Склад для борування сталевих виробів
Номер патенту: 33654
Опубліковано: 10.07.2008
Автори: Павлюченко Олександр Олексійович, Костик Вікторія Олегівна, Костик Катерина Олександрівна
Формула / Реферат
Склад для борування сталевих виробів, що включає фтористий натрій, який відрізняється тим, що додатково містить фтористий літій і поліборид магнію при наступному співвідношенні компонентів, мас. %:
фтористий натрій
7-10
фтористий літій
7-10
поліборид магнію
80-86.
Текст
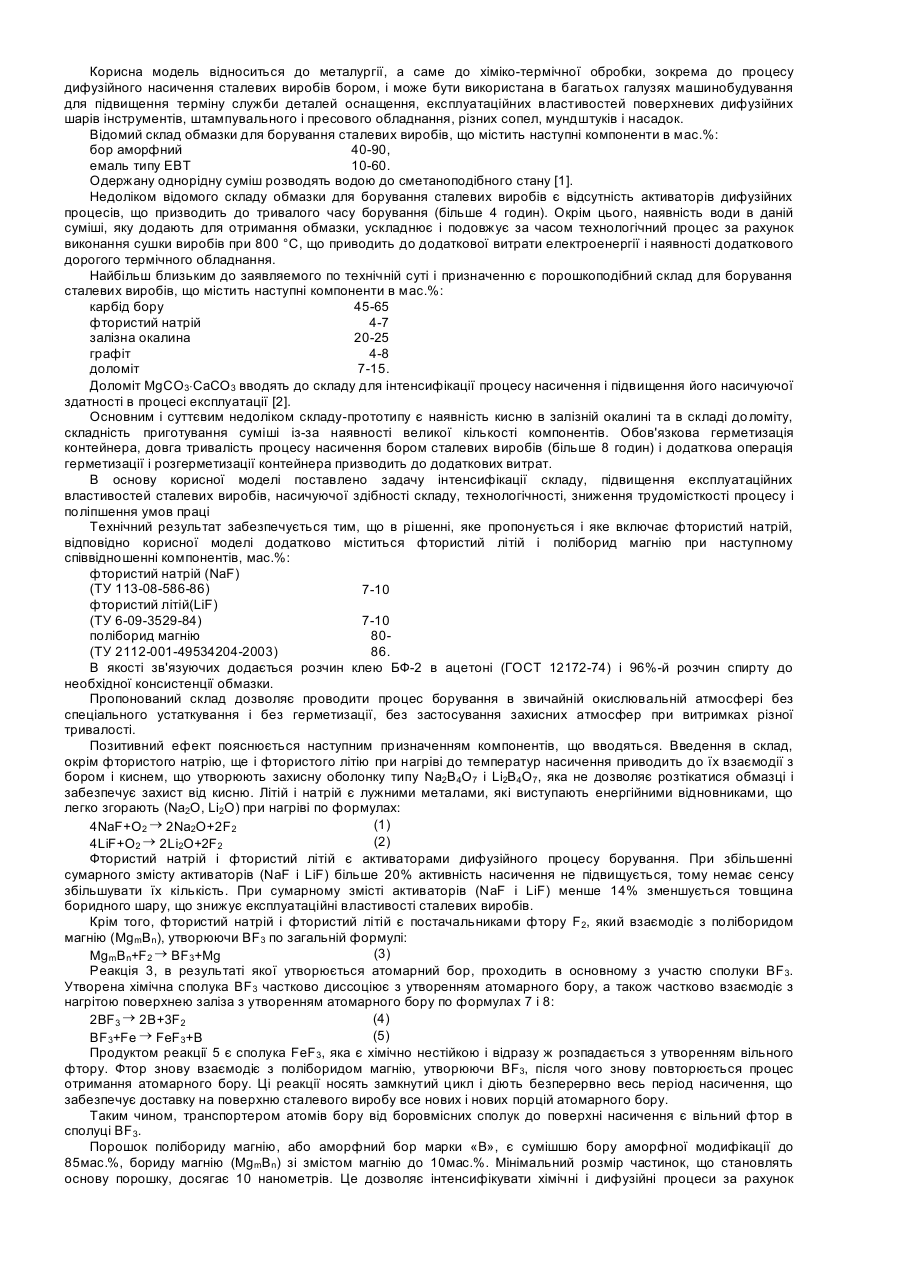
Корисна модель відноситься до металургії, а саме до хіміко-термічної обробки, зокрема до процесу дифузійного насичення сталевих виробів бором, і може бути використана в багатьох галузях машинобудування для підвищення терміну служби деталей оснащення, експлуатаційних властивостей поверхневих дифузійних шарів інструментів, штампувального і пресового обладнання, різних сопел, мундштуків і насадок. Відомий склад обмазки для борування сталевих виробів, що містить наступні компоненти в мас.%: бор аморфний 40-90, емаль типу ЕВТ 10-60. Одержану однорідну суміш розводять водою до сметаноподібного стану [1]. Недоліком відомого складу обмазки для борування сталевих виробів є відсутність активаторів дифузійних процесів, що призводить до тривалого часу борування (більше 4 годин). Окрім цього, наявність води в даній суміші, яку додають для отримання обмазки, ускладнює і подовжує за часом технологічний процес за рахунок виконання сушки виробів при 800 °С, що приводить до додаткової витрати електроенергії і наявності додаткового дорогого термічного обладнання. Найбільш близьким до заявляемого по технічній суті і призначенню є порошкоподібний склад для борування сталевих виробів, що містить наступні компоненти в мас.%: карбід бору 45-65 фтористий натрій 4-7 залізна окалина 20-25 графіт 4-8 доломіт 7-15. Доломіт MgCO3×CaCO3 вводять до складу для інтенсифікації процесу насичення і підвищення його насичуючої здатності в процесі експлуатації [2]. Основним і суттєвим недоліком складу-прототипу є наявність кисню в залізній окалині та в складі доломіту, складність приготування суміші із-за наявності великої кількості компонентів. Обов'язкова герметизація контейнера, довга тривалість процесу насичення бором сталевих виробів (більше 8 годин) і додаткова операція герметизації і розгерметизації контейнера призводить до додаткових витрат. В основу корисної моделі поставлено задачу інтенсифікації складу, підвищення експлуатаційних властивостей сталевих виробів, насичуючої здібності складу, технологічності, зниження трудомісткості процесу і поліпшення умов праці Технічний результат забезпечується тим, що в рішенні, яке пропонується і яке включає фтористий натрій, відповідно корисної моделі додатково міститься фтористий літій і поліборид магнію при наступному співвідношенні компонентів, мас.