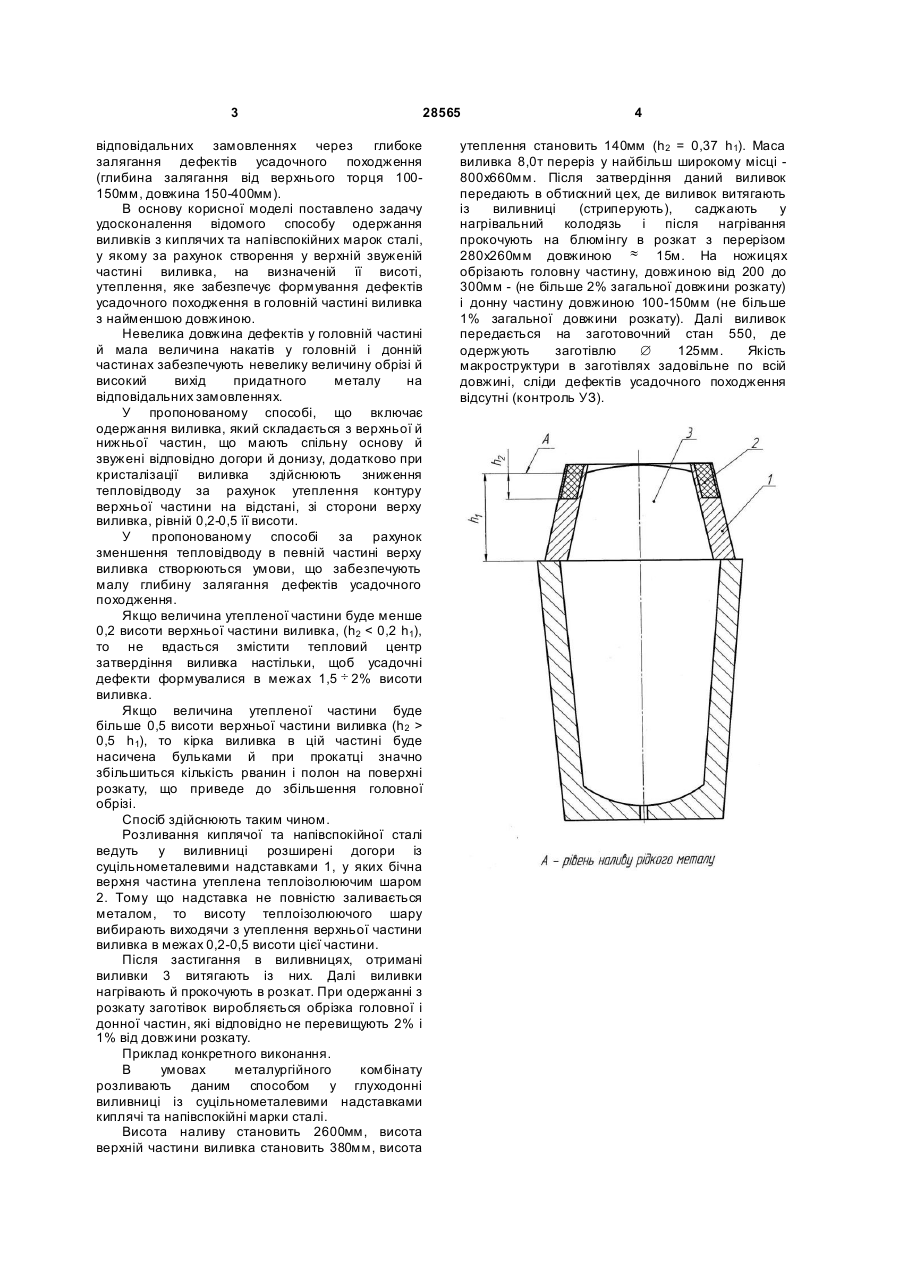
Спосіб одержання виливків із киплячих та напівспокійних марок сталі, що включає лиття виливка, який складається з верхньої й нижньої частин, що мають спільну основу і звужені відповідно догори і донизу, який відрізняється тим, що при кристалізації виливка здійснюють зниження тепловідводу за рахунок утеплення контуру верхньої частини на відстані зі сторони верху виливка, що дорівнює 0,2-0,5 її висоти. (19) (21) u200709793 (22) 31.08.2007 (24) 10.12.2007 (72) БОРЩОВ ОЛЕКСІЙ ВІКТОРОВИЧ, UA, ТРУХАЧОВ СЕРГІЙ ЮРІЙОВИЧ, UA, МІНТУС АНДРІЙ МИКОЛАЙОВИЧ, U A, КУЗЬМІН ОЛЕКСАНДР ВІКТОРОВИЧ, UA (73) БОРЩОВ ОЛЕКСІЙ ВІКТОРОВИЧ, UA, ТРУХАЧОВ СЕРГІЙ ЮРІЙОВИЧ, UA, МІНТУС АНДРІЙ МИКОЛАЙОВИЧ, U A, КУЗЬМІН ОЛЕКСАНДР ВІКТОРОВИЧ, UA 3 28565 відповідальних замовленнях через глибоке залягання дефектів усадочного походження (глибина залягання від верхнього торця 100150мм, довжина 150-400мм). В основу корисної моделі поставлено задачу удосконалення відомого способу одержання виливків з киплячих та напівспокійних марок сталі, у якому за рахунок створення у верхній звуженій частині виливка, на визначеній її висоті, утеплення, яке забезпечує формування дефектів усадочного походження в головній частині виливка з найменшою довжиною. Невелика довжина дефектів у головній частині й мала величина накатів у головній і донній частинах забезпечують невелику величину обрізі й високий вихід придатного металу на відповідальних замовленнях. У пропонованому способі, що включає одержання виливка, який складається з верхньої й нижньої частин, що мають спільну основу й звужені відповідно догори й донизу, додатково при кристалізації виливка здійснюють зниження тепловідводу за рахунок утеплення контуру верхньої частини на відстані, зі сторони верху виливка, рівній 0,2-0,5 її висоти. У пропонованому способі за рахунок зменшення тепловідводу в певній частині верху виливка створюються умови, що забезпечують малу глибину