Спосіб виготовлення взуття з литтєвою підошвою

Формула / Реферат
1. Спосіб виготовлення взуття з литтєвою підошвою, при якому виконують отвори по периметру затяжного пруга заготовки верху, затягують заготовку верху на устілку, розміщують заготовку в прес-формі і утворюють підошву і ложе для стопи шляхом подачі до прес-форми під тиском матеріалу або речовини підошви у в'язкотекучому або рідинному стані з продавлюванням його через отвори для утворення замків, які скріплюють заготовку верху з підошвою, який відрізняється тим, що заготовку верху затягують за допомогою стяжок, виконаних у вигляді гнучкого стержня з фіксаторами, при цьому устілку виконують вкладною, зі сторони підошви на устілці виконують ущільнюючий пруг по контуру, який має покриття, нейтральне по відношенню до матеріалу підошви.
2. Спосіб за п.1, який відрізняється тим, що стяжки розміщують паралельно базисним лініям сліду взуття в геленковій і радіально-паралельно в носочній і п'яточній частинах сліду взуття.
Текст
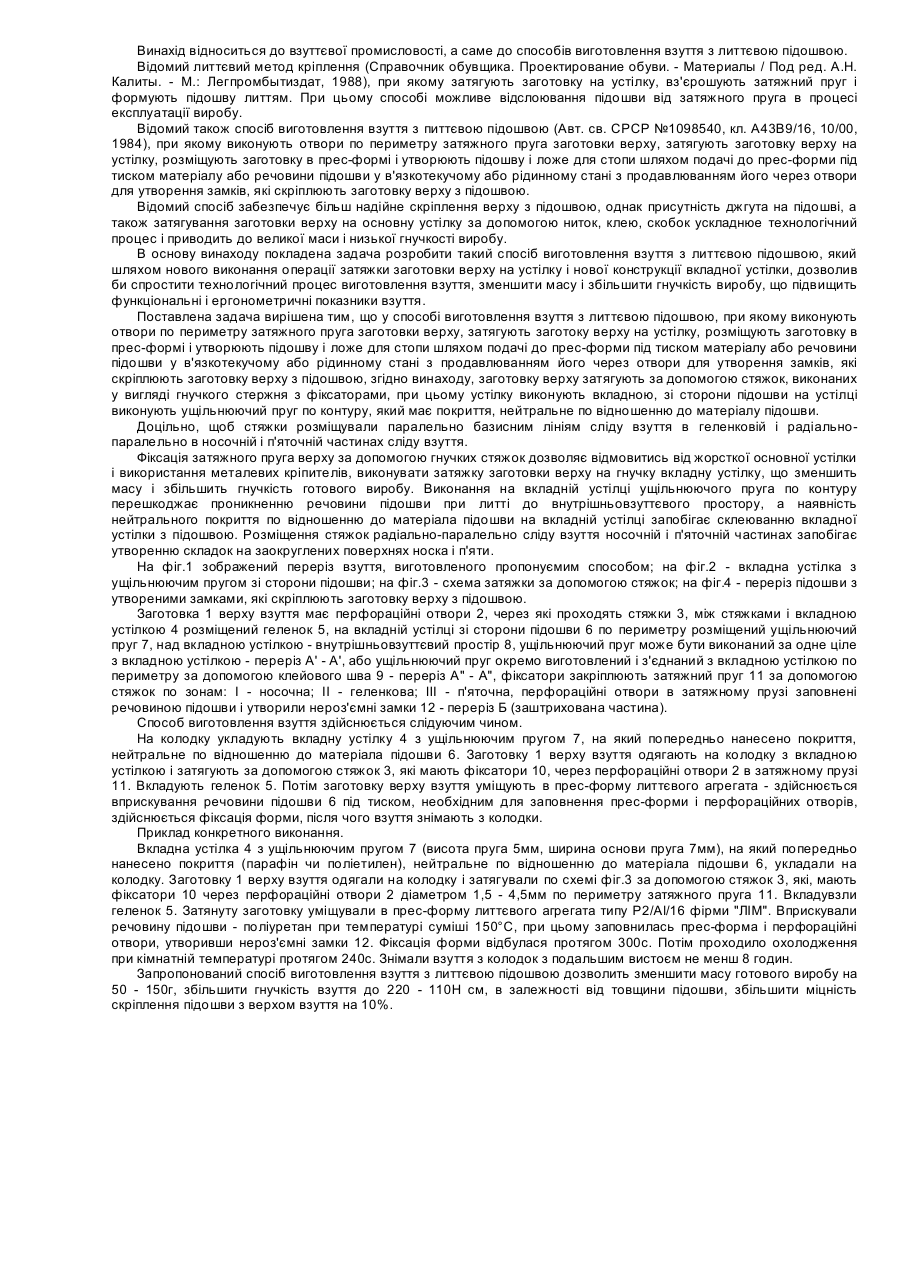
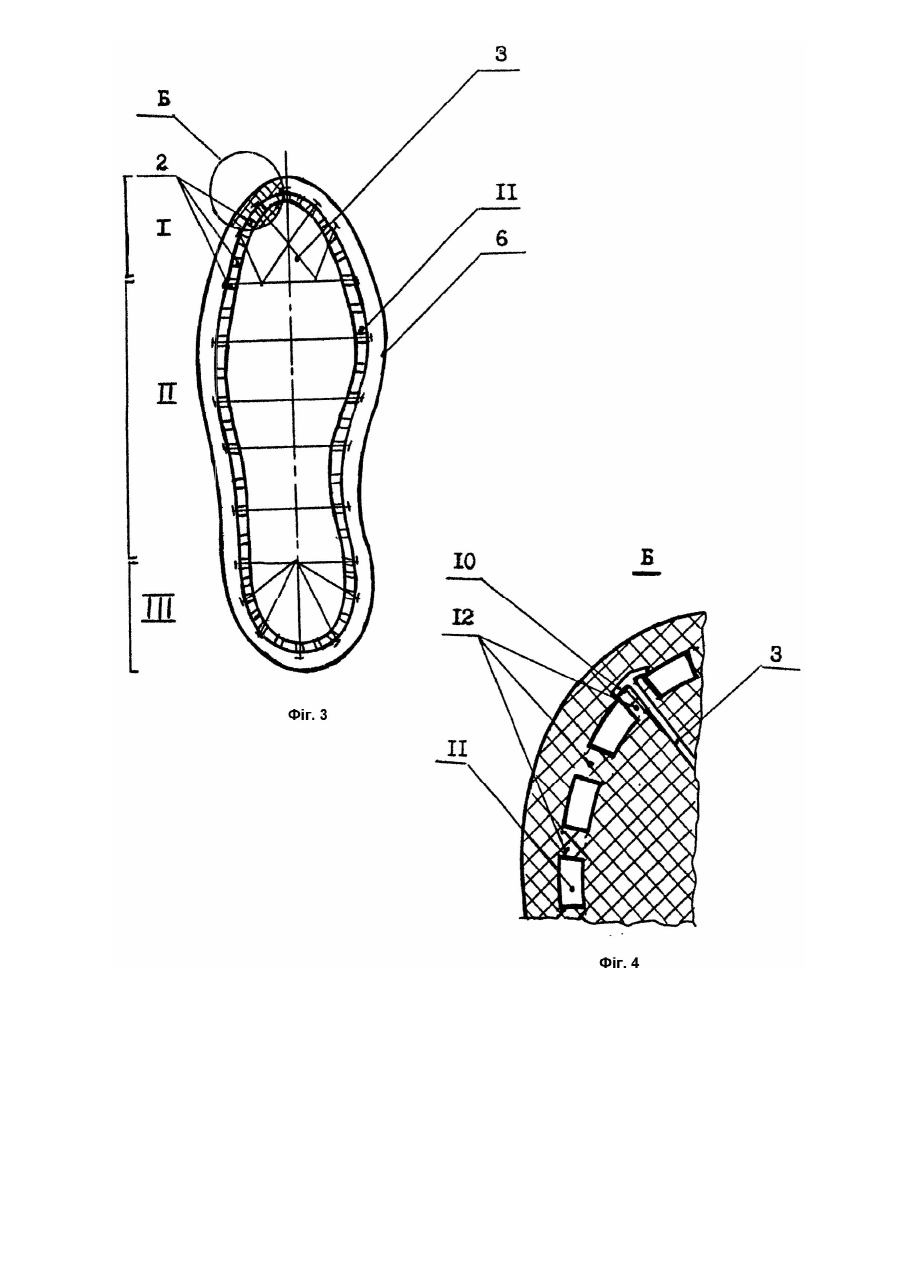
Винахід відноситься до взуттєвої промисловості, а саме до способів виготовлення взуття з литтєвою підошвою. Відомий литтєвий метод кріплення (Справочник обувщика. Проектирование обуви. - Материалы / Под ред. А.Н. Калиты. - М.: Легпромбытиздат, 1988), при якому затягують заготовку на устілку, вз'єрошують затяжний пруг і формують підошву литтям. При цьому способі можливе відслоювання підошви від затяжного пруга в процесі експлуатації виробу. Відомий також спосіб виготовлення взуття з питтєвою підошвою (Авт. св. СРСР №1098540, кл. A43B9/16, 10/00, 1984), при якому виконують отвори по периметру затяжного пруга заготовки верху, затягують заготовку верху на устілку, розміщують заготовку в прес-формі і