%: фтористий натрій (NaF) (ТУ 113-08-586-86) 7-10 фтористий літій(LiF) (ТУ 6-09-3529-84) 7-10 поліборид магнію 80(ТУ 2112-001-49534204-2003) 86. В якості зв'язуючих додається розчин клею БФ-2 в ацетоні (ГОСТ 12172-74) і 96%-й розчин спирту до необхідної консистенції обмазки. Пропонований склад дозволяє проводити процес борування в звичайній окислювальній атмосфері без спеціального устаткування і без герметизації, без застосування захисних атмосфер при витримках різної тривалості. Позитивний ефект пояснюється наступним призначенням компонентів, що вводяться. Введення в склад, окрім фтористого натрію, ще і фтористого літію при нагріві до температур насичення приводить до їх взаємодії з бором і киснем, що утворюють захисну оболонку типу Na2B4O7 і Li2B4O7, яка не дозволяє розтікатися обмазці і забезпечує захист від кисню. Літій і натрій є лужними металами, які виступають енергійними відновниками, що легко згорають (Na2O, Li2O) при нагріві по формулах: (1) 4NaF+О2 ® 2Na2О+2F2 (2) 4LiF+O2 ® 2Li2O+2F2 Фтористий натрій і фтористий літій є активаторами дифузійного процесу борування. При збільшенні сумарного змісту активаторів (NaF і LiF) більше 20% активність насичення не підвищується, тому немає сенсу збільшувати їх кількість. При сумарному змісті активаторів (NaF і LiF) менше 14% зменшується товщина боридного шару, що знижує експлуатаційні властивості сталевих виробів. Крім того, фтористий натрій і фтористий літій є постачальниками фтору F2, який взаємодіє з поліборидом магнію (MgmBn), утворюючи BF3 по загальній формулі: (3) MgmBn+F2 ® BF3+Mg Реакція 3, в результаті якої утворюється атомарний бор, проходить в основному з участю сполуки BF3. Утворена хімічна сполука BF3 частково диссоціює з утворенням атомарного бору, а також частково взаємодіє з нагрітою поверхнею заліза з утворенням атомарного бору по формулах 7 і 8: (4) 2BF3 ® 2В+3F2 (5) BF3+Fe ® FeF3+В Продуктом реакції 5 є сполука FeF3, яка є хімічно нестійкою і відразу ж розпадається з утворенням вільного фтору. Фтор знову взаємодіє з поліборидом магнію, утворюючи BF3, після чого знову повторюється процес отримання атомарного бору. Ці реакції носять замкнутий цикл і діють безперервно весь період насичення, що забезпечує доставку на поверхню сталевого виробу все нових і нових порцій атомарного бору. Таким чином, транспортером атомів бору від боровмісних сполук до поверхні насичення є вільний фтор в сполуці BF3. Порошок полібориду магнію, або аморфний бор марки «В», є сумішшю бору аморфної модифікації до 85мас.%, бориду магнію (MgmBn) зі змістом магнію до 10мас.%. Мінімальний розмір частинок, що становлять основу порошку, досягає 10 нанометрів. Це дозволяє інтенсифікувати хімічні і дифузійні процеси за рахунок великої активної площі зіткнення частинок між компонентами порошку і поверхнею виробу. В порівнянні з іншими боровмісними речовинами поліборид магнію є найбільш дешевою сировиною з високим вмістом бору. Порошок полібориду магнію, окрім постачальника атомарного бору, також служить для видалення з поверхні сталевого виробу оксидів і створення безокисного середовища в реакційному об'ємі при дифузійному насиченні сталі бором. Оскільки магній володіє великою спорідненістю до кисню, то він відновлює поверхню сталевого виробу і насичуючого порошку, а також зв'язує кисень повітря, що знаходиться в реакційному просторі, і при цьому не дифундує в залізо. Введення магнію в реакційний простір повністю забезпечує безокисне середовище