Прес-форма для виготовлення абразивного інструменту з надтвердих матеріалів, переважно відрізних кругів
Формула / Реферат
1. Прес-форма для виготовлення абразивного інструменту з надтвердих матеріалів, переважно відрізних кругів, що містить матрицю, яка охоплює зустрічно встановлені пуансони і розміщені усередині прес-форми та прилеглі до них накладки, що утворюють у зборі пресову камеру, причому кожна з накладок складається з двох елементів: вертикального, який обмежує пресову камеру зсередини, і горизонтального, призначеного для взаємодії з корпусом основи абразивного інструменту, яка відрізняється тим, що матриця виконана у вигляді цілісного кільця, внутрішню поверхню якого складають бокова поверхня зрізаного конуса і зв'язані з нею циліндричні поверхні, що контактують з пуансонами різних товщин, що є основами зрізаного конуса, висота якого дорівнює висоті пресової камери наприкінці пресування.
2. Прес-форма за п. 1, яка відрізняється тим, що з конічною поверхнею матриці зв'язана тільки одна її циліндрична поверхня, яка контактує з пуансоном меншого діаметра, при цьому пуансон більшого діаметра контактує зовнішньою конічною поверхнею з конічною поверхнею матриці.
3. Прес-форма за п. 1, яка відрізняється тим, що пуансони з'єднано з відповідно контактуючими з ними накладками в цілісні деталі-диски.
Текст
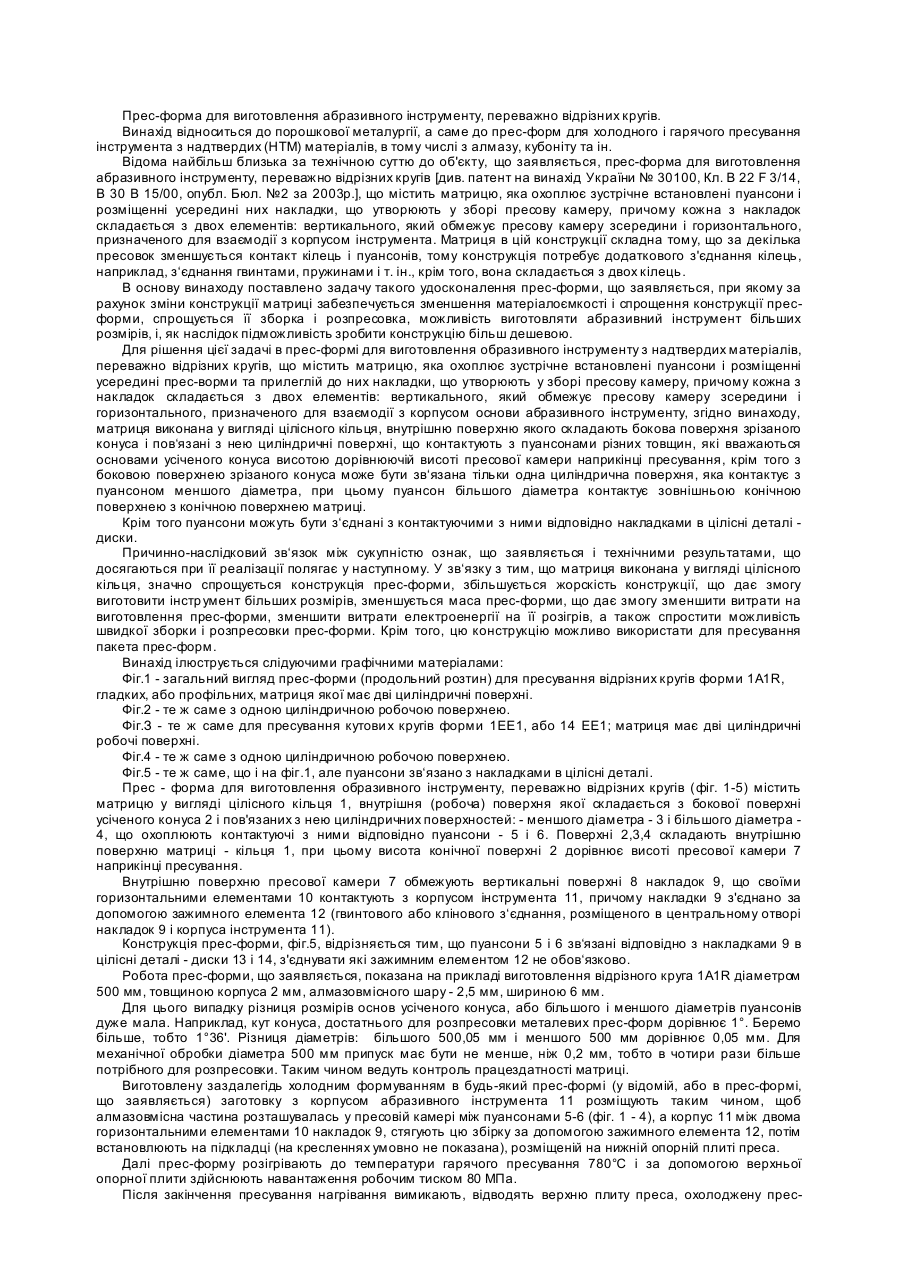
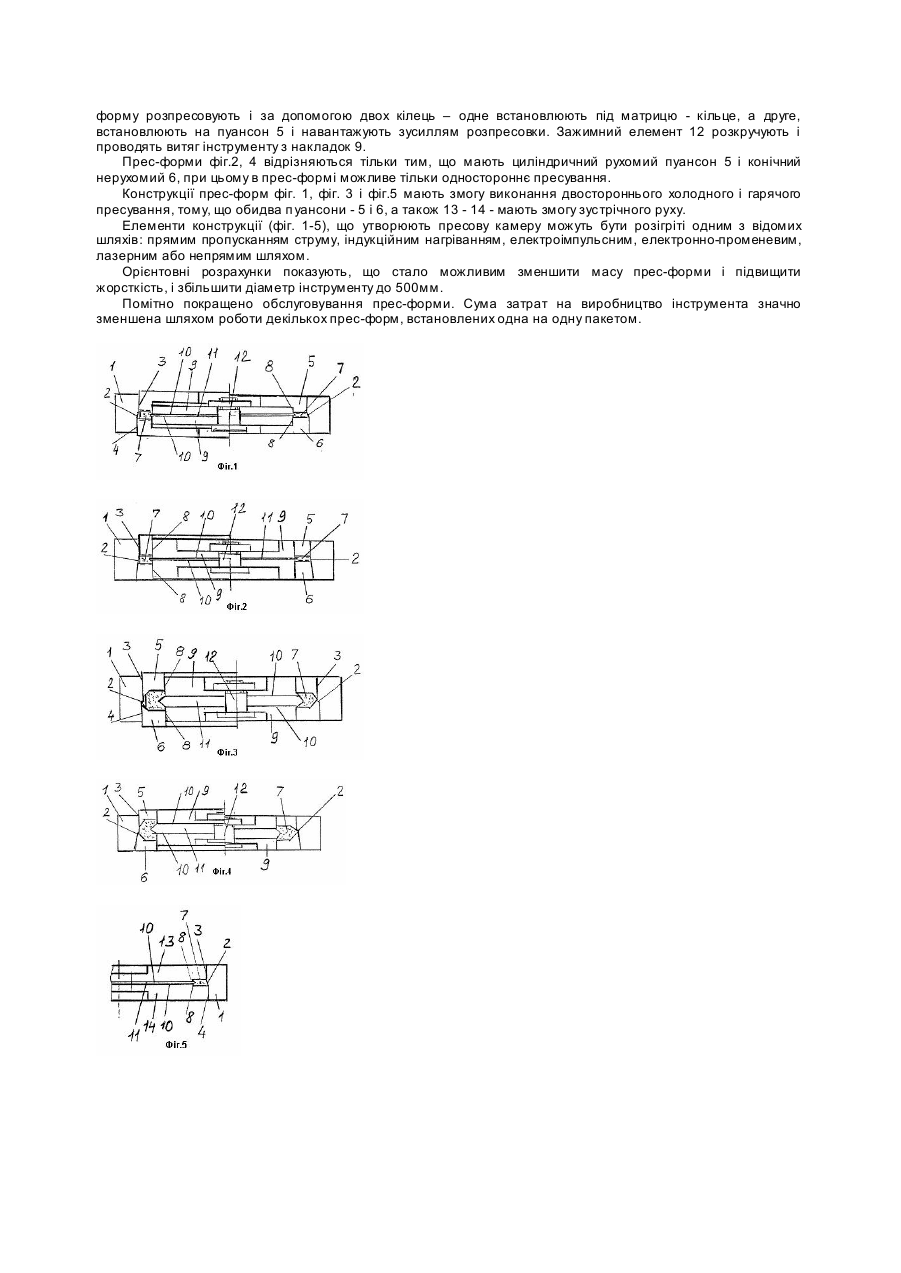
Прес-форма для виготовлення абразивного інструменту, переважно відрізних кругів. Винахід відноситься до порошкової металургії, а саме до прес-форм для холодного і гарячого пресування інструмента з надтвердих (НТМ) матеріалів, в тому числі з алмазу, кубоніту та ін. Відома найбільш близька за технічною суттю до об'єкту, що заявляється, прес-форма для виготовлення абразивного інструменту, переважно відрізних кругів [див. патент на винахід України № 30100, Кл. В 22 F 3/14, В 30 В 15/00, опубл. Бюл. №2 за 2003р.], що містить матрицю, яка охоплює зустрічне встановлені пуансони і розміщенні усередині них накладки, що утворюють у зборі пресову камеру, причому кожна з накладок складається з двох елементів: вертикального, який обмежує пресову камеру зсередини і горизонтального, призначеного для взаємодії з корпусом інструмента. Матриця в цій конструкції складна тому, що за декілька пресовок зменшується контакт кілець і пуансонів, тому конструкція потребує додаткового з'єднання кілець, наприклад, з‘єднання гвинтами, пружинами і т. ін., крім того, вона складається з двох кілець. В основу винаходу поставлено задачу такого удосконалення прес-форми, що заявляється, при якому за рахунок зміни конструкції