Спосіб обробки поверхонь пар тертя
Номер патенту: 31864
Опубліковано: 25.04.2008
Автори: Мощенок Василь Іванович, Любченко Анатолій Петрович, Глушкова Діана Борисівна, Рижков Юрій Володимирович
Формула / Реферат
Спосіб обробки поверхонь пар тертя, переважно сталевих деталей об'ємного гідроприводу, що включає іонно-плазмове напилювання покриття нітридами металів методом конденсації речовин в умовах іонного бомбардування, протягом часу й при певних режимах, достатніх для одержання зносостійкого покриття заданої товщини й характеристик, який відрізняється тим, що спочатку здійснюють попереднє іонне бомбардування оброблюваної поверхні іонами хрому у вакуумі при 1×10-4 торр, струмі дуги 80 А і негативній напрузі 90 В на оброблюваній деталі протягом 7 хвилин, у результаті якого проводять очищення, розігрів і активацію поверхні з наступним частковим осадженням невеликої кількості хрому у вигляді окремих крапель, а потім в атмосфері азоту або азотвмісного газу при тиску 5×10-3 торр протягом 25 хвилин на оброблювану поверхню при обертанні деталі наносять шар зносостійкого покриття ТіCrN з нітридів титану й хрому товщиною 6 мкм шляхом безперервного іонного бомбардування поверхні деталі іонами титану й хрому в процесі одночасного їхнього розпилення із двох окремих емісійних катодів при негативній напрузі 150 В на оброблюваній деталі, з наступним осадженням речовин на поверхні, у результаті чого одержують багатокомпонентний шар матеріалу, що містить хром, титан і нікель із заданими технічними характеристиками.
Текст
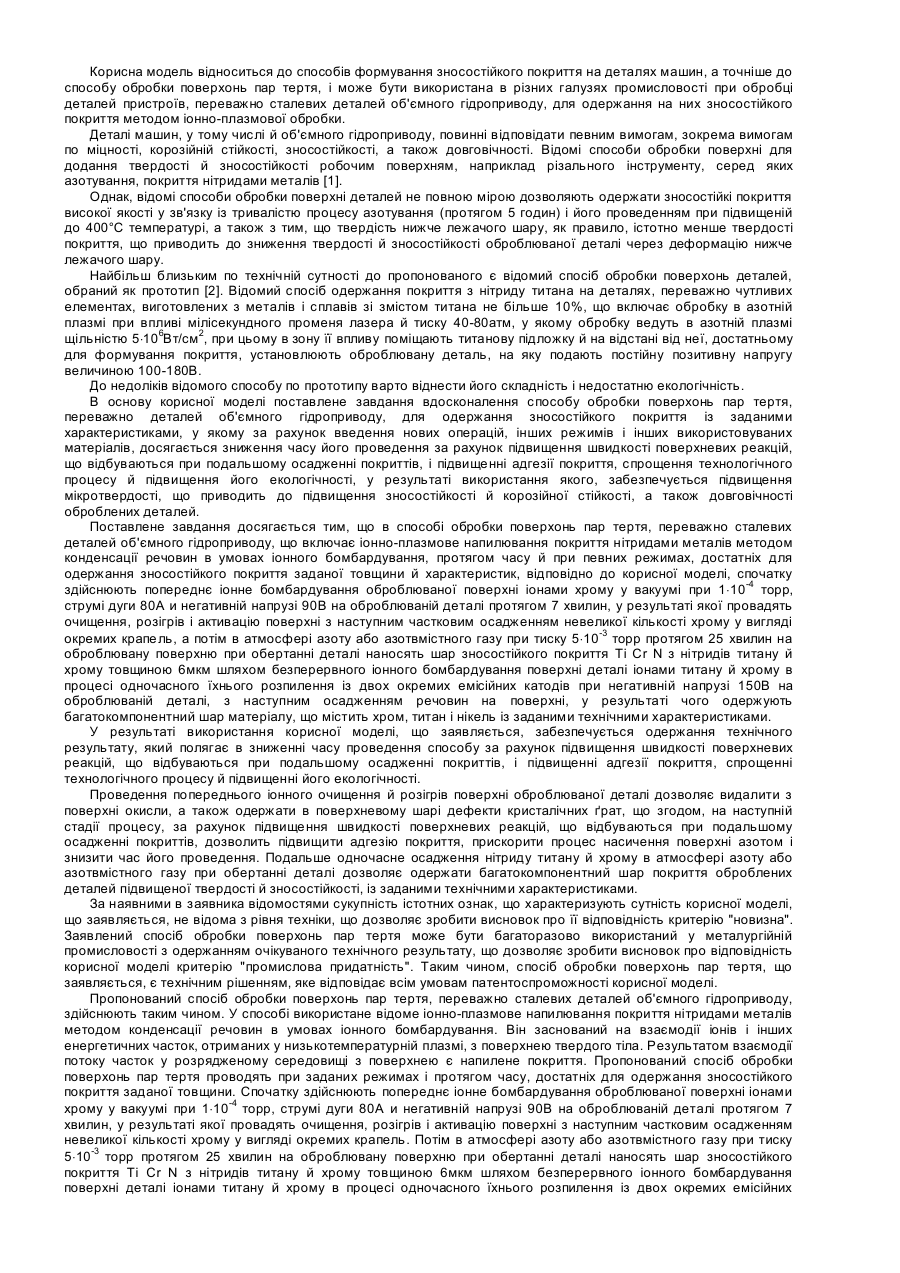
Корисна модель відноситься до способів формування зносостійкого покриття на деталях машин, а точніше до способу обробки поверхонь пар тертя, і може бути використана в різних галузях промисловості при обробці деталей пристроїв, переважно сталевих деталей об'ємного гідроприводу, для одержання на них зносостійкого покриття методом іонно-плазмової обробки. Деталі машин, у тому числі й об'ємного гідроприводу, повинні відповідати певним вимогам, зокрема вимогам по міцності, корозійній стійкості, зносостійкості, а також довговічності. Відомі способи обробки поверхні для додання твердості й зносостійкості робочим поверхням, наприклад різального інструменту, серед яких азотування, покриття нітридами металів [1]. Однак, відомі способи обробки поверхні деталей не повною мірою дозволяють одержати зносостійкі покриття високої якості у зв'язку із тривалістю процесу азотування (протягом 5 годин) і його проведенням при підвищеній до 400°С температурі, а також з тим, що твердість нижче лежачого шару, як правило, істотно менше твердості покриття, що приводить до зниження твердості й зносостійкості оброблюваної деталі через деформацію нижче лежачого шару. Найбільш близьким по технічній сутності до пропонованого є відомий спосіб обробки поверхонь деталей, обраний як прототип [2]. Відомий спосіб одержання покриття з нітриду титана на деталях, переважно чутливих елементах, виготовлених з металів і сплавів зі змістом титана не більше 10%, що включає обробку в азотній плазмі при впливі мілісекундного променя лазера й тиску 40-80атм, у якому обробку ведуть в азотній плазмі щільністю 5×106Вт/см2, при