в даному об'ємі. Крім того, магній, що знаходиться в насичуючій суміші, після окислення (MgO) служить інертним додатком, який оберігає порошок від спікання, дозволяє інтенсифікувати процес насичення, підвищити його насичуючу здатність, а також виключити налипання суміші на поверхню борируваних виробів. Процес хіміко-термічної обробки здійснювали таким чином. Для борування сталевих зразків (із сталей 45, 40Х, У8, У12, ШХ15, 4Х5МФС, Р18 і Р6М5) готували порошкоподібну суміш в заданій пропорції. Складові перемішували в сухому стані, потім додавали пов'язуючі компоненти (розчин клею БФ-2 в ацетоні і 96%-ный розчин спирту) до необхідної консистенції і отримання однорідної маси. Перед боруванням поверхню досліджуваних матеріалів очищали від слідів окалини, іржі, мастила і інших забруднень. Приготовану обмазку наносили на поверхню зразків завтовшки 3-4 мм з подальшим просушуванням при температурі 140°С протягом 30хв. до повного висихання обмазки. Зразки з вже висушеним шаром обмазки поміщали в піч, нагріту до температури хіміко-термічної обробки 850°С і витримували 2 години. Склад для борування сталевих виробів і результати металографічних досліджень після хіміко-термічної обробки приведені в таблиці. З приведених результатів витікає, що застосування пропонованого складу для борування сталевих виробів забезпечує у порівнянні з відомими такі переваги: - ільшує швидкість отримання дифузійних шарів в 2 - 3 рази; - двищує експлуатаційні властивості сталевих виробів; - суттєво знижує трудомісткість процесу при значній економії електроенергії за рахунок виключення використання додаткового дорогого термічного обладнання; можливість проведення процесу борування в звичайній окислювальній атмосфері без спеціального устаткування і без герметизації, без застосування захисних атмосфер; підвищує технологічність і поліпшення умов праці. Застосування складу для борування сталевих виробів, що пропонується, дозволить суміщати хіміко-термічну обробку (борування) з операцією термообробки (гартування), що підвищить термін служби деталей оснащення, експлуатаційних властивостей дифузійних шарів інструментів, штампувального і пресового устаткування. У сукупності ці переваги забезпечать значний екологічний, соціальний та екологічний ефекти. Таблиця Склад Прототип Бор аморфний Емаль ЕВТ Заявляємий фтористий натрій 1) фтористий літій поліборид магнію фтористий натрій 2) фтористий літій поліборид магнію фтористий натрій 3) фтористий літій поліборид магнію Кількіст мас.% 90 10 7 7 86 10 10 80 5 5 90 Товщина дифузійного шару, мм У8 ШХ15 У12 4Х5МФС 45 40Х Р18 Р6М5 0,060 0,045 0,035 0,03 0,025 0,023 0,015 0,010 0,140 0,130 0,095 0,085 0,070 0,065 0,055 0,045 0,135 0,120 0,085 0,075 0,065 0,060 0,050 0,040 0,120 0,110 0,070 0,065 0,050 0,045 0,035 0,030 Джерела інформації 1. 216249 СССР. МПК7 С23С8/70 // Состав обмазки для борирования стальных изделий. Заявка 3793701/2202, дата опубликования 07.03.86. 2. 712462 СССР. МПК7 С23С8/70 // Камское объединение по производству большегрузных автомобилей. Порошкообразный состав для борирования стальных изделий. Заявка 4792103/02, дата опубликования 15.02.92.
