Спосіб мікролегування сталі бором
Номер патенту: 2909
Опубліковано: 26.12.1994
Автори: Савранський Леонід Валентинович, Тільга Степан Сергійович, Макаров Григорій Арестович, Боровиков Геннадій Федорович, Омесь Микола Михайлович, Нечепоренко Володимир Андрійович, Кекух Анатолій Володимирович, Катель Леонід Маркусович, Кузьмичов Геннадій Михайлович, Подобідов Леонід Віталійович, Порхун Валентин Гаврилович, Міневич Валерій Якович
Формула / Реферат
Способ микролегирования стали бором, включающий ввод в жидкий металл в ковше датолитового концентрата, алюминия и кремнемарганцевых сплавов, отличающийся тем, что концентрат вводят в ковш перед выпуском металла из агрегата в количестве 0,5-1,5 кг/т металла, а алюминий в количествах (кг/т стали) 0,13 (0,5-1,5) + 0,3-0,7; 0,5-0,8 и 0,1-0,15 вводят соответственно перед выпуском плавки, по ходу выпуска после присадки кремнемарганцевых сплавов и после окончания выпуска металла в процессе схода шлака в ковш. і
Текст
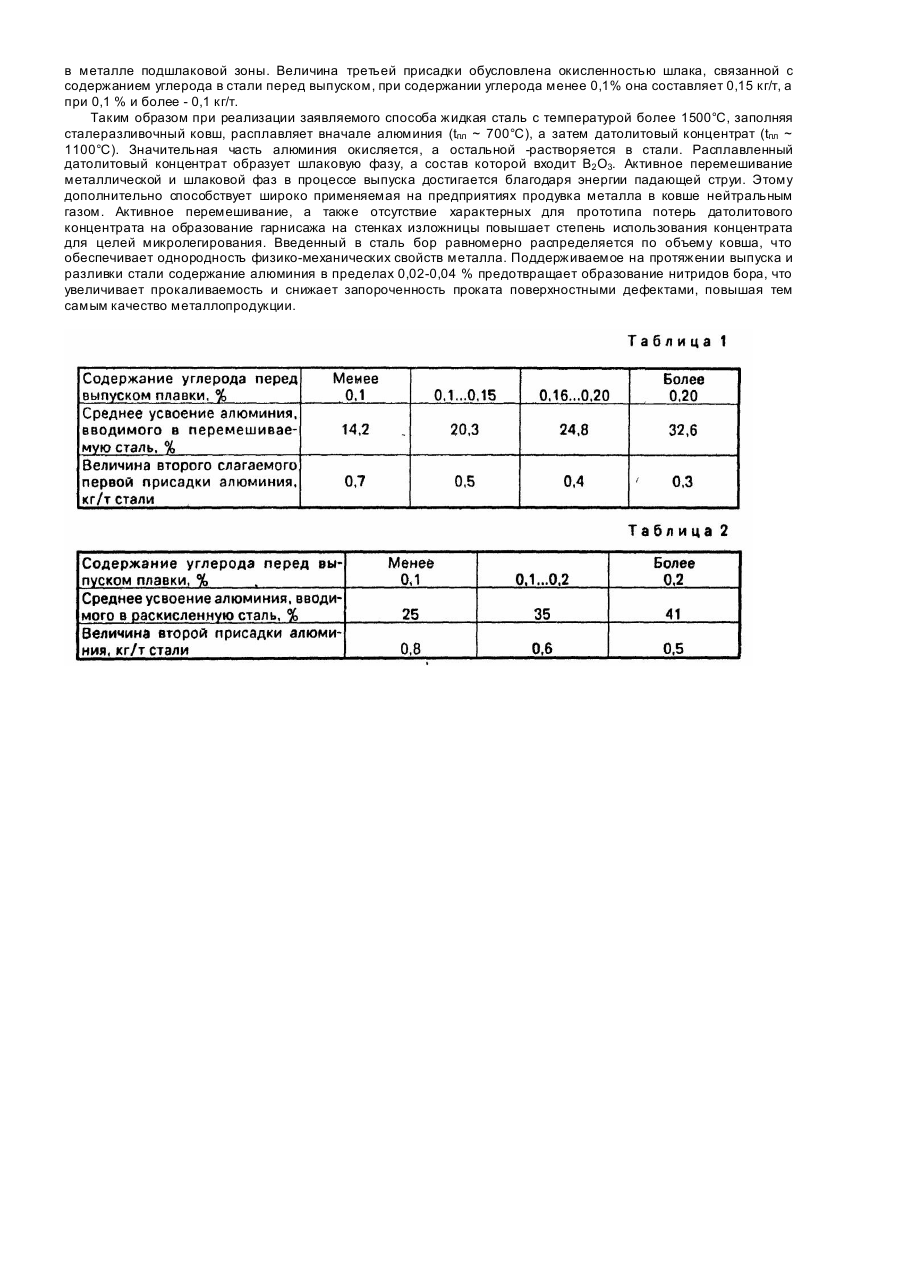
Изобретение относится к области металлургии и направлено на совершенствование технологии микролегирования стали бором, Известен способ микролегирования стали бором, который производится борсодержащими ферросплавами и лигатурами [1] в частности ферробором, который присаживают в сталь при выпуске плавки из сталеплавильного агрегата. Известен способ микролегирования сталей бором комплексными борсодержащими сплавами, в состав которых включены другие элементы совместно с элементами, технологически необходимыми для усвоения бора жидким металлом [2]. Высокая стоимость сплавов и лигатур повышает себестоимость металлопродукции, а взаимодействие бора в процессе выпуска с азотом снижает эффективность бора как элемента, улучшающего качество металлопродукции, Известен способ микролегирования стали бором, достигаемое с помощью использования датолитового концентрата за счет реализации термодинамической возможности восстановления бора из его окиси растворенными в стали элементами с высоким сродством к кислороду, например, алюминием. Такой способ микролегирования бором [3], принятый за наиболее близкий аналог заявленного изобретения, предусматривает присадку в ковше кремнемарганцевых сплавов и алюминия и ввод борсодержащей добавки (экзотермическая шлаковая смесь с датолитовым концентратом) в изложницы при сифонной разливке спокойной стали, содержащей (в %) С - 0,21; Mn - 0,45; Si - 0.025; S - 0,018; P -0,007; Al - 0,03-0,04. Количество датолитового концентрата определяется из расчета получения стали в среднем 0.002% бора. Недостатком известного способа является высокий расход датолитового концентрата. обусловленный тем. что при сифонной разливке спокойной стали из-за малоактивного перемешивания шлаковой и металлической фаз, а также в связи с образованием на стенках изложниц шлакового гарнисажа, значительная часть концентрата не используется для целей микролегирования стали бором. Кроме того, при использовании известного способа из-за непрерывного распределения бора в слитке не достигается стабильное повышение качества металлопродукции. Неравномерное распределение обусловлено тем, что переход бора в металл из шлакообразующей смеси протекает постепенно и заканчивается при затвердении прибыльной части слитка. Поэтому кристаллизирующиеся в первую очередь поверхностные слои слитки и донная его часть оказываются обедненными, а верхняя часть, в особенности в осевой зоне, обогащенной бором, что приводит к неоднородности физико-механических свойств металлопродукции. Задачей настоящего изобретения является усовершенствование способа микролегирования стали бором, позволяющее снизить расход датолитового концентрата и получить равномерное распределение бора в слитке металла. Поставленная задача решается тем, что в способе микролегирования стали бором. включающем ввод в жидкий металл в ковше датолитового концентрата, алюминия и кремнемарганцевых сплавов, согласно изобретению, концентрат вводят в ковш перед выпуском металла из агрегата в количестве 0.5-1,5 кг/т металла, а алюминий в количествах (кг/т стали) 0.13 (0.5-1,5) х 0.3-0.7; 0,5-0.8 и 0,1-0,15 вводят соответственно перед вы' ! пуском плавки: по ходу выпуска после присадки кремнемарганцевых сплавов и после окончания выпуска металла в процессе схода шлака в ковш. Сущность способа заключается в следующем. Датолитовый концентрат в количестве 0,5-1,5 кг на тонну стали за 10-15 мин до выпуска плавки из сталеплавильного агрегата укладывают в бумажных или полиэтиленовых мешках на днище