цьому в зону її впливу поміщають титанову підложку й на відстані від неї, достатньому для формування покриття, установлюють оброблювану деталь, на яку подають постійну позитивну напругу величиною 100-180В. До недоліків відомого способу по прототипу варто віднести його складність і недостатню екологічність. В основу корисної моделі поставлене завдання вдосконалення способу обробки поверхонь пар тертя, переважно деталей об'ємного гідроприводу, для одержання зносостійкого покриття із заданими характеристиками, у якому за рахунок введення нових операцій, інших режимів і інших використовуваних матеріалів, досягається зниження часу його проведення за рахунок підвищення швидкості поверхневих реакцій, що відбуваються при подальшому осадженні покриттів, і підвищенні адгезії покриття, спрощення технологічного процесу й підвищення його екологічності, у результаті використання якого, забезпечується підвищення мікротвердості, що приводить до підвищення зносостійкості й корозійної стійкості, а також довговічності оброблених деталей. Поставлене завдання досягається тим, що в способі обробки поверхонь пар тертя, переважно сталевих деталей об'ємного гідроприводу, що включає іонно-плазмове напилювання покриття нітридами металів методом конденсації речовин в умовах іонного бомбардування, протягом часу й при певних режимах, достатніх для одержання зносостійкого покриття заданої товщини й характеристик, відповідно до корисної моделі, спочатку здійснюють попереднє іонне бомбардування оброблюваної поверхні іонами хрому у вакуумі при 1×10-4 торр, струмі дуги 80А и негативній напрузі 90В на оброблюваній деталі протягом 7 хвилин, у результаті якої провадять очищення, розігрів і активацію поверхні з наступним частковим осадженням невеликої кількості хрому у вигляді окремих крапель, а потім в атмосфері азоту або азотвмістного газу при тиску 5×10-3 торр протягом 25 хвилин на оброблювану поверхню при обертанні деталі наносять шар зносостійкого покриття Ті Сr N з нітридів титану й хрому товщиною 6мкм шляхом безперервного іонного бомбардування поверхні деталі іонами титану й хрому в процесі одночасного їхнього розпилення із двох окремих емісійних катодів при негативній напрузі 150В на оброблюваній деталі, з наступним осадженням речовин на поверхні, у результаті чого одержують багатокомпонентний шар матеріалу, що містить хром, титан і нікель із заданими технічними характеристиками. У результаті використання корисної моделі, що заявляється, забезпечується одержання технічного результату, який полягає в зниженні часу проведення способу за рахунок підвищення швидкості поверхневих реакцій, що відбуваються при подальшому осадженні покриттів, і підвищенні адгезії покриття, спрощенні технологічного процесу й підвищенні його екологічності. Проведення попереднього іонного очищення й розігрів поверхні оброблюваної деталі дозволяє видалити з поверхні окисли, а також одержати в поверхневому шарі дефекти кристалічних ґрат, що згодом, на наступній стадії процесу, за рахунок підвищення швидкості поверхневих реакцій, що відбуваються при подальшому осадженні покриттів, дозволить підвищити адгезію покриття, прискорити процес насичення поверхні азотом і