матриці забезпечується зменшення матеріалоємкості і спрощення конструкції пресформи, спрощується її зборка і розпресовка, можливість виготовляти абразивний інструмент більших розмірів, і, як наслідок підможливість зробити конструкцію більш дешевою. Для рішення цієї задачі в прес-формі для виготовлення образивного інструменту з надтвердих матеріалів, переважно відрізних кругів, що містить матрицю, яка охоплює зустрічне встановлені пуансони і розміщенні усередині прес-ворми та прилеглій до них накладки, що утворюють у зборі пресову камеру, причому кожна з накладок складається з двох елементів: вертикального, який обмежує пресову камеру зсередини і горизонтального, призначеного для взаємодії з корпусом основи абразивного інструменту, згідно винаходу, матриця виконана у вигляді цілісного кільця, внутрішню поверхню якого складають бокова поверхня зрізаного конуса і пов‘язані з нею циліндричні поверхні, що контактують з пуансонами різних товщин, які вважаються основами усіченого конуса висотою дорівнюючій висоті пресової камери наприкінці пресування, крім того з боковою поверхнею зрізаного конуса може бути зв‘язана тільки одна циліндрична поверхня, яка контактує з пуансоном меншого діаметра, при цьому пуансон більшого діаметра контактує зовнішньою конічною поверхнею з конічною поверхнею матриці. Крім того пуансони можуть бути з‘єднані з контактуючими з ними відповідно накладками в цілісні деталі диски. Причинно-наслідковий зв‘язок між сукупністю ознак, що заявляється і технічними результатами, що досягаються при її реалізації полягає у наступному. У зв‘язку з тим, що матриця виконана у вигляді цілісного кільця, значно спрощується конструкція прес-форми, збільшується жорскість конструкції, що дає змогу виготовити інстр умент більших розмірів, зменшується маса прес-форми, що дає змогу зменшити витрати на виготовлення прес-форми, зменшити витрати електроенергії на її розігрів, а також спростити можливість швидкої зборки і розпресовки прес-форми. Крім того, цю конструкцію можливо використати для пресування пакета прес-форм. Винахід ілюструється слідуючими графічними матеріалами: Фіг.1 - загальний вигляд прес-форми (продольний розтин) для пресування відрізних кругів форми 1A1R, гладких, або профільних, матриця якої має дві циліндричні поверхні. Фіг.2 - те ж саме з одною циліндричною робочою поверхнею. Фіг.