залягання дефектів усадочного походження. Якщо величина утепленої частини буде менше 0,2 висоти верхньої частини виливка, (h2 0,5 h1), то кірка виливка в цій частині буде насичена бульками й при прокатці значно збільшиться кількість рванин і полон на поверхні розкату, що приведе до збільшення головної обрізі. Спосіб здійснюють таким чином. Розливання киплячої та напівспокійної сталі ведуть у виливниці розширені догори із суцільнометалевими надставками 1, у яких бічна верхня частина утеплена теплоізолюючим шаром 2. Тому що надставка не повністю заливається металом, то висоту теплоізолюючого шару вибирають виходячи з утеплення верхньої частини виливка в межах 0,2-0,5 висоти цієї частини. Після застигання в виливницях, отримані виливки 3 витягають із них. Далі виливки нагрівають й прокочують в розкат. При одержанні з розкату заготівок виробляється обрізка головної і донної частин, які відповідно не перевищують 2% і 1% від довжини розкату. Приклад конкретного виконання. В умовах металургійного комбінату розливають даним способом у глуходонні виливниці із суцільнометалевими надставками киплячі та напівспокійні марки сталі. Висота наливу становить 2600мм, висота верхній частини виливка становить 380мм, висота 4 утеплення становить 140мм (h2 = 0,37 h1). Маса виливка 8,0т переріз у найбільш широкому місці 800x660мм. Після затвердіння даний виливок передають в обтискний цех, де виливок витягають із виливниці (стриперують), саджають у нагрівальний колодязь і після нагрівання прокочують на блюмінгу в розкат з перерізом 280x260мм довжиною » 15м. На ножицях обрізають головну частину, довжиною від 200 до 300мм - (не більше 2% загальної довжини розкату) і донну частину довжиною 100-150мм (не більше 1% загальної довжини розкату). Далі виливок передається на заготовочний стан 550, де одержують заготівлю Æ 125мм. Якість макроструктури в заготівлях задовільне по всій довжині, сліди дефектів усадочного походження відсутні (контроль УЗ).