знизити час його проведення. Подальше одночасне осадження нітриду титану й хрому в атмосфері азоту або азотвмістного газу при обертанні деталі дозволяє одержати багатокомпонентний шар покриття оброблених деталей підвищеної твердості й зносостійкості, із заданими технічними характеристиками. За наявними в заявника відомостями сукупність істотних ознак, що характеризують сутність корисної моделі, що заявляється, не відома з рівня техніки, що дозволяє зробити висновок про її відповідність критерію "новизна". Заявлений спосіб обробки поверхонь пар тертя може бути багаторазово використаний у металургійній промисловості з одержанням очікуваного технічного результату, що дозволяє зробити висновок про відповідність корисної моделі критерію "промислова придатність". Таким чином, спосіб обробки поверхонь пар тертя, що заявляється, є технічним рішенням, яке відповідає всім умовам патентоспроможності корисної моделі. Пропонований спосіб обробки поверхонь пар тертя, переважно сталевих деталей об'ємного гідроприводу, здійснюють таким чином. У способі використане відоме іонно-плазмове напилювання покриття нітридами металів методом конденсації речовин в умовах іонного бомбардування. Він заснований на взаємодії іонів і інших енергетичних часток, отриманих у низькотемпературній плазмі, з поверхнею твердого тіла. Результатом взаємодії потоку часток у розрядженому середовищі з поверхнею є напилене покриття. Пропонований спосіб обробки поверхонь пар тертя проводять при заданих режимах і протягом часу, достатніх для одержання зносостійкого покриття заданої товщини. Спочатку здійснюють попереднє іонне бомбардування оброблюваної поверхні іонами хрому у вакуумі при 1×10-4 торр, струмі дуги 80А и негативній напрузі 90В на оброблюваній деталі протягом 7 хвилин, у результаті якої провадять очищення, розігрів і активацію поверхні з наступним частковим осадженням невеликої кількості хрому у вигляді окремих крапель. Потім в атмосфері азоту або азотвмістного газу при тиску 5×10-3 торр протягом 25 хвилин на оброблювану поверхню при обертанні деталі наносять шар зносостійкого покриття Ті Сr N з нітридів титану й хрому товщиною 6мкм шляхом безперервного іонного бомбардування поверхні деталі іонами титану й хрому в процесі одночасного їхнього розпилення із двох окремих емісійних катодів при негативній напрузі 150В на оброблюваній деталі, з наступним осадженням речовин на поверхні. У результаті одержують багатокомпонентний шар матеріалу, що містить хром, титан і нікель, із заданими технічними характеристиками. Приклад здійснення пропонованого способу обробки поверхонь пар тертя. Процес іонно-плазмової обробки проводився на установці Булат 3Т, що дозволяє здійснювати технологічний процес із використанням багатоелектродного плазмового модуля на базі емісійного електродугового розряду. Як матеріали стандартних емісійних катодів були взяті титан і хром. Іонно-плазмовій обробці піддавалися поверхні деталей об'ємного гідроприводу, виготовлених зі сталі, марки 45. Перед обробкою поверхня деталей була очищена від забруднень із застосуванням ультразвукових коливань, знежирена, деталі надійно закріплені на оснащенні й поміщені у вакуумну камеру. Спочатку у