ДивитисяДодаткова інформація
Назва патенту англійськоюComposition for boronizing of steel articles
Автори англійськоюPavliuchenko Oleksandr Oleksiovych, Kostyk Viktoria Olehivna, Kostyk Kateryna Oleksandrivna
Назва патенту російськоюСостав для борирования стальных изделий
Автори російськоюПавлюченко Александр Алексеевич, Костик Виктория Олеговна, Костик Екатерина Александровна
МПК / Мітки
МПК: C23C 8/00
Мітки: борування, виробів, склад, сталевих
Код посилання
<a href="https://ua.patents.su/2-33654-sklad-dlya-boruvannya-stalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Склад для борування сталевих виробів</a>
Склад порошку для борування сталевих та чавунних виробів
Номер патенту: 28726
Опубліковано: 16.10.2000
Автори: Ткачук Володимир Микитович, Канарчук Вадім Євгенович, Барилович Леонід Павлович
МПК: C23C 8/00
Мітки: чавунних, порошку, сталевих, виробів, склад, борування
Формула / Реферат:
Склад порошку для борування сталевих і чавунних виробів, який вміщує технічний карбід бору, буру, який відрізняється тим, що він додатково містить фтористий літій при наступному співвідношенні компонентів, мас. %: Карбід бору 72,5...77,5 Бура 12,5...17,5 Фтористий літій 7,5...12,5
Склад суміші для борування виробів із карбіду кремнію та дисиліциду молібдену
Номер патенту: 30237
Опубліковано: 15.11.2000
Автори: Бочар Ігор Йосипович, Дзядикевич Юрій Володимирович, Горбатюк Роман Михайлович
МПК: C23C 10/48, C23C 10/30, C23C 10/56
Мітки: борування, виробів, молібдену, склад, дисиліциду, суміші, карбіду, кремнію
Формула / Реферат:
Склад суміші для борування виробів із карбіду кремнію та дисиліциду молібдену, що містить аморфний бор, фтористий натрій і оксид алюмінію, який відрізняється тим, що додатково містить гідрид титану, при такому співвідношенні компонентів, мас. %: аморфний бор 20-40 фтористий натрій 1-5 гідрид титану 5-10 оксид ...
