Прес-форма для виготовлення робочого шару абразивного інструменту
Номер патенту: 32236
Опубліковано: 12.05.2008
Автори: Пасічний Олег Олегович, Лавріненко Валерій Іванович, Ситник Борис Васильович
Формула / Реферат
Прес-форма для виготовлення робочого шару абразивного інструменту, що містить зустрічно встановлені верхній та нижній пуансони, між якими розташовано охоплену обоймою матрицю, яка утворює в збиранні з пуансонами і центрально встановленим вкладишем пресову камеру, яка відрізняється тим, що вкладиш виконано східчастим, причому східець більшого діаметра вкладиша знаходиться в центральній його частині, консолі пропущені через наскрізні отвори верхнього та нижнього пуансонів, а матриця складається з двох півкілець.
Текст
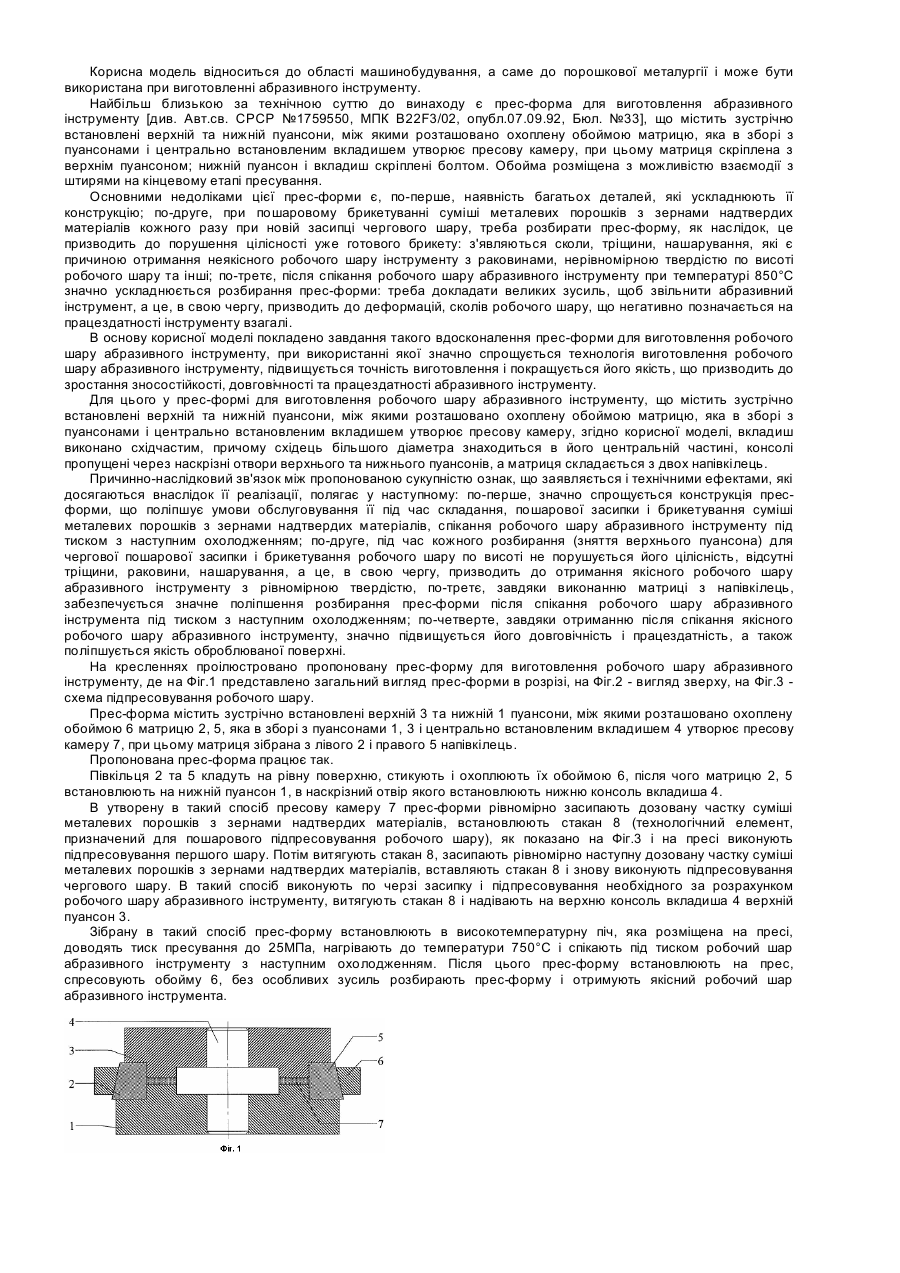
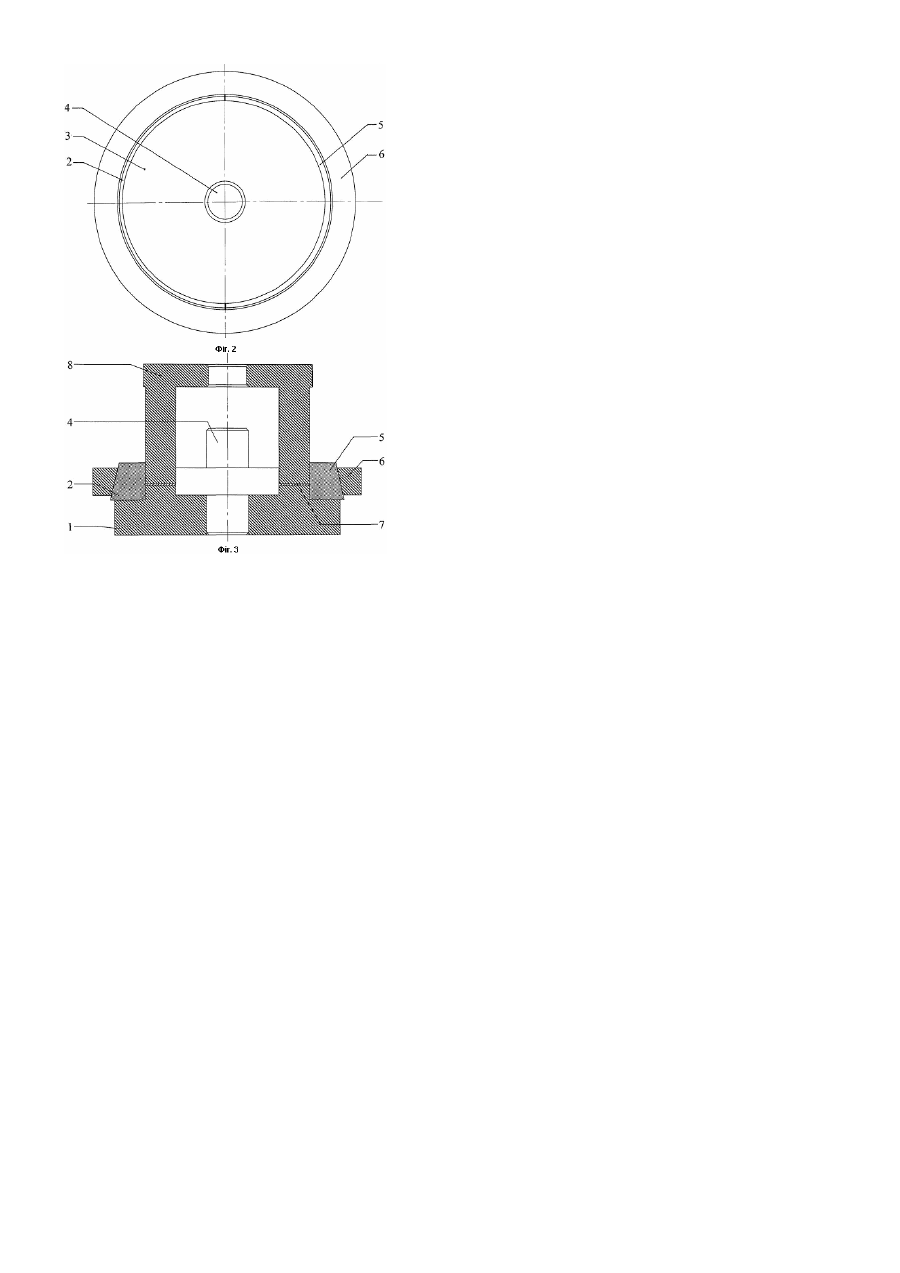
Корисна модель відноситься до області машинобудування, а саме до порошкової металургії і може бути використана при виготовленні абразивного інструменту. Найбільш близькою за технічною суттю до винаходу є прес-форма для виготовлення абразивного інструменту [див. Авт.св. СРСР №1759550, МПК В22F3/02, опубл.07.09.92, Бюл. №33], що містить зустрічно встановлені верхній та нижній пуансони, між якими розташовано охоплену обоймою матрицю, яка в зборі з пуансонами і центрально встановленим вкладишем утворює пресову камеру, при цьому матриця скріплена з верхнім пуансоном; нижній пуансон і вкладиш скріплені болтом. Обойма розміщена з можливістю взаємодії з штирями на кінцевому етапі пресування. Основними недоліками цієї прес-форми є, по-перше, наявність багатьох деталей, які ускладнюють її конструкцію; по-друге, при пошаровому брикетуванні суміші металевих порошків з зернами надтвердих матеріалів кожного разу при новій засипці чергового шару, треба розбирати прес-форму, як наслідок, це призводить до порушення цілісності уже готового брикету: з'являються сколи, тріщини, нашарування, які є причиною отримання неякісного робочого