Спосіб виготовлення взуття
Формула / Реферат
1. Спосіб виготовлення взуття, що включає збирання взуття шляхом скріплення підошви та верху взуття між собою за допомогою клею з отриманням клейового шва, вистоювання готового взуття та зняття його з колодок, який відрізняється тим, що клейовий шов піддають опроміненню прискореними електронами при таких режимах: енергія електронів - 1,8-2,0 МеВ, поглинена доза - 10-20 Мрад.
2. Спосіб за п. 1, який відрізняється тим, що опромінення прискореними електронами проводять з боку підошви.
Текст
Корисна модель належить до взуттєвої промисловості, а саме до способів виготовлення взуття і може бути використана для всіх хімічних методів кріплення підошов до верху взуття - переважно клейового, а також литтєвого, пресової вулканізації та інших. При більшості хімічних способів кріплення підошов - вулканізації, литтєвому методі також передбачається промазування клеєм заготовки верха з боку підошви для кращого зчеплення - кращої вулканізації або кращого прилиття підошви. Враховуючи те, що при експлуатації взуття часто виявляється такий скритий дефект як відклеювання підошви, багато пар взуття виходить з ладу до закінчення гарантійного строку експлуатації, тому виникла необхідність дослідження факторів, які впливають на міцність кріплення підошов до верху взуття. Відомий литтєвий метод кріплення [Справочник обувщика. Проектирование обуви. - Материалы / Под ред. А.Н. Калиты. - М.: Легпромбытиздат, 1988], при якому затягують заготовку на устілку, шершавлять затяжну кромку промазують клеєм заготовку верха з боку підошви і формують підошву литтям. При цьому способі можливе відшаровування підошви від затяжної кромки в процесі експлуатації виробу. Відомий також спосіб виготовлення взуття з литтєвою підошвою [див. авт.св. СРСР №1098540, МПК А43В9/16, 10/00, опубл. 1984], при якому виконують отвори по периметру затяжної кромки заготовки верху, затягують заготовку верху на устілку, розміщують заготовку в прес-формі і утворюють підошву і ложе для стопи шляхом подачі до прес-форми під тиском матеріалу або речовини підошви у в'язкотекучому або рідинному стані з продавлюванням його через отвори для утворення замків, які скріплюють заготовку верху з підошвою. Відомий спосіб забезпечує більш надійне скріплення верху з підошвою, однак присутність джгута на підошві, а також затягування заготовки верху на основну устілку за допомогою ниток, клею, скобок ускладнює технологічний процес і приводить до великої маси і низької гнучкості виробу. Відомий також найбільш близький за технічною суттю до пропонованого спосіб виготовлення взуття клейовим методом [див. Справочник обувщика. Проектирование обуви. - Материалы / Под ред. А.Н. Калиты. - М.: Легпромбытиздат, 1988], який включає зборку взуття шляхом скріплення підошви та верху взуття між собою за допомогою клею з отриманням клейового шва, вистоювання готового взуття та зняття його з колодок, при цьому проводять термоактивацію клейових плівок і склеюють промазані поверхні між собою. Недоліком цього способу є можливість відшаровування підошви від затяжної кромки в процесі експлуатації виробу у зв'язку з недостатнім зчепленням плівки адгезиву з поверхнею субстрату. В основу корисної моделі покладено завдання розробити такий спосіб виготовлення взуття, який шляхом виконання додаткової технологічної операції - опромінення прискореними електронами клейового шва забезпечив би збільшення зчеплення плівки адгезиву з поверхнею субстрату, внаслідок чого значно підвищиться міцність клейового шва в процесі виробництва і під час експлуатації, а за рахунок проведення опромінення прискореними електронами з боку підошви забезпечується зменшення часу проведення операції опромінення прискореними електронами клейового шва та зменшення поглинутої дози випромінювання. Поставлене завдання вирішується тим, що у способі виготовлення взуття, який включає зборку взуття шляхом скріплення підошви та верху взуття між собою за допомогою клею з отриманням клейового шва, вистоювання готового взуття та зняття його з колодок, згідно корисної моделі клейовий шов піддають опроміненню прискореними електронами при таких режимах: енергія електронів - 1,8-2,0МеВ, поглинена доза 10-20Мрад, при найкращому варіанті реалізації цього способу опромінення прискореними електронами проводять з боку підошви. Теоретичні дослідження базуються на основних положеннях технології взуттєвого виробництва, а