Склад обмазки для борування металевих виробів
Номер патенту: 69016
Опубліковано: 16.08.2004
Автори: Кримов Віталій Миколайович, Осипов Олексій Олексійович, Алімов Валерій Іванович, Плахов Леонід Семенович
МПК: C23C 8/00
Мітки: обмазки, склад, металевих, борування, виробів
Формула / Реферат:
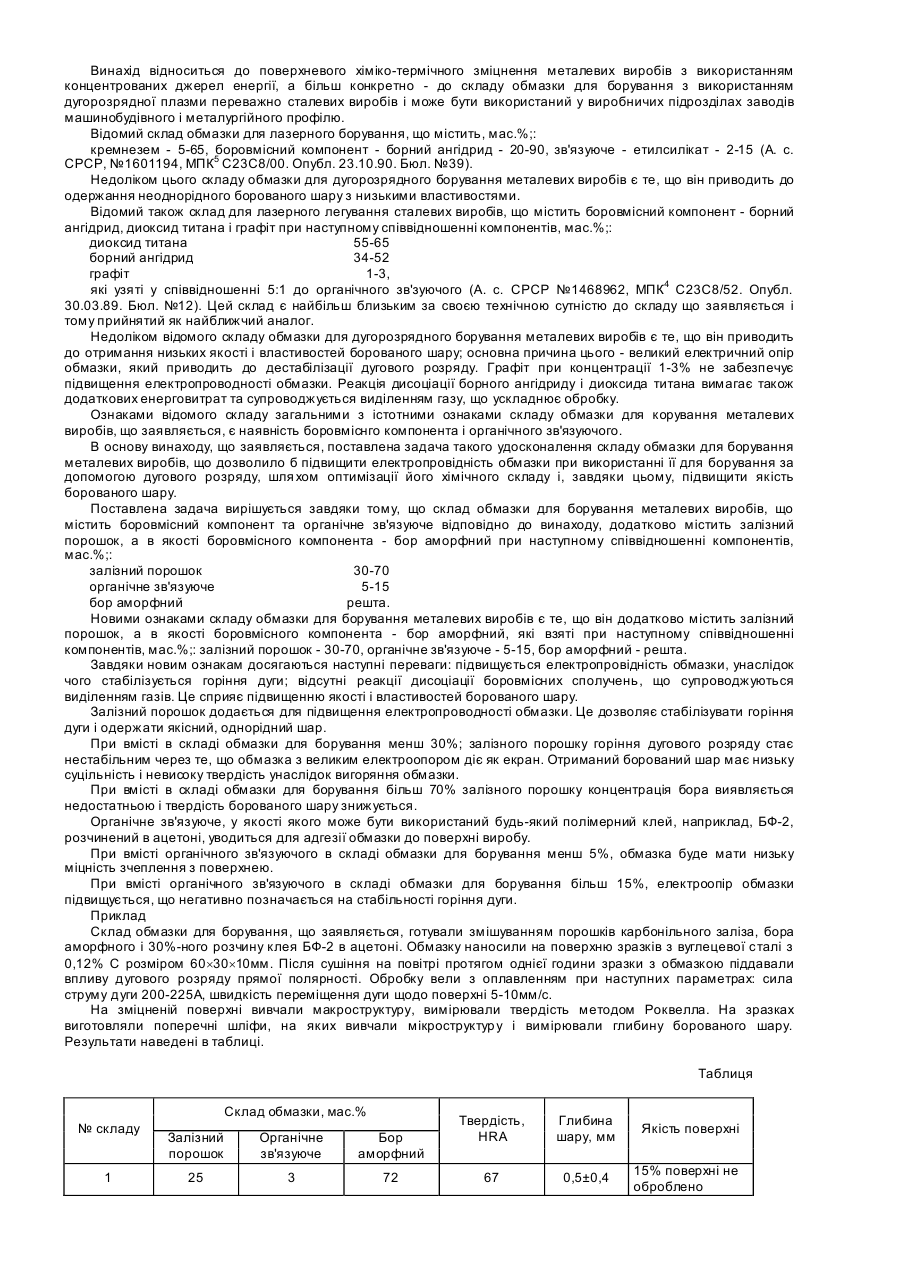
Склад обмазки для борування металевих виробів, що містить боровмісний компонент і органічне зв'язуюче, який відрізняється тим, що він додатково містить залізний порошок, а як боровмісний компонент - бор аморфний при наступному співвідношенні компонентів, мас. %: залізний порошок 30-70 органічне зв'язуюче 5-15 бор аморфний решта.