утворюють підошву і ложе для стопи шляхом подачі до прес-форми під тиском матеріалу або речовини підошви у в'язкотекучому або рідинному стані з продавлюванням його через отвори для утворення замків, які скріплюють заготовку верху з підошвою. Відомий спосіб забезпечує більш надійне скріплення верху з підошвою, однак присутність джгута на підошві, а також затягування заготовки верху на основну устілку за допомогою ниток, клею, скобок ускладнюе технологічний процес і приводить до великої маси і низької гнучкості виробу. В основу винаходу покладена задача розробити такий спосіб виготовлення взуття з литтєвою підошвою, який шляхом нового виконання операції затяжки заготовки верху на устілку і нової конструкції вкладної устілки, дозволив би спростити технологічний процес виготовлення взуття, зменшити масу і збільшити гнучкість виробу, що підвищить функціональні і ергонометричні показники взуття. Поставлена задача вирішена тим, що у способі виготовлення взуття з литтєвою підошвою, при якому виконують отвори по периметру затяжного пруга заготовки верху, затягують заготоку верху на устілку, розміщують заготовку в прес-формі і утворюють підошву і ложе для стопи шляхом подачі до прес-форми під тиском матеріалу або речовини підошви у в'язкотекучому або рідинному стані з продавлюванням його через отвори для утворення замків, які скріплюють заготовку верху з підошвою, згідно винаходу, заготовку верху затягують за допомогою стяжок, виконаних у вигляді гнучкого стержня з фіксаторами, при цьому устілку виконують вкладною, зі сторони підошви на устілці виконують ущільнюючий пруг по контуру, який має покриття, нейтральне по відношенню до матеріалу підошви. Доцільно, щоб стяжки розміщували паралельно базисним лініям сліду взуття в геленковій і радіальнопаралельно в носочній