шару інструменту з раковинами, нерівномірною твердістю по висоті робочого шару та інші; по-третє, після спікання робочого шару абразивного інструменту при температурі 850°С значно ускладнюється розбирання прес-форми: треба докладати великих зусиль, щоб звільнити абразивний інструмент, а це, в свою чергу, призводить до деформацій, сколів робочого шару, що негативно позначається на працездатності інструменту взагалі. В основу корисної моделі покладено завдання такого вдосконалення прес-форми для виготовлення робочого шару абразивного інструменту, при використанні якої значно спрощується технологія виготовлення робочого шару абразивного інструменту, підвищується точність виготовлення і покращується його якість, що призводить до зростання зносостійкості, довговічності та працездатності абразивного інструменту. Для цього у прес-формі для виготовлення робочого шару абразивного інструменту, що містить зустрічно встановлені верхній та нижній пуансони, між якими розташовано охоплену обоймою матрицю, яка в зборі з пуансонами і центрально встановленим вкладишем утворює пресову камеру, згідно корисної моделі, вкладиш виконано східчастим, причому східець більшого діаметра знаходиться в його центральній частині, консолі пропущені через наскрізні отвори верхнього та нижнього пуансонів, а матриця складається з двох напівкілець. Причинно-наслідковий зв'язок між пропонованою сукупністю ознак, що заявляється і технічними ефектами, які досягаються внаслідок її реалізації, полягає у наступному: по-перше, значно спрощується конструкція пресформи, що поліпшує умови обслуговування її під час складання, пошарової засипки і брикетування суміші металевих порошків з зернами надтвердих матеріалів, спікання робочого шару абразивного інструменту під тиском з наступним охолодженням; по-друге, під час кожного розбирання (зняття верхнього пуансона) для чергової пошарової засипки і брикетування робочого шару по висоті не порушується його цілісність, відсутні