З - те ж саме для пресування кутови х кругів форми 1ЕЕ1, або 14 ЕЕ1; матриця має дві циліндричні робочі поверхні. Фіг.4 - те ж саме з одною циліндричною робочою поверхнею. Фіг.5 - те ж саме, що і на фіг.1, але пуансони зв‘язано з накладками в цілісні деталі. Прес - форма для виготовлення образивного інструменту, переважно відрізних кругів (фіг. 1-5) містить матрицю у вигляді цілісного кільця 1, внутрішня (робоча) поверхня якої складається з бокової поверхні усіченого конуса 2 і пов'язаних з нею циліндричних поверхностей: - меншого діаметра - 3 і більшого діаметра 4, що охоплюють контактуючі з ними відповідно пуансони - 5 і 6. Поверхні 2,3,4 складають внутрішню поверхню матриці - кільця 1, при цьому висота конічної поверхні 2 дорівнює висоті пресової камери 7 наприкінці пресування. Внутрішню поверхню пресової камери 7 обмежують вертикальні поверхні 8 накладок 9, що своїми горизонтальними елементами 10 контактують з корпусом інструмента 11, причому накладки 9 з'єднано за допомогою зажимного елемента 12 (гвинтового або клінового з‘єднання, розміщеного в центральному отворі накладок 9 і корпуса інструмента 11). Конструкція прес-форми, фіг.5, відрізняється тим, що пуансони 5 і 6 зв‘язані відповідно з накладками 9 в цілісні деталі - диски 13 і 14, з'єднувати які зажимним елементом 12 не обов‘язково. Робота прес-форми, що заявляється, показана на прикладі виготовлення відрізного круга 1A1R діаметром 500 мм, товщиною корпуса 2 мм, алмазовмісного шару - 2,5 мм, шириною 6 мм. Для цього випадку різниця розмірів основ усіченого конуса, або більшого і меншого діаметрів пуансонів дуже мала. Наприклад, кут конуса, достатнього для розпресовки металевих прес-форм дорівнює 1°. Беремо більше, тобто 1°36'. Різниця діаметрів: більшого 500,05 мм і меншого 500 мм дорівнює 0,05 мм. Для механічної обробки діаметра 500 мм припуск має бути не менше, ніж 0,2 мм, тобто в чотири рази більше потрібного для розпресовки. Таким чином ведуть контроль працездатності матриці. Виготовлену заздалегідь холодним формуванням в будь-який прес-формі (у відомій, або в прес-формі, що заявляється) заготовку з корпусом абразивного інструмента 11 розміщують таким чином, щоб алмазовмісна частина розташувалась у пресовій камері між пуансонами 5-6 (фіг. 1 - 4), а корпус 11 між двома горизонтальними елементами 10 накладок 9, стягують цю збірку за допомогою зажимного елемента 12, потім встановлюють на підкладці (на кресленнях умовно не показана), розміщеній на нижній опорній плиті преса. Далі прес-форму розігрівають до температури гарячого пресування 780°С і за допомогою верхньої опорної плити здійснюють навантаження робочим тиском 80 МПа. Після закінчення пресування нагрівання вимикають, відводять верхню плиту преса, охолоджену прес форму розпресовують і за допомогою двох кілець – одне встановлюють під матрицю - кільце, а друге, встановлюють на пуансон 5 і навантажують зусиллям розпресовки. Зажимний