Склад для боронікелювання сталевих виробів
Номер патенту: 4464
Опубліковано: 17.01.2005
Автори: Волков Григорій Петрович, Свирид Михайло Миколайович, Ошур Наталія Володимирівна
МПК: C23C 8/00
Мітки: виробів, склад, боронікелювання, сталевих
Формула / Реферат:
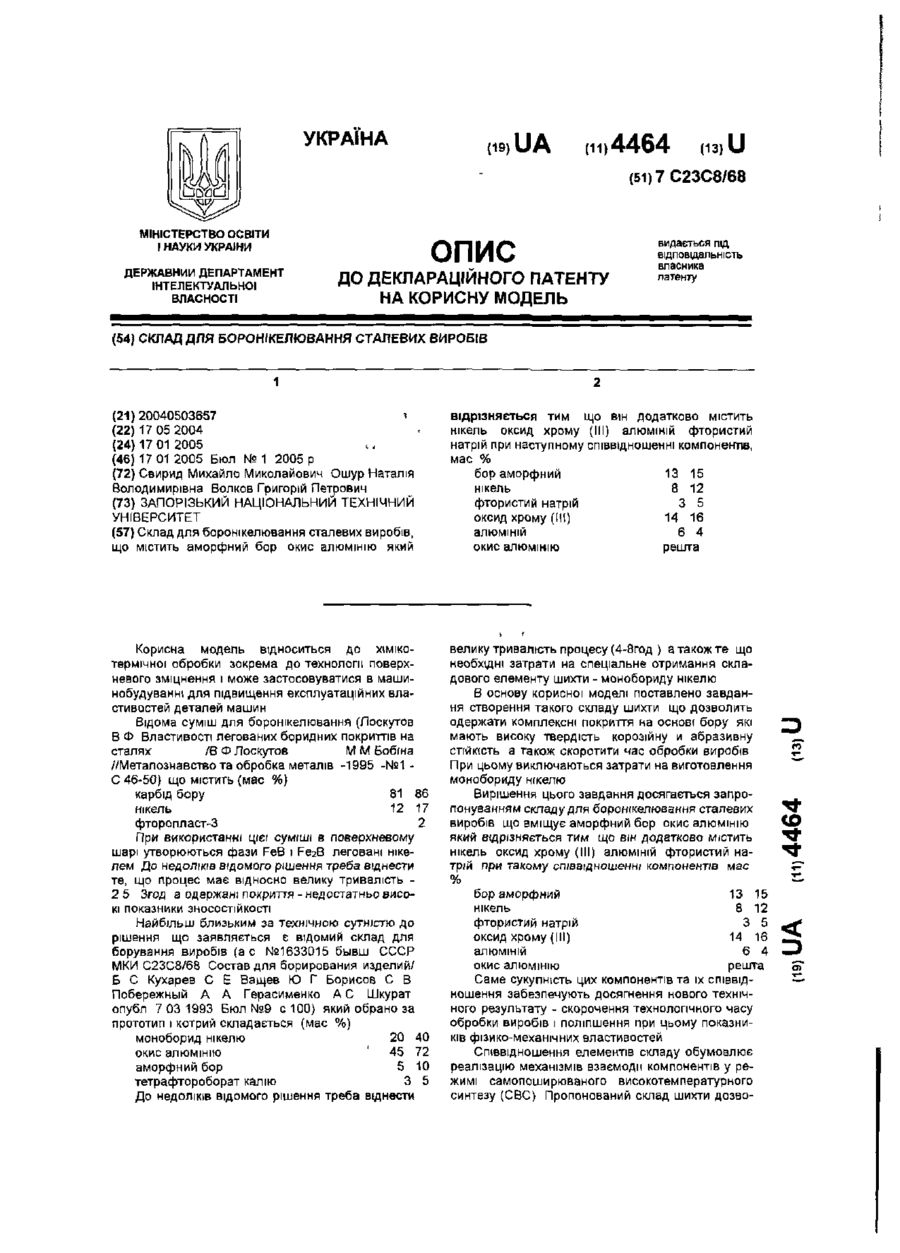
Склад для боронікелювання сталевих виробів, що містить аморфний бор, окис алюмінію, який відрізняється тим, що він додатково містить нікель, оксид хрому (III), алюміній, фтористий натрій при наступному співвідношенні компонентів, мас. % : бор аморфний 13...15 нікель 8...12 фтористий натрій 3...5 оксид хрому (ІІІ) ...