і п'яточній частинах сліду взуття. Фіксація затяжного пруга верху за допомогою гнучких стяжок дозволяє відмовитись від жорсткої основної устілки і використання металевих кріпителів, виконувати затяжку заготовки верху на гнучку вкладну устілку, що зменшить масу і збільшить гнучкість готового виробу. Виконання на вкладній устілці ущільнюючого пруга по контуру перешкоджає проникненню речовини підошви при литті до внутрішньовзуттєвого простору, а наявність нейтрального покриття по відношенню до матеріала підошви на вкладній устілці запобігає склеюванню вкладної устілки з підошвою. Розміщення стяжок радіально-паралельно сліду взуття носочній і п'яточній частинах запобігає утворенню складок на заокруглених поверхнях носка і п'яти. На фіг.1 зображений переріз взуття, виготовленого пропонуємим способом; на фіг.2 - вкладна устілка з ущільнюючим пругом зі сторони підошви; на фіг.3 - схема затяжки за допомогою стяжок; на фіг.4 - переріз підошви з утвореними замками, які скріплюють заготовку верху з підошвою. Заготовка 1 верху взуття має перфораційні отвори 2, через які проходять стяжки 3, між стяжками і вкладною устілкою 4 розміщений геленок 5, на вкладній устілці зі сторони підошви 6 по периметру розміщений ущільнюючий пруг 7, над вкладною устілкою - внутрішньовзуттєвий простір 8, ущільнюючий пруг може бути виконаний за одне ціле з вкладною устілкою - переріз А' - А', або ущільнюючий пруг окремо виготовлений і з'єднаний з вкладною устілкою по периметру за допомогою клейового шва 9 - переріз А" - А", фіксатори закріплюють затяжний пруг 11 за допомогою стяжок по зонам: I - носочна; II - геленкова; III - п'яточна, перфораційні отвори в затяжному прузі заповнені речовиною підошви і утворили нероз'ємні замки 12 - переріз Б (заштрихована частина). Способ виготовлення