вакуумній установці здійснюють попереднє іонне бомбардування оброблюваної поверхні деталі іонами хрому, при наступних режимах: вакуум 1×10-4 торр, струмі дуги 80А и напрузі 90В на протязі 7 хвилин, шляхом створення електродугового розряду між емісійними катодом і допоміжним анодом з утворенням у міжелектродному просторі плазми, подачу негативної напруги на оброблювану деталь із наступним частковим осадженням невеликої кількості хрому у вигляді окремих крапель. У результаті цього провадять очищення, розігрів і активацію поверхні з наступним частковим осадженням невеликої кількості хрому у вигляді окремих крапель. У процесі очищення іонним бомбардуванням (іонами, нейтральними електронами) досягають видалення газів і нагрівання поверхні деталей. Бомбардування поверхні дозволяє одержати атомно-чисту поверхню деталі, що підвищує швидкість поверхневих реакцій, які відбуваються при подальшому осадженні речовин. При цьому, нагрівання сприяє посиленню дифузійних процесів між покриттям і поверхнею. В цілому, очищення іонним бомбардуванням, нагрівання й активація оброблюваної деталі забезпечують високу адгезію до неї покриття. Далі, у герметичну камеру під тиском 2-7 Па подають азот або азотвмістний газ, чистотою 99,98%. В атмосфері азоту або азотвмістного газу на оброблювану поверхню при обертанні деталі наносять шар покриття шляхом безперервного іонного бомбардування поверхні деталі іонами титану й хрому в процесі одночасного їхнього розпилення із двох окремих емісійних катодів. На поверхню оброблюваної деталі в основному осаджуються вже сформовані молекули матеріалу покриття Ті Сr N. Процес ведуть при наступних режимах: тиску в камері 5×10-3 торр, негативній напрузі 150В на оброблюваній деталі, струмі дуги I 1 = 80А, струмі дуги І 2 = 70А, протягом 25 хвилин. При цьому забезпечується доступ металевої частини плазми електродугового розряду на оброблювану поверхню. Подача негативної напруги на оброблювану деталь на всіх етапах іонно-плазмової обробки необхідна для додання спрямованого руху позитивно заряджених іонів на оброблювану поверхню. Осадження нітриду титану й хрому в атмосфері азоту або азотвмістного газу при обертанні деталі дозволяє легше керувати складом покриття, змінюючи величини струму емісійного катода, їхньої кількості і потенціалу оброблюваної деталі. Оптимальні режими процесу нанесення покриття Ті Cr N з нітридів титану й хрому товщиною 6мкм на поверхні деталей об'ємного гідроприводу, виготовлених зі сталі марки 45, наведені в таблиці. Таблиця Матеріал Струм Струм Тиск Р, Напруга U, B Струм, І, А Час проведення t, хв емісійного катода дуги, I 1, А Дуги, І 2,А торр 1-й етап: очищення, розігрів і активація іонами хрому 7 хром 80 90 2 1×10-4 2-й етап: напилювання шару покриття в атмосфері азоту або азотвмістного газу 2 катоди: 1-й 25 80 70 150 3 5×10-3 хром, 2-й - титан У результаті осадження речовин на поверхню деталі, одержують багатокомпонентний шар матеріалу, що містить хром (Cr), титан (Ті) і нікель (N), який являє собою гомогенну кубічну фазу Ті Cr N (90:10) -зносостійкого покриття з нітридів титану й хрому товщиною 6мкм із заданими технічними характеристиками. При товщині шару покриття Ті Cr N з