сталеразливочного ковша у стенки на максимально возможном удалении от ожидаемой зоны падения струи металла. Используются только освобожденные от предыдущей плавки ковши с нагретой футеровкой. Концентрат должен быть сухим. Время его присадки обусловлено необходимостью гарантированного удаления влаги. Выбор места укладки концентрата связан с необходимостью минимизации его уноса в нерасплавленном состоянии восходящими воздушными потоками, возникающими в процессе выпуска плавки в осевой зоне полости ковша. Количество присаживаемого датолитового концентрата обусловлено требуемым содержанием бора в стали, которое для планируемого сортамента металла изменяется в пределах 0,001-0,005%. Минимальному содержанию бора в стали должен соответствовать минимальный расход концентрата (0.5 кг/т), а максимальному - максимальный (1,5 кг/т). При этом учтено, что с повышением расхода концентрата степень усвоения бора возрастает. После датолитового концентрата в ковш присаживают алюминий в виде стандартных чушек в количестве (кг/т стали) 0,131 (0,5...1,5) + 0.3...0,7. Оба слагаемых этой суммы определены, исходя из ожидаемой массы плавки. Первое слагаемое соответствует количеству алюминия, необходимому для восстановления бора из его окиси. В этом слагаемом 0,5... 1,5 - количество датолитового концентрата, а коэффициент 0,13 равен произведению 0,17 х 0,77, где: 0,17 - доля В2Оз в датолитовом концентрате, а 0,77 сте-хиометрическое соотношение алюминия и В2О3 в реакции восстановления. Второе слагаемое соответствует количеству алюминия, необходимому для обеспечения его Содержания в стали к моменту окончания присадки кремнемаргаицевых сплавов в пределах 0,02...0,04%. К этому моменту количество металла, слитого в ковш, составляет примерно 1/3 массы плавки. Для получения заданного содержания алюминия на среднем уровне (0,03%) при стопроцентном усвоении и расчете на массу всей плавки его потребовалось бы 0,3 кг/т 1/3 = 0,1 кг/т. В реальных условиях, как видно из приведенных экспериментальных данных (табл.1) усвоение алюминия, вводимого в не раскисленную сталь, значительно меньше. Оно изменяется в широких пределах в зависимости от содержания в стали углерода перед выпуском, что и определяет величину второго слагаемого первой