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing castings from unkilled and semikilled steels
Автори англійськоюBorschov Oleksii Viktorovych, Trukhachov Serhii Yuriiovych, Mintus Andrii Mykolaiovych, Kuzmin Oleksandr Viktorovych
Назва патенту російськоюСпособ получения отливок из кипящих и полуспокойных марок стали
Автори російськоюБорщов Алексей Викторович, Трухачев Сергей Юрьевич, Минтус Андрей Николаевич, Кузьмин Александр Викторович
МПК / Мітки
МПК: B22D 7/06
Мітки: виливків, одержання, марок, сталі, напівспокійних, киплячих, спосіб
Код посилання
<a href="https://ua.patents.su/2-28565-sposib-oderzhannya-vilivkiv-iz-kiplyachikh-ta-napivspokijjnikh-marok-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання виливків із киплячих та напівспокійних марок сталі</a>
Пристрій для лиття виливків із киплячих і напівспокійних сталей
Номер патенту: 24006
Опубліковано: 11.06.2007
Автори: РЯБКІН ЮРІЙ ЮРІЙОВИЧ, Онищенко Сергій Олександрович, Туник Олег Анатолійович
МПК: B22D 7/00, B22D 7/06, B22D 7/08
Мітки: напівспокійних, сталей, киплячих, виливків, пристрій, лиття
Формула / Реферат:
Пристрій для лиття виливків із киплячих і напівспокійних сталей, що містить розширену донизу виливницю, встановлену на кюмпельний піддон із трапецоїдним виступом, який відрізняється тим, що ширина внутрішньої сторони периметра верхньої основи виступу піддона становить 97,5 99,5 % від внутрішньої сторони периметра виливниці в площині їхнього сполучення з виступом...
Пристрій для лиття виливків із напівспокійних і киплячих сталей
Номер патенту: 59234
Опубліковано: 15.08.2003
Автори: Сокуренко Анатолій Валентинович, Дубина Олег Вікторович, ТРОЩІЙ Сергій Володимирович, Сміяненко Ігор Миколайович
МПК: B22D 7/06
Мітки: виливків, напівспокійних, сталей, киплячих, лиття, пристрій
Формула / Реферат:
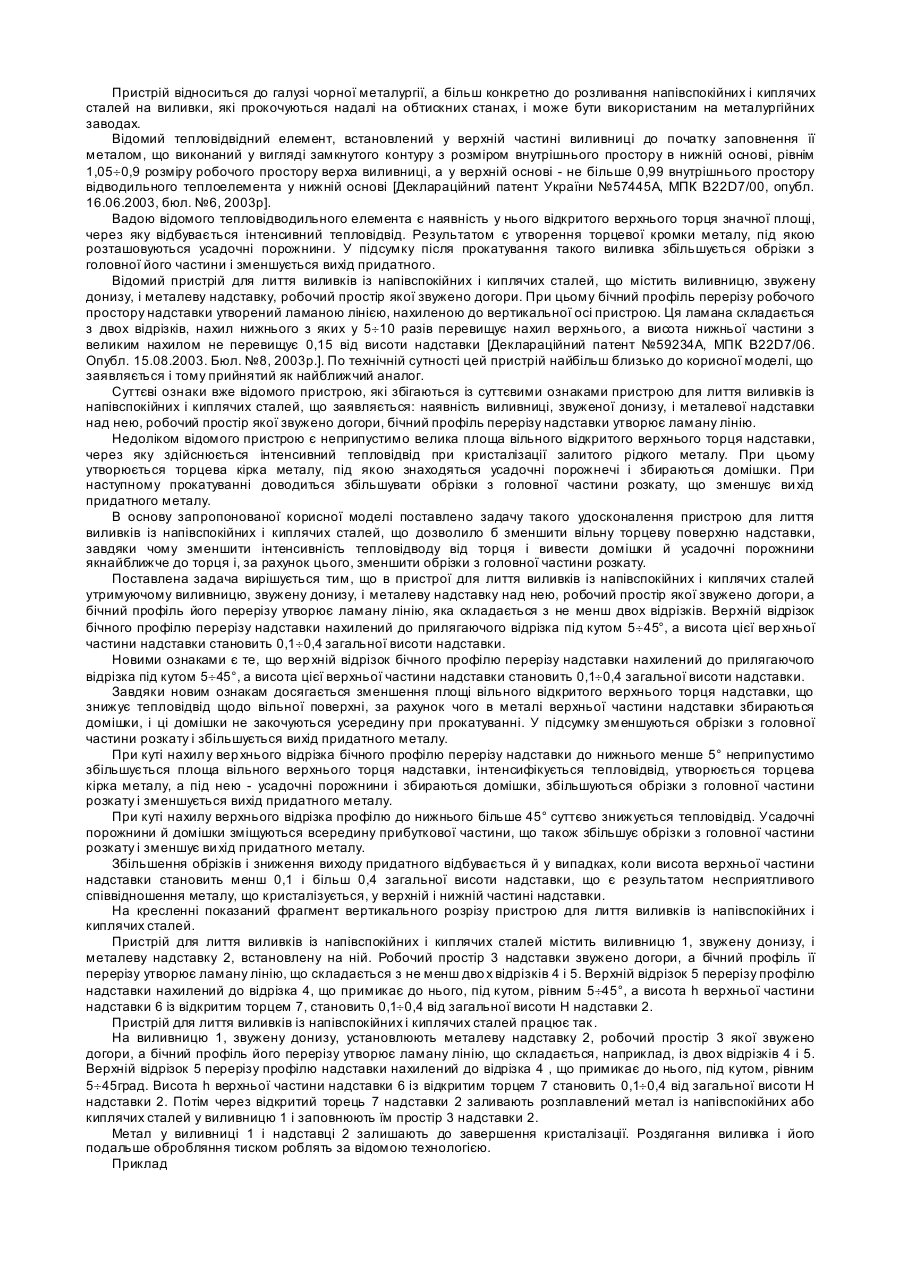
Пристрій для лиття виливків із напівспокійних і киплячих сталей, що містить виливницю, звужену донизу, і металеву надставку, робочий простір якої звужено догори, який відрізняється тим, що бічний профіль перерізу робочого простору надставки утворено ламаною лінією, нахиленою до вертикальної осі пристрою, яка складається з двох відрізків, нахил нижнього з яких у 5-10 разів перевищує нахил верхнього, а висота нижньої частини з більшим нахилом...
Пристрій для лиття виливків із напівспокійних і киплячих сталей
Номер патенту: 8091