нітридів титану й хрому більше 6мкм зменшується адгезія покриття й пластичність поверхневого шару, що погіршує його робочі характеристики. Покриття товщиною менш 6мкм не дає істотного їхнього поліпшення. Застосування нітридів титану й хрому виявилося доцільним для виготовлення якісних покриттів Ті Cr N для деталей пар тертя, переважно сталевих деталей об'ємного гідроприводу, з підвищеними характеристиками мікротвердості, зносостійкості, корозійній стійкості й ковзання, а також довговічності оброблених деталей. Після проведення процесу іонно-плазмового напилювання були виготовлені мікрошліфи і визначена мікротвердість отриманого покриття на приладі ПМТ-3, а також зносостійкість покриття в лабораторних умовах. Як показали результати виміру й випробувань отримане покриття оброблених деталей забезпечує міцний зв'язок між матеріалом покриття й поверхнею деталі, і також внутрішні міцні зв'язки усередині покриття. При цьому, мікротвердість покриття становила 25-30ГПа. По даній корисній моделі проведені випробування стосовно до деталей об'ємного гідроприводу, які підтвердили одержання очікуваного позитивного ефекту. Результати випробувань показали, що деталі, оброблені за запропонованим способом, чим відомими, мають значно більше високу твердість, зносостійкість й корозійну стійкість. Заявлений спосіб обробки поверхонь пар тертя при його використанні дозволяє забезпечити збільшення довговічності і терміну служби деталей пристроїв, переважно сталевих деталей об'ємного гідроприводу. Джерела інформації. 1. Верещака А.С., Третьяков И.П. "Режущие инструменты с износостойкими покрытиями". - М.: Машиностроение, 1986г, 192с. 2. Авт. свід. SU №1067859 А1, М.кл.7 С 23 С 8/36. заявл: 1981.11.18, опубл. 2005.07.27 (прототип).
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treatment of surface of friction pairs
Автори англійськоюRyzhkov Yurii Volodymyrovych, Hlushkova Diana Borysivna, Liubchenko Anatolii Petrovych, Moschenok Vasyl Ivanovych
Назва патенту російськоюСпособ обработки поверхностей пар трения
Автори російськоюРыжков Юрий Владимирович, Глушкова Диана Борисовна, Любченко Анатолий Петрович, Мощенок Василий Иванович
МПК / Мітки
МПК: C23C 14/00
Мітки: пар, поверхонь, спосіб, тертя, обробки
Код посилання
<a href="https://ua.patents.su/2-31864-sposib-obrobki-poverkhon-par-tertya.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки поверхонь пар тертя</a>
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей
Номер патенту: 5680
Опубліковано: 15.03.2005
Автори: Шульга Іван Федорович, Лабунець Василь Федорович, Ляшенко Борис Артемович, Гресько Володимир Ларіонович, Марчук Володимир Єфремович
Мітки: спосіб, тертя, струмопровідних, обробки, поверхонь, електроіскрової, деталей
Формула / Реферат:
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей, при якому підключають до джерела живлення постійним струмом електрод-інструмент і деталь, подають на електрод-інструмент і деталь через ключ керування імпульси напруги прямої та зворотної полярності, який відрізняється тим, що підключають до джерела живлення постійним струмом щонайменше два електроди-інструменти, один з яких є анодом, а другий - катодом, при цьому подають...