присадки. Заданный уровень содержания в стали алюминия обеспечивает, благодаря его высокому сродству к азоту, блокировку образования нитридов бора. Это усиливает эффективность бора как элемента, повышающего качество металлопродукции. Вторая присадка алюминия необходима для поддержания упомянутого уровня его содержания до окончания выпуска плавки в ковш. Время ее ввода (после кремнемарганцевых сплавов) обусловлено подтвержденным экспериментально (табл.2) повышением усвоения алюминия, присаживаемого в раскисленную сталь. Величина второй присадки алюминия (см, табл.2) определена аналогично второму слагаемому первой присадки с уче том массы сливаемого металла (примерно 2/3 от массы плавки) и экспериментально полученных значений усвоения алюминия. Третью присадку алюминия Производят для снижения окисленности шлака, сливаемого в ковш в конце выпуска плавки, так как высокоокисленный шлак, находясь в процессе разливки в длительном контакте с жидкой сталью, может приводить по вторичному окислению алюминия и бора и, как следствие, снижению их содержания в металле подшлаковой зоны. Величина третьей присадки обусловлена окисленностью шлака, связанной с содержанием углерода в стали перед выпуском, при содержании углерода менее 0,1% она составляет 0,15 кг/т, а при 0,1 % и более - 0,1 кг/т. Таким образом при реализации заявляемого способа жидкая сталь с температурой более 1500°С, заполняя сталеразливочный ковш, расплавляет вначале алюминия (tпл ~ 700°С), а затем датолитовый концентрат (tпл ~ 1100°С). Значительная часть алюминия окисляется, а остальной -растворяется в стали. Расплавленный датолитовый концентрат образует шлаковую фазу, а состав которой входит В2 О3. Активное перемешивание металлической и шлаковой фаз в процессе выпуска достигается благодаря энергии падающей струи. Этому дополнительно способствует широко применяемая на предприятиях продувка металла в ковше нейтральным газом. Активное перемешивание, а также отсутствие характерных для прототипа потерь датолитового концентрата на образование гарнисажа на стенках изложницы повышает степень использования концентрата для целей микролегирования. Введенный в сталь бор равномерно распределяется по объему ковша, что обеспечивает однородность физико-механических свойств металла. Поддерживаемое на протяжении выпуска и разливки стали содержание алюминия в пределах 0,02-0,04 % предотвращает образование нитридов бора, что увеличивает прокаливаемость и снижает запороченность проката поверхностными дефектами, повышая тем самым качество металлопродукции.