взуття здійснюється слідуючим чином. На колодку укладують вкладну устілку 4 з ущільнюючим пругом 7, на який попередньо нанесено покриття, нейтральне по відношенню до матеріала підошви 6. Заготовку 1 верху взуття одягають на колодку з вкладною устілкою і затягують за допомогою стяжок 3, які мають фіксатори 10, через перфораційні отвори 2 в затяжному прузі 11. Вкладують геленок 5. Потім заготовку верху взуття уміщують в прес-форму литтєвого агрегата - здійснюється вприскування речовини підошви 6 під тиском, необхідним для заповнення прес-форми і перфораційних отворів, здійснюється фіксація форми, після чого взуття знімають з колодки. Приклад конкретного виконання. Вкладна устілка 4 з ущільнюючим пругом 7 (висота пруга 5мм, ширина основи пруга 7мм), на який попередньо нанесено покриття (парафін чи поліетилен), нейтральне по відношенню до матеріала підошви 6, укладали на колодку. Заготовку 1 верху взуття одягали на колодку і затягували по схемі фіг.3 за допомогою стяжок 3, які, мають фіксатори 10 через перфораційні отвори 2 діаметром 1,5 - 4,5мм по периметру затяжного пруга 11. Вкладувзли геленок 5. Затянуту заготовку уміщували в прес-форму литтєвого агрегата типу P2/Al/16 фірми "ЛІМ". Вприскували речовину підошви - поліуретан при температурі суміші 150°C, при цьому заповнилась прес-форма і перфораційні отвори, утворивши нероз'ємні замки 12. Фіксація форми відбулася протягом 300с. Потім проходило охолодження при кімнатній температурі протягом 240с. Знімали взуття з колодок з подальшим вистоєм не менш 8 годин. Запропонований спосіб виготовлення взуття з литтєвою підошвою дозволить зменшити масу готового виробу на 50 - 150г, збільшити гнучкість взуття до 220 - 110Н см, в залежності від товщини підошви, збільшити міцність скріплення підошви з верхом взуття на 10%.