Спосіб обробки поверхонь тертя струмопровідних деталей електроіскровим джерелом струму
Номер патенту: 5683
Опубліковано: 15.03.2005
Автори: Лабунець Василь Федорович, Гресько Володимир Ларіонович, Марчук Володимир Єфремович, Шульга Іван Федорович, Кудрін Анатолій Павлович
МПК: B23H 7/00
Мітки: спосіб, деталей, електроіскровим, поверхонь, струмопровідних, тертя, обробки, джерелом, струму
Формула / Реферат:
Спосіб обробки поверхонь тертя струмопровідних деталей електроіскровим джерелом струму, що включає встановлення деталі на верстат для електроіскрової обробки, утворення електродом-інструментом (катодом) заглиблень на поверхні тертя деталі, щоб зменшити зношування поверхні тертя, оброблюючи електродом-інструментом (анодом) поверхню тертя деталі, покривають шарами металів, що підвищують зношування, який відрізняється тим, що утворені...
Спосіб обробки поверхонь пар тертя
Номер патенту: 35512
Опубліковано: 15.01.2004
Автори: Агафонов Андрєй Константіновіч, Єськов Володимир Володимирович, Ніколаєв Олександр Петрович
МПК: F16C 33/14, C10M 125/10
Мітки: поверхонь, спосіб, пар, тертя, обробки
Формула / Реферат:
Спосіб обробки поверхонь пар тертя, що включає приготування ремонтно-відновлювального складу на основі порошку з природних серпентиновмістних порід і каталізаторів, змішування його з базовим маслом, подачу ремонтно-відновлювального складу в зону тертя і формування покриття при експлуатаційному навантаженні, який відрізняється тим, що перед подачею ремонтно-відновлювального складу в зону тертя проводять його активацію шляхом циклічного...
Спосіб обробки поверхонь тертя вузлів тертя
Номер патенту: 36226
Опубліковано: 16.04.2001
Автори: Нікітін Ігорь Владіміровіч, Зозуля Сергій Леонідович, Зозуля Володимир Леонідович, Бузов Володимир Валентинович, Гамідов Ельмін Аббас-огли, Александров Сергій Миколайович
МПК: C10M 129/40
Мітки: обробки, вузлів, тертя, спосіб, поверхонь
Текст:
...тертя вузлів тертя при експлуатаційному навантаженні, забезпечуючи поліпшення триботехнічних характеристик вузлів тертя за рахунок зниження коефіцієнту тертя та відновлевання зони тертя [7], але й тим, що пропонує принципово новий підхід до формування модифікованих поверхонь шляхом використання дисперсних стр уктур модифікатора з урахуванням класу точності та чистоти обробки поверхонь тертя у вузла х тертя. Такий підхід дозволяє поширити...
Спосіб обробки поверхонь пар тертя
Номер патенту: 65473
Опубліковано: 15.09.2006
Автори: Гоманюк Олександр Володимирович, Вовчук Богдан Вікторович
МПК: B61K 3/00, C10M 125/02, F16C 33/14
Мітки: поверхонь, обробки, спосіб, тертя, пар
Формула / Реферат:
Спосіб обробки поверхонь пар тертя, що включає готування серпентиновмісного ремонтно-відновлювального складу, подачу ремонтно-відновлювального складу в зону тертя і формування покриття при експлуатаційному навантаженні, який відрізняється тим, що готування ремонтно-відновлювального складу здійснюють змішуванням при нагріванні наступних інгредієнтів, мас. %: графіт - 55-80, серпентиновмісний компонент - 5-40, тальк - 5-14, до одержання...
Попередній патент: Спосіб пластики пахових кил
Наступний патент: Бачок для підживлювального середовища рослин
Випадковий патент: Спосіб вирощування ріпаку озимого в умовах південного степу україни