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for steel mikroalloying with boron
Автори англійськоюKatel Leonid Markusovych, Kekukh Anatolii Volodymyrovych, Podobidov Leonid Vitaliiovych, Tilha Stepan Serhiiovych, Makarov Hryhorii Arestovych, Omes' Mykola Mykhailovych, Porkhun Valentyn Havrylovych, Necheporenko Volodymyr Andriiovych, Minevych Valerii Yakovych, Borovykov Hennadii Fedorovych, Savranskyi Leonid Valentynovych, Kuzmychev Hennadii Mykhailovych
Назва патенту російськоюСпособ микролегирования стали бором
Автори російськоюКатель Леонид Маркусович, Кэкух Анатолий Владимирович, Подобидов Леонид Виталиевич, Тильга Степан Сергеевич, Макаров Григорий Арестович, Омесь Никорлай Михайлович, Порхун Валентин Гаврилович, Нечепоренко Владимир Андреевич, Миневич Валерий Яковлевич, Боровиков Геннадий Федорович, Савранский Леонид Валентинович, Кузьмичев Геннадий Михайлович
МПК / Мітки
МПК: C21C 7/00
Мітки: спосіб, сталі, мікролегування, бором
Код посилання
<a href="https://ua.patents.su/2-2909-sposib-mikroleguvannya-stali-borom.html" target="_blank" rel="follow" title="База патентів України">Спосіб мікролегування сталі бором</a>
Спосіб виробництва сталі в подовій печі
Номер патенту: 293
Опубліковано: 30.04.1993
Автори: Дворядкін Борис Олександрович, Кущенко Олександр Іванович, Бондаренко Микола Андрійович, Гребенюков Анатолій Васильович, Бросєв Олександр Олександрович
МПК: C21C 5/04
Мітки: спосіб, сталі, печі, виробництва, подовий
Формула / Реферат:
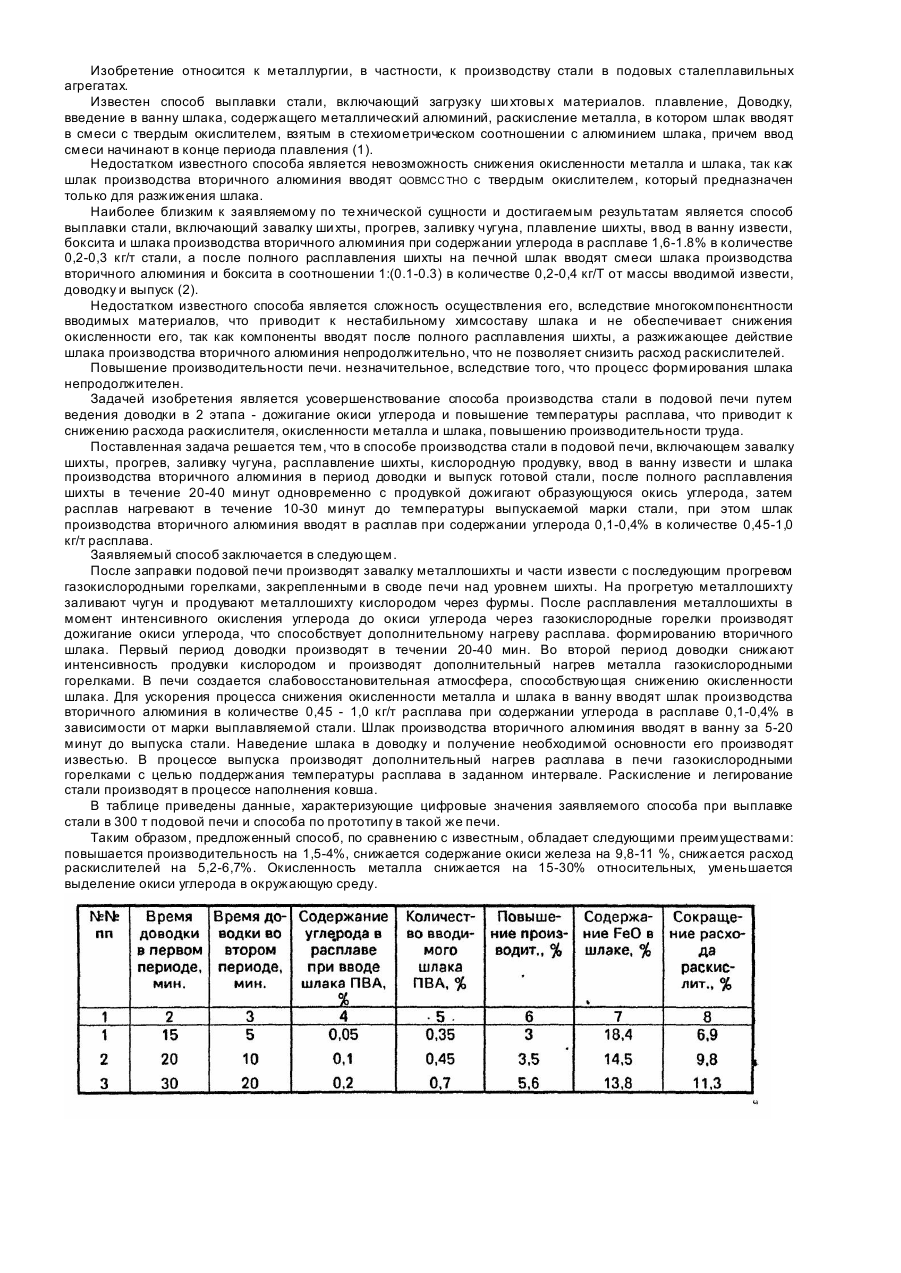
Способ производства стали в подовой печи, включающий завалку шихты, прогрев, заливку чугуна, расплавление шихты, кислородную продувку, ввод в ванну извести и шлака производства вторичного алюминия в период доводки и выпуск готовой стали, отличающийся тем. что после полного расплавления шихты в течение 20-40 мин, одновременно с продувкой дожигают образующуюся окись углерода, затем расплав нагревают в течении 10-30 минут до температуры...