Опубліковано: 15.07.2005
Автори: Максаков Анатолій Іванович, Маншилін Олександр Гейнійович, РЯБКІН ЮРІЙ ЮРІЙОВИЧ, ШУЛЬГІНА ІРИНА ПРОКОПІВНА, Корінь Андрій Олександрович, Феофілактов Андрій Вікторович, Кукуй Давид Пенхусович
МПК: B22D 7/06
Мітки: пристрій, киплячих, виливків, напівспокійних, сталей, лиття
Формула / Реферат:
Пристрій для лиття виливків із напівспокійних і киплячих сталей, що містить виливницю, звужену донизу, і металеву надставку над нею, робочий простір якої звужено догори, а бічний профіль її перерізу утворює ламану лінію, який відрізняється тим, що верхній відрізок бічного профілю перерізу надставки нахилений до відрізка, що до нього примикає, під кутом 5-45º, а висота цієї частини надставки становить 0,1-0,4 загальної висоти надставки....
Пристрій для відливання виливків із напівспокійних і киплячих сталей
Номер патенту: 53406
Опубліковано: 15.09.2005
Автори: Спіняков Віктор Костянтинович, Полуновський Ісаак Євсійович, Сапсай Аскольд Дмитрович, Кукуй Давид Пенхусович, Онищенко Сергій Олександрович, Достлев Юрій Сергійович, Корінь Андрій Олександрович, Куленко Анатолій Семенович, Теряєв Олександр Митрофанович, Сафронов Юрій Яковлевич
МПК: B22D 7/06
Мітки: сталей, виливків, відливання, напівспокійних, киплячих, пристрій
Формула / Реферат:
У заявці описуються 17a-фторалкілстероїди загальної формули (І), (І)у якій R3 являє собою залишок формули CnF2n+1, де n означає 1, 2, 3, 4, 5 або 6, і спосіб їх одержання, а також фармацевтичні композиції, які містять у своєму складі ці сполуки. Запропоновані у винаході сполуки загальної формули (І) мають андрогенну активність.
Спосіб розливання виливків із спокійних марок сталі
Номер патенту: 81094
Опубліковано: 26.11.2007
Автори: Северенчук Андрій Станіславович, Теряєв Олександр Митрофанович, Шенфельд Гліб Глібович, Онищенко Сергій Олександрович
МПК: B22D 7/10
Мітки: розливання, спокійних, виливків, сталі, спосіб, марок
Формула / Реферат:
Спосіб розливання виливків із спокійних марок сталі, що включає розливання сталі в виливницю із надставкою додатку, у якій теплоізолюючий шар розміщений у міжстіновому просторі надставки додатку, який відрізняється тим, що розливання здійснюють при температурі теплоізолюючого шару, що дорівнює 200-1250 °С.
Попередній патент: Композиційний матеріал для створення кукси коронки зуба
Наступний патент: Установка для одержання питної води
Випадковий патент: Гібридний контактор