Склад для борування сталевих і чавунних виробів
Номер патенту: 7233
Опубліковано: 30.06.1995
Автори: Барилович Леонід Павлович, Ткачук Володимир Микитович, Канарчук Вадім Євгенович, Ломаченко Віктор Федорович, Новікова Тетяна Наумівна
МПК: C23C 8/00
Мітки: виробів, чавунних, склад, сталевих, борування
Формула / Реферат:
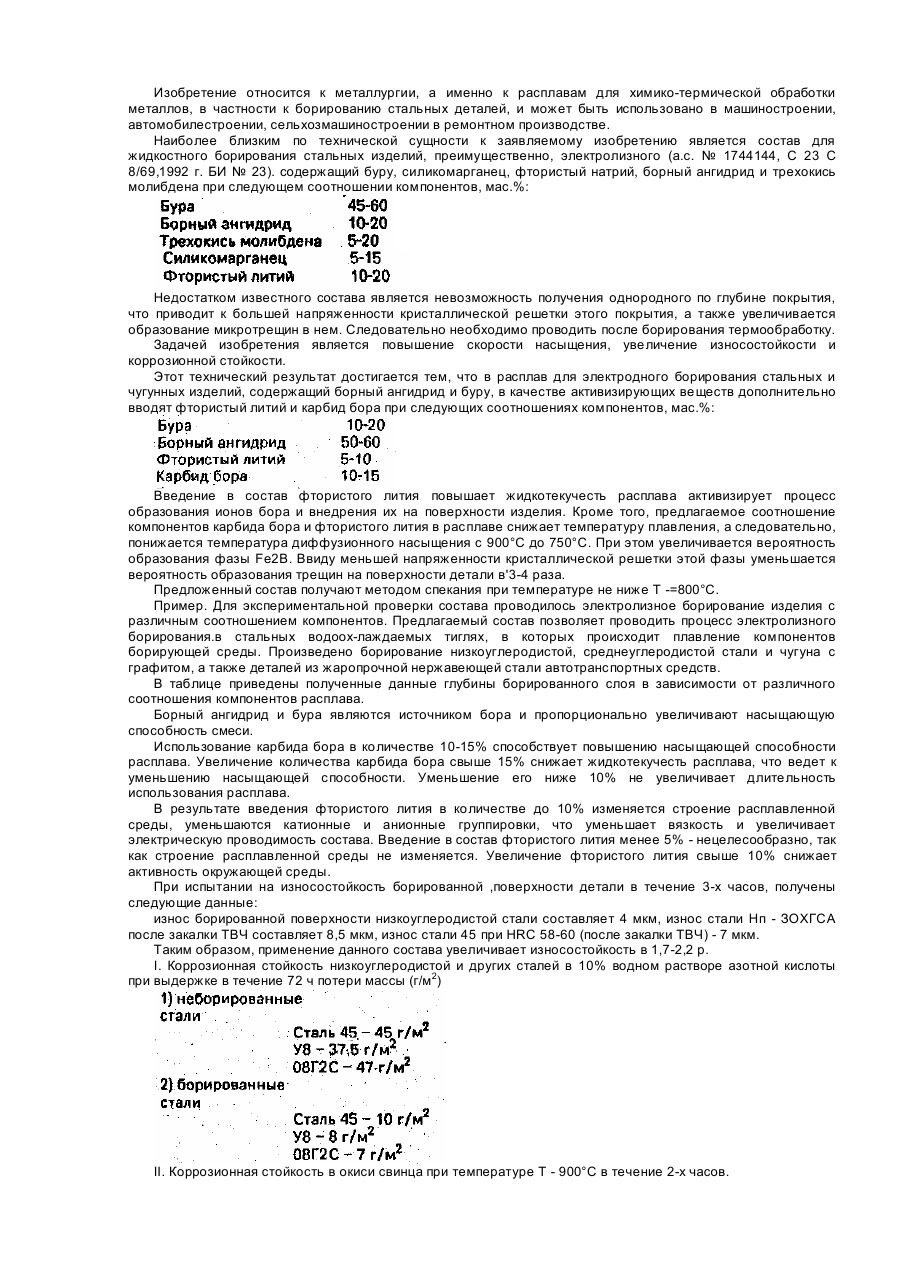
Состав для борирования стальных и чугунных изделий, содержащий буру и борный ангидрид, отличающийся тем, что он дополнительно содержит карбид бора и фтористый литий при следующем соотношении компонентов, мас.%:бура 10-20борный ангидрид 50-60фтористый литий 5-10 карбид бора...
Попередній патент: Топка для спалювання деревини
Наступний патент: Світлоотверджуючий адгезив
Випадковий патент: Спосіб переробки насіння гарбуза