тріщини, раковини, нашарування, а це, в свою чергу, призводить до отримання якісного робочого шару абразивного інструменту з рівномірною твердістю, по-третє, завдяки виконанню матриці з напівкілець, забезпечується значне поліпшення розбирання прес-форми після спікання робочого шару абразивного інструмента під тиском з наступним охолодженням; по-четверте, завдяки отриманню після спікання якісного робочого шару абразивного інструменту, значно підвищується його довговічність і працездатність, а також поліпшується якість оброблюваної поверхні. На кресленнях проілюстровано пропоновану прес-форму для виготовлення робочого шару абразивного інструменту, де на Фіг.1 представлено загальний вигляд прес-форми в розрізі, на Фіг.2 - вигляд зверху, на Фіг.3 схема підпресовування робочого шару. Прес-форма містить зустрічно встановлені верхній 3 та нижній 1 пуансони, між якими розташовано охоплену обоймою 6 матрицю 2, 5, яка в зборі з пуансонами 1, 3 і центрально встановленим вкладишем 4 утворює пресову камеру 7, при цьому матриця зібрана з лівого 2 і правого 5 напівкілець. Пропонована прес-форма працює так. Півкільця 2 та 5 кладуть на рівну поверхню, стикують і охоплюють їх обоймою 6, після чого матрицю 2, 5 встановлюють на нижній пуансон 1, в наскрізний отвір якого встановлюють нижню консоль вкладиша 4. В утворену в такий спосіб пресову камеру 7 прес-форми рівномірно засипають дозовану частку суміші металевих порошків з зернами надтвердих матеріалів, встановлюють стакан 8 (технологічний елемент, призначений для пошарового підпресовування робочого шару), як показано на Фіг.3 і на пресі виконують підпресовування першого шару. Потім витягують стакан 8, засипають рівномірно наступну дозовану частку суміші металевих порошків з зернами надтвердих матеріалів, вставляють стакан 8 і знову виконують підпресовування чергового шару. В такий спосіб виконують по черзі засипку і підпресовування необхідного за розрахунком робочого шару абразивного