Спосіб виплавки сталі в конверторі
Номер патенту: 1909
Опубліковано: 20.12.1994
Автори: Носов Костянтин Григорович, Баптизманський Вадим Іполітович, Омесь Микола Михайлович, Дробний Володимир Михайлович, Учитель Лев Михайлович, Шаповал Георгій Лук'янович, Порхунов Валентин Гаврилович, Душа Віктор Михайлович, Бойченко Борис Михайлович, Савранський Леонід Валентинович
МПК: C21C 5/28
Мітки: сталі, виплавки, конверторі, спосіб
Формула / Реферат:
1. Способ выплавки стали в конвертере, включающий замер содержания углерода в металле по окончании продувки, выпуск металла, оставление конечного шлака на последующую плавку, присадку углеродсодержащих материалов на шлак, завалку лома, заливку чугуна, присадку шлакообразующих материалов, продувку расплава в два периода со скачиванием промежуточного шлака, отличающийся тем, что присадку углеродсодержащих материалов производят в течение 1,0-2,0...
Спосіб розкислювання напівспокійної сталі
Номер патенту: 820
Опубліковано: 01.01.1993
Автори: Авер'янов Олексій Венедиктович, Камчатний Генадій Антонович, Лєбєдєв Євген Миколайович, Літвінов Леонід Федорович, Димченко Євген Миколайович, Куліш Генадій Іванович, Єрмоленко Ганна Володимирівна, Деканенко Микола Миколайович, Оробцев Юрій Вікторович, Дюдкін Дмитро Олександрович
МПК: C21C 7/06
Мітки: спосіб, сталі, напівспокійної, розкислювання
Формула / Реферат:
1. Способ раскисления полуспокойной стали, включающий выпуск металла из сталеплавильного агрегата в ковш, присадку силикомарганца под струю металла, отличающийся тем, что при содержании в металле 0,07% углерода одновременно с силикомарганцем вводят нейтрализующую добавку окислителя в количестве 0,02-0,04% от массы металла, а при содержании углерода свыше 0,07% массу добавки увеличивают на 0,01 % от массы металла на каждые 0,01 %...
Спосіб виплавки сталі в конверторі
Номер патенту: 1461
Опубліковано: 25.07.1994
Автори: Зємцов Міхаіл Устіновіч, Шнєєров Яков Ароновіч, Євстаф'єв Євген Іванович, Пудіков Дмитро Всеволодович, Охотський Віктор Борисович, Джусов Анатолій Боніфатійович, Фоменко Віталій Павлович, Коцюбенко Анатолій Петрович, Антіпін Вадім Грігорьєвіч, Рябчий Михайло Євменович, Климковський Броніслав Мечеславович, Сулима Володимир Миколайович, Резун Віктор Григорович, Поживанов Олесандр Михайлович, Кулагин Георгій Федорович, Деревянко Василь Іванович
МПК: C21C 5/28
Мітки: виплавки, спосіб, сталі, конверторі
Формула / Реферат:
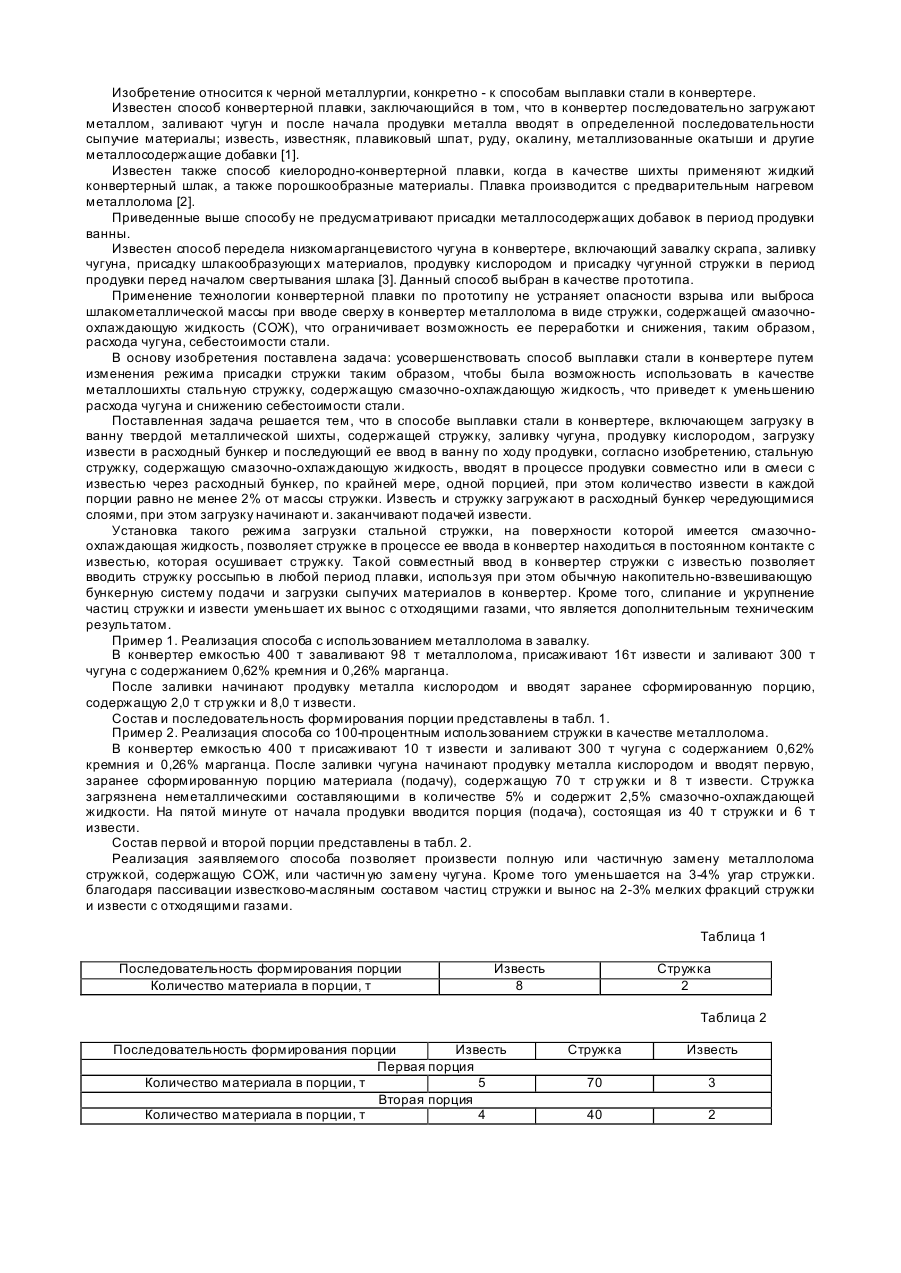
1. Способ выплавки стали в конвертере, включающий загрузку в ванну твердой металлической шихты, содержащей стружку, заливку чугуна, продувку кислородом, загрузку извести в расходный бункер и последующий ее ввод в ванну по ходу продувки, отличающийся тем, что стружку вводят в процессе продувки совместно или в смеси с известью через расходный бункер по крайней мере одной порцией, при этом количество извести, в каждой порции равно не менее 2% от...