також теорії математичного моделювання, теоретичної механіки, теоріях адгезії, основах електрофізичної модифікації, фізико-хімії полімерів. Експериментальні дослідження по підвищенню міцності клейового шва після опромінення клейового шва прискореними електронами проводилися на реальному технологічному обладнанні із дотриманням вимог відповідних стандартів. На основі теоретичних узагальнень розроблена гіпотеза збільшення зчеплення плівки адгезиву з поверхнею субстрату під впливом дії на клейовий шов прискореними електронами, яка була успішно підтверджена результатами експериментальних досліджень. Встановлено, що опромінювання прискореними електронами не створює наведеної радіоактивності в опромінених виробах та здатне покращувати фізико-механічні характеристики полімерних матеріалів. Оптимальною дозою для електрофізичної модифікації клейового шва є така доза поглинутого випромінювання, при якій відбувається зшивання плівки адгезиву з поверхнею субстрату та при цьому не відбувається деструкція взуттєвих матеріалів, вона відповідає режимам: енергія електронів - 1,8-2,0МеВ, струм пучка - 4мА, поглинена доза - 10-20Мрад. Сила міжмолекулярної взаємодії обумовлюється дифузією ланцюгових молекул або їхніх сегментів, що забезпечує максимально можливе для кожної системи взаємопроникнення макромолекул, яке сприяє збільшенню молекулярного контакту. Варто відмітити, якщо адгезив наносять у вигляді розчину, а полімерний субстрат здатний набухати або розчинятися в цьому розчині, може відбуватися і помітна дифузія молекул субстрату в адгезив. Обидва ці процеси приводять до зникнення границі між фазами і до утворення спайки, яка представляє собою поступовий перехід від одного полімеру до іншого. Таким чином, адгезія полімерів розглядається як об'ємне явище. Адгезій на міцність практично ніколи не досягає свого граничного значення, оскільки активні групи молекул адгезиву ніколи не укладаються точно на активні місця субстрату. Однак можна припустити, що збільшення щільності укладання молекул можливе внаслідок підвищення їхньої рухливості. Внаслідок цього міцність адгезивного з'єднання зростає. Відповідно до дифузійної теорії міцність адгезивного з'єднання обумовлена молекулярними силами, які діють між взаємно переплетеними макромолекулами. Радіаційне опромінення полімерних матеріалів приводить до структурування їхньої будови. При проходженні в речовині первинні частинки передають енергію численним молекулам, викликаючи збудження та іонізацію. Збуджені молекули, тобто такі, які володіють надлишковою енергією (електронною, коливальною або обертальною), можуть передавати її іншим молекулам. Первинні радіаційно-хімічні процеси представлені на наступних схемах: [AB]- ; AB [AB]+ + e ; AB + e' AB [AB]* ; [AB]+ + e' [AB]** . Вторинні радіаційно-хімічні процеси, при яких відбувається перерозподіл первинної поглиненої енергії, і які визначають структуру кінцевих продуктів радіаційних перетворень. Це мономолекулярні процеси фрагментації. Нові активні частинки, які виникають при цьому - вільні радикали і вторинні іони - вступають у реакцію, внаслідок чого змінюється молекулярна структура матеріалу і утворюється речовина з новими властивостями. Наприклад, фрагментація первинної частинки (молекули або макромолекули) іонної природи: [AB]+ A+ + B. Використання радіаційного опромінювання прискореними електронами при пропонованих режимах для ініціювання полімеризації особливо перспективно внаслідок ланцюгової природи цього процесу. Міцність клейового з'єднання та його термостійкість підвищується до певної поглиненої дози, після чого починає монотонно знижуватися. До певної межі протікає процес зшивання плівки адгезиву з субстратом, відбувається активна взаємодія між молекулами матеріалів на поверхні розподілу та у середині матеріалу (своєрідне "прискорення" дифузійного процесу). Матеріали структуруються і перетворюються на єдину систему зі спільними молекулярними решітками. Така взаємодія обумовлює підвищення міцності клейового шва, перетворивши адгезив та субстрат у єдине ціле. З підвищенням поглиненої дози починає переважати процес деструкції і відбувається зниження фізико-механічних властивостей матеріалів та клейового з'єднання. Було проведено дослідження з метою виявлення впливу дії прискорених електронів на міцність клейового шва у взутті при клейовому методі кріплення. Результати дослідження довели, що міцність кріплення підошов