інструменту, витягують стакан 8 і надівають на верхню консоль вкладиша 4 верхній пуансон 3. Зібрану в такий спосіб прес-форму встановлюють в високотемпературну піч, яка розміщена на пресі, доводять тиск пресування до 25МПа, нагрівають до температури 750°С і спікають під тиском робочий шар абразивного інструменту з наступним охолодженням. Після цього прес-форму встановлюють на прес, спресовують обойму 6, без особливих зусиль розбирають прес-форму і отримують якісний робочий шар абразивного інструмента.
ДивитисяДодаткова інформація
Назва патенту англійськоюMold for producing operating layer of abrasive tool
Автори англійськоюLavrinenko Valerii Ivanovych, Sytnyk Borys Vasyliovych, Pasichnyi Oleh Olehovych
Назва патенту російськоюПресс-форма для изготовления рабочего слоя абразивного инструмента
Автори російськоюЛавриненко Валерий Иванович, Сытник Борис Васильевич, Пасичный Олег Олегович
МПК / Мітки
МПК: B22F 3/02
Мітки: виготовлення, прес-форма, шару, інструменту, абразивного, робочого
Код посилання
<a href="https://ua.patents.su/2-32236-pres-forma-dlya-vigotovlennya-robochogo-sharu-abrazivnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Прес-форма для виготовлення робочого шару абразивного інструменту</a>
Спосіб виготовлення робочого шару абразивного інструменту
Номер патенту: 26338
Опубліковано: 10.09.2007
Автори: Лавріненко Валерій Іванович, Ткач Василь Миколайович, Ситник Борис Васильович, Пасічний Олег Олегович
МПК: B24D 3/00
Мітки: шару, спосіб, інструменту, робочого, виготовлення, абразивного
Формула / Реферат:
Спосіб виготовлення робочого шару абразивного інструменту, що включає приготування суміші металевих порошків з зернами надтвердих матеріалів, засипку, брикетування і спікання її в прес-формі під тиском при температурі, нижчій за температуру плавлення хоча б одного з компонентів, з наступним охолодженням, який відрізняється тим, що брикетування по висоті робочого шару інструменту здійснюють пошарово.