елемент 12 розкручують і проводять витяг інструменту з накладок 9. Прес-форми фіг.2, 4 відрізняються тільки тим, що мають циліндричний рухомий пуансон 5 і конічний нерухомий 6, при цьому в прес-формі можливе тільки одностороннє пресування. Конструкції прес-форм фіг. 1, фіг. 3 і фіг.5 мають змогу виконання двостороннього холодного і гарячого пресування, тому, що обидва п уансони - 5 і 6, а також 13 - 14 - мають змогу зустрічного руху. Елементи конструкції (фіг. 1-5), що утворюють пресову камеру можуть бути розігріті одним з відомих шляхів: прямим пропусканням струму, індукційним нагріванням, електроімпульсним, електронно-променевим, лазерним або непрямим шляхом. Орієнтовні розрахунки показують, що стало можливим зменшити масу прес-форми і підвищити жорсткість, і збільшити діаметр інструменту до 500мм. Помітно покращено обслуговування прес-форми. Сума затрат на виробництво інструмента значно зменшена шляхом роботи декількох прес-форм, встановлених одна на одну пакетом.
ДивитисяДодаткова інформація
Назва патенту англійськоюMold for manufacture the abrasive tool of superhard materials, predominantly, cutting wheels
Автори англійськоюIhnatenko Valerii Ivanovych
Назва патенту російськоюПресс-форма для изготовления абразивного инструмента из сверхтвердых материалов, преимущественно отрезных кругов
Автори російськоюИгнатенко Валерий Иванович
МПК / Мітки
МПК: B22F 3/14, B30B 15/00, B22F 3/03, B30B 15/02
Мітки: матеріалів, кругів, виготовлення, надтвердих, переважно, прес-форма, відрізних, абразивного, інструменту
Код посилання
<a href="https://ua.patents.su/2-74208-pres-forma-dlya-vigotovlennya-abrazivnogo-instrumentu-z-nadtverdikh-materialiv-perevazhno-vidriznikh-krugiv.html" target="_blank" rel="follow" title="База патентів України">Прес-форма для виготовлення абразивного інструменту з надтвердих матеріалів, переважно відрізних кругів</a>
Прес-форма для виготовлення абразивного інструменту, переважно відрізних кругів
Номер патенту: 30100
Опубліковано: 15.11.2000
Автор: Ігнатенко Валерій Іванович
МПК: B22F 3/14, B30B 15/00
Мітки: абразивного, прес-форма, кругів, відрізних, переважно, виготовлення, інструменту
Формула / Реферат:
1. Прес-форма для виготовлення абразивного інструмента, переважно відрізних кругів, що містить матрицю, яка охоплює зустрічно встановлені пуансони і розміщені усередині них накладки, що утворюють у зборі пресову камеру, причому кожна з накладок складається з двох елементів: вертикального, який обмежує пресову камеру зсередини, і горизонтального, призначеного для взаємодії з корпусом інструмента, яка відрізняється тим, що матриця виконана у...