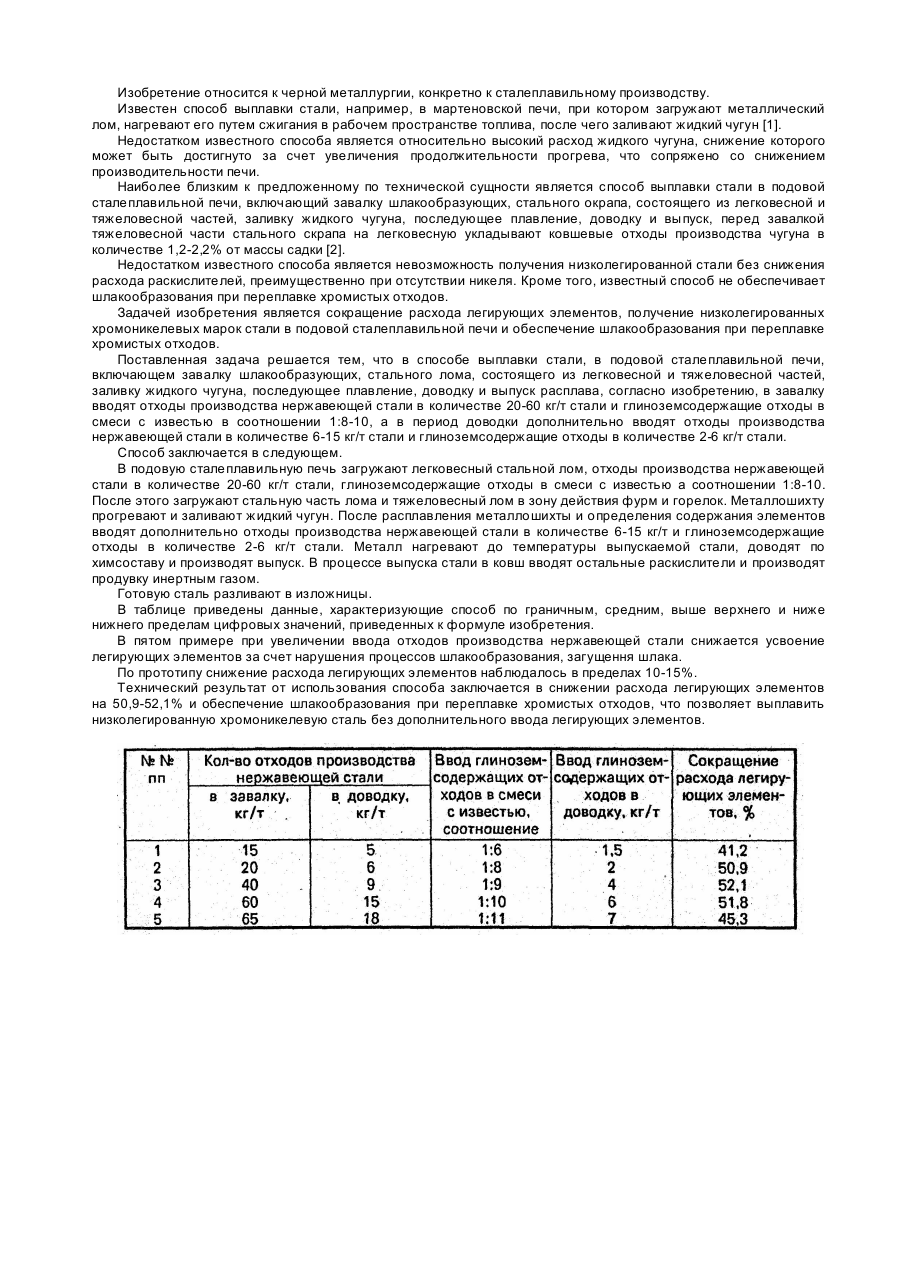
Спосіб виплавки низьколегованої сталі у подовій сталеплавильній печі
Номер патенту: 1464
Опубліковано: 25.07.1994
Автори: Жердєв Олександр Сергійович, Бросєв Олександр Олександрович, Тарасов Віктор Іванович, Дворядкін Борис Олександрович, Локтіонов Петро Якович, Бондаренко Микола Андрійович
МПК: C21C 5/04
Мітки: спосіб, виплавки, сталі, низьколегованої, подовий, сталеплавильний, печі
Формула / Реферат:
Способ выплавки низколегированной стали в подовой сталеплавильной печи, включающий закрузку в ванну шлакообразующих материалов, легковесного и тяжеловесного стального лома, заливку жидкого чугуна, последующее плавление, доводку и выпуск расплава, отличающийся тем, что в завалку загружают отходы производства нержавеющей стали в количестве 20-60 кг/т стали и глиноземсодержащие отходы в смеси с известью в соотношении 1:8-10, а в период доводки...
Попередній патент: Спосіб виготовлення стереопари
Наступний патент: Спосіб одержання алмазу
Випадковий патент: Апарат для нанесення покрить на частинки