ДивитисяДодаткова інформація
МПК / Мітки
МПК: A43D 35/00
Мітки: виготовлення, литтєвою, підошвою, взуття, спосіб
Код посилання
<a href="https://ua.patents.su/3-25271-sposib-vigotovlennya-vzuttya-z-littehvoyu-pidoshvoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення взуття з литтєвою підошвою</a>
Спосіб виготовлення взуття для захисту від радіації
Номер патенту: 10070
Опубліковано: 30.09.1996
Автори: Лобза Георгій Семенович, Капітанов Константін Автономовіч
Мітки: взуття, захисту, виготовлення, спосіб, радіації
Формула / Реферат:
Способ изготовления обуви для защиты от радиации, включающий сборку заготовки верха, формование на колодке, подготовку следа к литью низа, формование и крепление низа из пенополиуретана методом литья, отличающийся тем, что в исходные компоненты материала низа перед литьем вводят экранирующую добавку, состоящую из соединений редкоземельных элементов и сурьмы в соответствии 4:1-1:4 с молекулярной массой 293-351 и кристаллической плотностью...
Спосіб сушіння валяного взуття
Номер патенту: 21482
Опубліковано: 16.12.1997
Автори: Балабан Степан Миколайович, Ханик Ярослав Миколайович
МПК: F26B 3/02
Мітки: сушіння, взуття, валяного, спосіб
Формула / Реферат:
Спосіб сушіння валяного взуття, що складається з розміщення валяного взуття на перфорованій колодці під путом 10-36° до горизонтальної площини і продування через його стінки теплоносія під тиском, який відрізняється тим, що валяне взуття піддають сушінню в першій зоні з подачею теплоносія до внутрішньої поверхні і видуванням його з валяного взуття при температурі 130-135°С і перепаді тиску між внутрішньою і зовнішньою поверхнями валяного...
Спосіб дублення шкіри для низу взуття
Номер патенту: 6478
Опубліковано: 29.12.1994
Автори: Кістечко Іван Миколайович, Ткачук Алла Григорівна, Сухомлінова Наталія Борисівна, Чайковський Роман Іванович
МПК: C14C 3/00
Мітки: дублення, низу, спосіб, шкіри, взуття
Формула / Реферат:
1. Спосіб дублення шкіри для низу взуття, що включає обробку хромованої голини дубниками в дві стадії з використанням на другій стадії алюмінієвого галуна, який відрізняється тим, що хромовану голину обробляють синтетичними дубниками або сумішшю синтетичних і рослинних, дубників при вмісті в нихдублячих речовин в кількості 7,0-9,0% від маси голини, з добавленням на першій стадії в дубильний розчин диспергатора при співвідношенні дублячих...
Взуття, що вентилюється
Номер патенту: 21108
Опубліковано: 04.11.1997
Автор: Черкащенко Григорій Миколайович
МПК: A43B 7/00
Мітки: взуття, вентилюється
Формула / Реферат:
1. Вентилируемая обувь, содержащая заготовку верха с подошвой и стелькой, имеющей воздуховоды, воздухоприемную камеру и связанную с ней систему подачи и отвода воздуха с впускным и выпускными клапанами, отличающаяся тем, что воздухоприемная камера закреплена в обуви в зоне расположения продольно-поперечного свода стопы человека.2. Вентилируемая обувь по п. 1, отличающаяся тем, что воздухоприемная камера имеет конфигурацию свода...
Взуття для захисту від вібрації
Номер патенту: 3336
Опубліковано: 27.12.1994
Автори: Заруцький Костянтин Сергійович, Нестеров Владислав Петрович, Жбанков Юрій Борисович, Коренчук Тетяна Романівна, Круглова Ганна Іванівна
МПК: A43B 7/32
Мітки: вібрації, взуття, захисту
Формула / Реферат:
1. Обувь для защиты от вибрации, содержащая верх и узел низа, выполненный из нескольких слоев, включая опорный слой, отличающаяся тем, что узел низа состоит из пары демпфирующих слоев, между которыми размещен жесткий слой и клинообразный элемент с продольными разрезами в геленочной части и сквозными отверстиями в пяточной части, установленный в пяточной части узла низа до области, соответствующей своду стопы.2. Обувь для защиты от...
Попередній патент: Привод каретки плосков’язальної машини
Наступний патент: Привід каретки плосков’язальної машини
Випадковий патент: Важільно-крутильний механізм з перетворенням зворотно-поступального руху в обертальний без мертвих точок