Прес-форма для виготовлення абразивного інструменту, переважно відрізних кругів
Номер патенту: 38317
Опубліковано: 15.05.2001
Автори: Ігнатенко Валерій Іванович, Муровський Валерій Олександрович, Петренко Анатолій Петрович
МПК: B30B 15/02, B22F 3/14
Мітки: відрізних, переважно, абразивного, інструменту, прес-форма, виготовлення, кругів
Текст:
...двох згаданих кілець 1,2 і ступінчастим кільцем 9 встановлено два кільцеві вкладиші II, внутрішня поверхня яких і двох згаданих кілець 1,2 обмежує пресові камери 7 зовні. Описане складання /зборку/ можна не скріплювати болтовим з'єднанням 10, а просто підпресувати елементи між собою. Робочий торець кожного пуансона 3,4 і звернена до них поверхня ступінчастого кільця 9 мають западини 12, призначені для створення відповідних виступів на...
Прес-форма для виготовлення абразивного інструмента, переважно відрізних кругів
Номер патенту: 30100
Опубліковано: 17.02.2003
Автор: Ігнатенко Валерій Іванович
МПК: B22F 3/14, B30B 15/00
Мітки: прес-форма, виготовлення, кругів, переважно, інструмента, відрізних, абразивного
Формула / Реферат:
1. Прес-форма для виготовлення абразивного інструмента, переважно відрізних кругів, що містить матрицю, яка охоплює зустрічно встановлені пуансони і розміщені усередині них накладки, що утворюють у зборі пресову камеру, причому кожна з накладок складається з двох елементів: вертикального, який обмежує пресову камеру зсередини, і горизонтального, призначеного для взаємодії з корпусом інструмента, яка відрізняється тим, що матриця виконана у...
Спосіб виготовлення абразивного інструменту, переважно з надтвердих матеріалів, та пристрій для гарячого пресування при його виготовленні
Номер патенту: 29119
Опубліковано: 16.10.2000
Автори: Муровський Валерій Олександрович, Петренко Анатолій Петрович, Шепелєв Анатолій Олександрович, Ігнатенко Валерій Іванович
Мітки: гарячого, переважно, матеріалів, пристрій, спосіб, виготовлення, виготовленні, інструменту, абразивного, пресування, надтвердих
Формула / Реферат:
1. Спосіб виготовлення абразивного інструменту, переважно з надтвердих матеріалів, що включає змішування компонентів шихти, холодне формування заготовки, загрузку її в пресову камеру з наступним гарячим пресуванням шляхом нагрівання заготовки і докладання до неї тиску, який відрізняється тим, що нагрівання здійснюють локально безпосередньо пресової камери або периферійної частини поверхні, яка еквідистантно охоплює пресову камеру разом з...
Прес-форма для пресування порошкових матеріалів

Номер патенту: 63125
Опубліковано: 15.01.2004
Автори: Кандиба Валерія Юр'ївна, Блохін Олександр Григорович
МПК: B30B 15/02, B22C 15/00
Мітки: пресування, порошкових, матеріалів, прес-форма
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що містить еластичну матрицю з осьовим отвором, пуансон, виконаний у вигляді конусного оправлення, обойми, піддон і кришку, яка відрізняється тим, що обойму виконано з пластичного матеріалу, границя текучості та температура плавлення якої нижчі, ніж у пресованого порошкового тіла, а пуансони з обоймою утворюють гідравлічний затвор.
Попередній патент: Установка з регульованою жорсткістю навантажувальної системи
Наступний патент: Спосіб одержання світловідбивного покриття поверхні детектора ядерних випромінювань
Випадковий патент: Сушарка для рулонів сільськогосподарських культур