Прес-форма для виготовлення абразивного інструменту, переважно відрізних кругів
Номер патенту: 30100
Опубліковано: 15.11.2000
Автор: Ігнатенко Валерій Іванович
МПК: B30B 15/00, B22F 3/14
Мітки: відрізних, абразивного, виготовлення, інструменту, прес-форма, кругів, переважно
Формула / Реферат:
1. Прес-форма для виготовлення абразивного інструмента, переважно відрізних кругів, що містить матрицю, яка охоплює зустрічно встановлені пуансони і розміщені усередині них накладки, що утворюють у зборі пресову камеру, причому кожна з накладок складається з двох елементів: вертикального, який обмежує пресову камеру зсередини, і горизонтального, призначеного для взаємодії з корпусом інструмента, яка відрізняється тим, що матриця виконана у...
Маса для виготовлення робочого шару абразивного інструменту
Номер патенту: 55047
Опубліковано: 17.03.2003
Автори: Крамар Владислав Григорович, Філатов Юрій Данилович, Скрябін Віктор Валерійович, Сидорко Володимир Ігорович, Новіков Микола Васильович
МПК: B24D 3/20
Мітки: інструменту, шару, робочого, виготовлення, абразивного, маса
Формула / Реферат:
1. Маса для виготовлення робочого шару абразивного інструменту, що містить абразивний порошок і органічне зв'язуюче, яка відрізняється тим, що як органічне зв'язуюче вона містить поліетилентерефталат при наступному співвідношенні компонентів, ваг. %: поліетилентерефталат 40-99 абразив 1-60. 2. Маса за п. 1, яка відрізняється тим, що як абразив використано алмазний...
Прес-форма для виготовлення абразивного інструменту, переважно відрізних кругів
Номер патенту: 82644
Опубліковано: 12.05.2008
Автор: Ігнатенко Валерій Іванович
МПК: B22F 3/14, B30B 15/00
Мітки: виготовлення, переважно, кругів, прес-форма, абразивного, інструменту, відрізних
Формула / Реферат:
1. Прес-форма для виготовлення абразивного інструменту, переважно відрізних кругів, що містить матрицю, пуансони та накладки, які утворюють своїми робочими поверхнями пресову камеру, причому кожна з накладок складається з двох елементів: вертикального, який обмежує пресову камеру зсередини, і горизонтального, що контактує з корпусом інструменту, яка відрізняється тим, що матриця виконана у вигляді щонайменше двох дисків - верхнього та...
Прес-форма для виготовлення абразивного інструменту з надтвердих матеріалів, переважно відрізних кругів
Номер патенту: 74208
Опубліковано: 15.11.2005
Автор: Ігнатенко Валерій Іванович
МПК: B30B 15/02, B22F 3/14, B30B 15/00, B22F 3/03
Мітки: прес-форма, відрізних, абразивного, матеріалів, виготовлення, кругів, переважно, інструменту, надтвердих
Формула / Реферат:
1. Прес-форма для виготовлення абразивного інструменту з надтвердих матеріалів, переважно відрізних кругів, що містить матрицю, яка охоплює зустрічно встановлені пуансони і розміщені усередині прес-форми та прилеглі до них накладки, що утворюють у зборі пресову камеру, причому кожна з накладок складається з двох елементів: вертикального, який обмежує пресову камеру зсередини, і горизонтального, призначеного для взаємодії з корпусом основи...
Попередній патент: Спосіб спікання композиційного матеріалу на основі порошків алмазу
Наступний патент: Електродвигун поляризованого типу із збільшеним магнітним потоком
Випадковий патент: Спосіб зажиттєвої діагностики дирофіляріозу собак