до верху взуття підвищується із застосуванням пропонованого способу приблизно на 40% в порівнянні із способом, при якому клейовий шов не піддають опроміненню прискореними електронами і складає 74,5Н/см. В цілому ряді випадків при визначенні міцності клейового шва характер руйнування шва був когезійний. Це пояснюється утворенням додаткових поперечних зв'язків і зшиванням клейового шару з матеріалами взуття. Утворилася єдина просторова сітка між клейовим прошарком, гумою та шкірою для верху взуття. Завдяки такому перетворенню підвищилася міцність клейового шва. Приклад конкретної реалізації пропонованого способу Виготовляли взуття клейовим методом, здійснювали зборку взуття шляхом скріплення заздалегідь виготовленої підошви та верху взуття між собою за допомогою поліхлоропренового клею з отриманням клейового шва, при цьому здійснювали сушку клейової плівки після першого нанесення клею упродовж 20хв. при температурі 20±2°С, після другого нанесення клею здійснювали сушку клейової плівки - 40хв., при температурі 20±2°С, час термоактивації клейової плівки перед приклеюванням підошов - 3-5сек, taкт=250±2°С, після цього здійснювали приклеювання підошов до верху взуття і вистоювання на стилажах близько 30хв., готове взуття знімали з колодок і піддавали опроміненню прискореними електронами на прискорювачі електронів ИЛУ-6 при таких режимах: енергія електронів - 2,0МеВ, струм пучка - 4мА, поглинена доза - 15Мрад, при найкращому варіанті реалізації цього способу опромінення прискореними електронами проводять з боку підошви, при цьому взуття встановлюють на конвеєр підошвами догори та проводять опромінення прискореними електронами клейового шва, після чого взуття знімають з конвеєра та вистоюють його впродовж години, що сприяє зменшенню часу проведення операції опромінення прискореними електронами клейового шва та зменшенню поглинутої дози випромінювання.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for footwear making
Автори англійськоюBalabanova Olha Ihorivna
Назва патенту російськоюСпособ изготовления обуви
Автори російськоюБалабанова Ольга Игоревна
МПК / Мітки
МПК: C09J 1/00, A43B 9/00, A43D 86/00, C09J 5/02, A43B 13/00
Мітки: виготовлення, взуття, спосіб
Код посилання
<a href="https://ua.patents.su/2-32141-sposib-vigotovlennya-vzuttya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення взуття</a>
Спосіб виготовлення взуття з литтєвою підошвою
Номер патенту: 25271
Опубліковано: 30.10.1998
Автор: Зарецький Валерій Ігорович
МПК: A43D 35/00
Мітки: взуття, підошвою, литтєвою, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення взуття з литтєвою підошвою, при якому виконують отвори по периметру затяжного пруга заготовки верху, затягують заготовку верху на устілку, розміщують заготовку в прес-формі і утворюють підошву і ложе для стопи шляхом подачі до прес-форми під тиском матеріалу або речовини підошви у в'язкотекучому або рідинному стані з продавлюванням його через отвори для утворення замків, які скріплюють заготовку верху з підошвою, який...
Спосіб виготовлення шкір для верху взуття різних методів кріплення
Номер патенту: 66016
Опубліковано: 15.04.2004
Автори: Мерхальова Вероніка Сергіївна, Романь Олександра Степанівна, Горбачов Анатолій Андрійович, Кернер Сергій Моісейович, Аверкова Валентина Іванівна
МПК: C14C 3/00
Мітки: спосіб, різних, методів, виготовлення, шкір, кріплення, верху, взуття
Формула / Реферат:
Спосіб виготовлення шкір для верху взуття різних методів кріплення включає нейтралізацію, фарбування, жирування - наповнення синтанами, додублювання сполуками хрому, який відрізняється тим, що жирування напівфабрикату проводять в присутності карбаміду та гексаметилентетраміну протягом 60 хв., витрати становлять: жирувальних речовин - 6,0-8,0 %, карбаміду - 0,8-2,0 %, гексаметилентетраміну - 1,0-2,6 % від маси струганого напівфабрикату,...
Взуття

Номер патенту: 66618
Опубліковано: 17.05.2004
Автори: Зарецький Валерій Ігорович, Григорук Олег Миколайович
МПК: A43B 3/00
Мітки: взуття
Формула / Реферат:
Взуття, яке містить підошву, виготовлену за одне ціле з верхом, виконаним з можливістю відгинання від підошви його зовнішньої і внутрішньої частин, з'єднаних між собою, яке відрізняється тим, що підошва виконана двошаровою, нижній шар якої виступає за межі верхнього шару в носовій частині, а не менш ніж один спільний кінець зовнішньої і внутрішньої частин закріплений в носовій частині підошви.
Спосіб виготовлення взуття для спортивних бальних танців
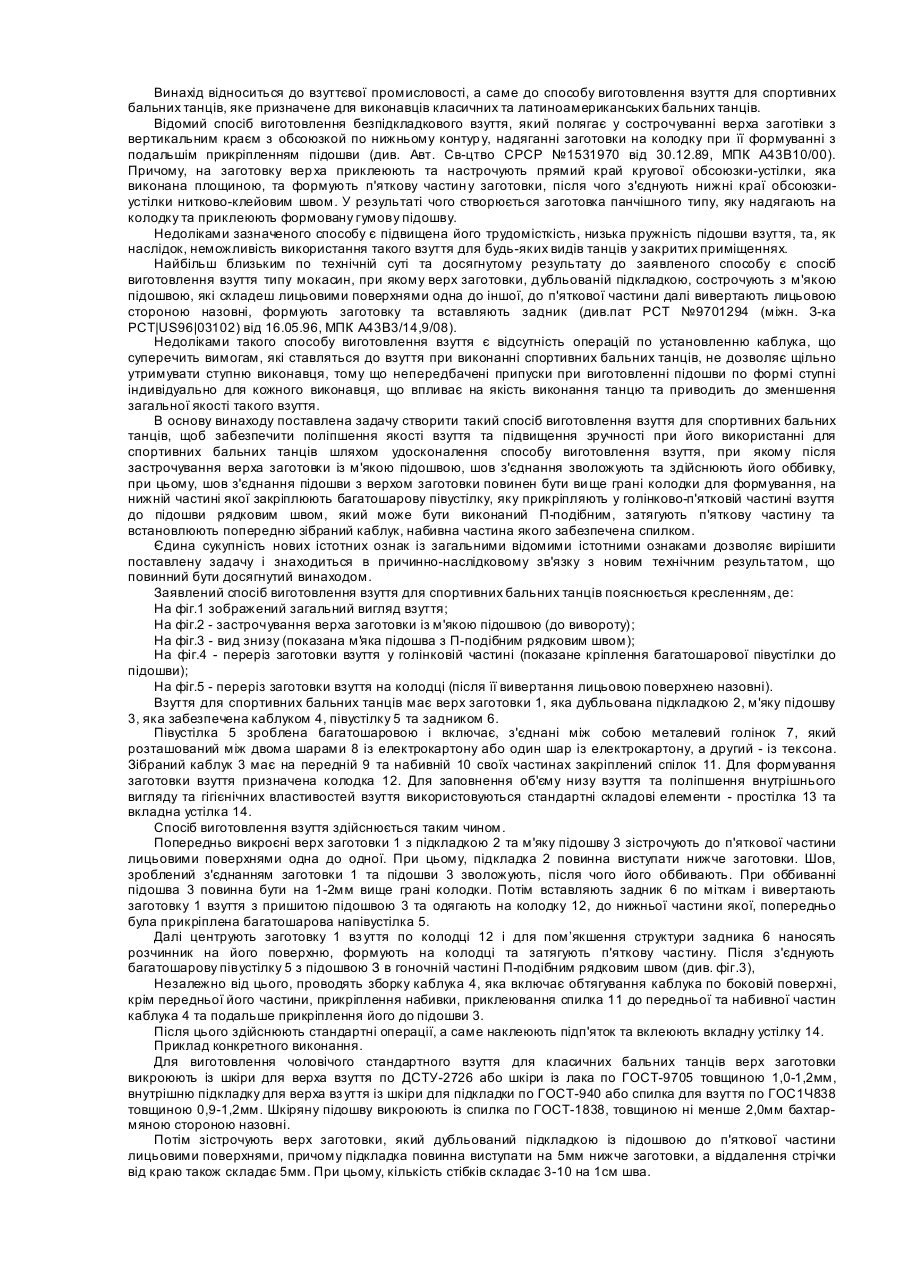
Номер патенту: 64450
Опубліковано: 15.02.2005
Автор: Бабенко Микола Семенович
МПК: A43B 5/00
Мітки: взуття, виготовлення, спосіб, бальних, спортивних, танців
Формула / Реферат:
1. Подрібнювач рослинної маси, який складається з кожуха, в якому на валу встановлений диск з відрізними ножами, розташованими по один бік від нього з щілиною до протирізальної пластини, а також викидні лопатки, який відрізняється тим, що вал розташований поперечно до напрямку подачі рослинної маси в подрібнювач, а диск - паралельно цьому напрямку, відрізні ножі встановлені на обох бокових поверхнях диска, а протирізальна пластина виконана...
Взуття
Номер патенту: 13136
Опубліковано: 15.03.2006
Автор: Суменко Юлія Анатоліївна
МПК: A43B 1/00
Мітки: взуття
Формула / Реферат:
1. Взуття, яке містить верх та прикріплену до нього підошву, яке відрізняється тим, що верх включає основу з нетканого матеріалу, з нанесеним на неї натуральним або штучним волоссям.2. Взуття за п. 1, яке відрізняється тим, що основа виконана клейовою.3. Взуття за п. 1-2, яке відрізняється тим, що основа покрита суцільним шаром з щільно розташованих паралельних волосин.4. Взуття за п. 1-3, яке відрізняється тим, що верх...