Маса для виготовлення монолітної футерівки металоприймальних ковшів
Номер патенту: 39626
Опубліковано: 15.06.2001
Автори: Тимошенко Владимир Іванович, Кучер Анатолій Гурійович, Ольшанський Володимир Ілліч, Щербак Юрій Васильович, Якименко Олексій Іванович, Кучер Іван Гурійович, Лапін Євген Володимирович
Формула / Реферат
Маса для виготовлення монолітної футерівки металоприймальних ковшів, яка містить в собі кварцит, вогнетривку глину і воду, яка відрізняється тим, що вміст на гранулометричний склад кварциту змінюється у такому співвідношенні, % мас.: кварцит 83, глина вогнетривка 17, вода (більш 100%), при цьому кварцит містить фракцію О,5-0,09 мм - 45-50, а менше 0,09 мм -55-50.
Текст
Маса для виготовлення монолітної футерівки металоприймальних ковшів, яка містить в собі кварцит, вогнетривку глину і воду, яка відрізняється тим, що вміст на гранулометричний склад кварциту змінюється у такому співвідношенні, % мас : кварцит 83, глина вогнетривка 17, вода (більш 100%), при цьому кварцит містить фракцію 0,5-0,09 мм - 45-50, а менше 0,09 мм -5550. Винахід належить до галузі чорної' металургії, а саме; до виробництва феросплавів, безпосередньо може бути використаний при футеровці металоприймальних ковшів, які надалі використовуються для приймання та розливу рідких розплавів. Відома маса для виготовлення футеровки містить кремнеземистий наповнювач та воду (1]. Цей склад маси не враховує природу матеріалів, що використовуються для отримання набивних мас і яка має значний вплив на tx аутогезію та реологічні властивості Найбільш близькою до винаходу є маса для виготовлення монолітної футеровки розливних ковшів [2}, яка складається,% мас: кварцит овруцький - 85, глина вогнетривка - 15, вода (більше 100%)- 8-Ю. При цьому зерновий склад кварциту такий % мас: фракція менше 1 мм - 100, у тому числі менше 0,09 мм - 60-70 Уявна щільність маси складає 2070 кг/м3. Використання даної маси для футеровки розливних ковшів при виробництві марганцевих сплавів супроводжувалося руйнуванням монолітної футеровки по шлаковому поясу ковша, що призводило до зниження їх стійкості. Внаслідок проведених нами досліджень було встановлено, що процес руйнування монолітної футеровки відбувається, в основному, через підвищення уявної щільності маси Величина уявної ЩІЛЬНОСТІ маси визначається гранулометричним складом кварциту, що входить до складу маси. ло враховано його вплив на стійкість металоприймальних ковшів Задачею винаходу є збільшення витривалості розливних ковшів, які використовуються при прийманні та розливці розплаву. Поставлена задача досягається за рахунок зміни вмісту та гранулометричного складу кварциту, що входить до складу маси Суть винаходу полягрє в оптимальному виборі зернового складу кварциту, при якому набивна маса могла б мати мінімальну уявну щільність. Приклад. У зв'язку з тим, що природа матеріалів, які використовуються для отримання набивних мас. має значний вплив на аутогезію і реологічні властивості останніх, питання раціонального вибору зернового складу шихти повинно вирішуватися самостійно для кожного виду сировини, яка використовується для визначення оптимального зернового складу кварцито-глинистих Недолік цього складу полягає в тому, що при виборі гранулометричного складу кварциту не бу мас, КІЛЬКОСТІ в них тонкомолотих складників та їх впливу на якості мас, які використовуються{щільність, міцність та газопроникненість), авторами було використано метод математичного планування експерименту (симплеко-решетчатий план 4-го порядку). На підставі проведених досліджень був вибраний оптимальний склад маси,% мас кварцит - 83, глина вогнетривка - 17, вода (більш 100%) - 8 3 декількома зерновими складами кварциту, % мас/ 1) фракція 0,5-0,09 мм - 45-50, фракція менше 0,09 мм - 55-50 (уявна щільність маси при цьому складала 1830 кг/см3), фракція 0,5-0,09 мм - 60-70, фракція менше Q.09 мм - 40-30 (уявна щільність маси при цьому складала 1930 кг/см3). CM (О со 39626 Виробничим шляхом встановлено що даний склад маси дає можливість зменшити уявну ЩІЛЬНІСТЬ з 2070 до 1830 кг/м\ збільшити витривалість монолітної футеровки металоприимальних ковшів на 30% та знизити питомі витрати набивної маси на 2-3 кг/б т металу який розливається Джерела інформації 1 Авторське свідоцтво № 1784606 2 Технічні умови ОАО НЗФ 00191879 - 0 -0298 (прототип) j Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122)3-72-89 (03122)2-57-03 у
ДивитисяДодаткова інформація
Назва патенту англійськоюBulk for making monolith lining of metal receiving ladles
Автори англійськоюLapin Yevhen Volodymyrovych, Olshanskyi Volodymyr Illich, Scherbak Yurii Vasyliovych, Yakymenko Oleksii Ivanovych, Tymoshenko Volodymyr Ivanovych, Kucher Ivan Huriiovych, Kucher Anatolii Huriiovych
Назва патенту російськоюМасса для изготовления монолитной футеровки металлоприемных ковшей
Автори російськоюЛапин Евгений Владимирович, Ольшанский Владимир Ильич, Щербак Юрий Васильевич, Якименко Алексей Иванович, Тимошенко Владимир Иванович, Кучер Иван Гуриевич, Кучер Анатолий Гуриевич
МПК / Мітки
МПК: C04B 35/66, C04B 35/14
Мітки: ковшів, виготовлення, футерівки, металоприймальних, маса, монолітної
Код посилання
<a href="https://ua.patents.su/2-39626-masa-dlya-vigotovlennya-monolitno-futerivki-metaloprijjmalnikh-kovshiv.html" target="_blank" rel="follow" title="База патентів України">Маса для виготовлення монолітної футерівки металоприймальних ковшів</a>
Спосіб виготовлення рівностійкої монолітної футеровки сталерозливних ковшів
Номер патенту: 28950
Опубліковано: 16.10.2000
Автори: Король Леонід Наумович, Кійко Генадій Васильович, Тонкушин Анатолій Федорович, Кренделев Василій Миколайович, Казаков Сергій Сергійович, Панченко Олександр Іванович, Булат Володимир Олександрович
МПК: B22D 41/02
Мітки: монолітної, сталерозливних, виготовлення, рівностійкої, футеровки, спосіб, ковшів
Формула / Реферат:
Спосіб виготовлення рівностійкоі монолітної футерівки сталерозливних ковшів, що включає приготування в спеціальному змішувачі вогнетривкої маси корундового складу зі шпинделетвірними та тиксотропними складовими, її укладання в порожнину поміж шаблоном і каркасом або арматурною футерівкою ковша, одночасним впливом вібрації, наступної витримки до 24 годин, сушіння при температурі 80-650°С, який відрізняється тим, що порожнина для її формування...
Шаблон для виготовлення футеровки сталерозливних ковшів
Номер патенту: 2173
Опубліковано: 26.12.1994
Автори: Галушка Віктор Митрофанович, Горлов Геннадій Васильович, Фаянс Михайло Юрійович, Буришев Володимир Григорович, Клевцов Олег Михайлович, Міткалов Юрій Федорович, Сальніков Ігор Михайлович, Гребенюков Анатолій Васильович
МПК: B22D 41/02
Мітки: шаблон, футеровки, ковшів, сталерозливних, виготовлення
Формула / Реферат:
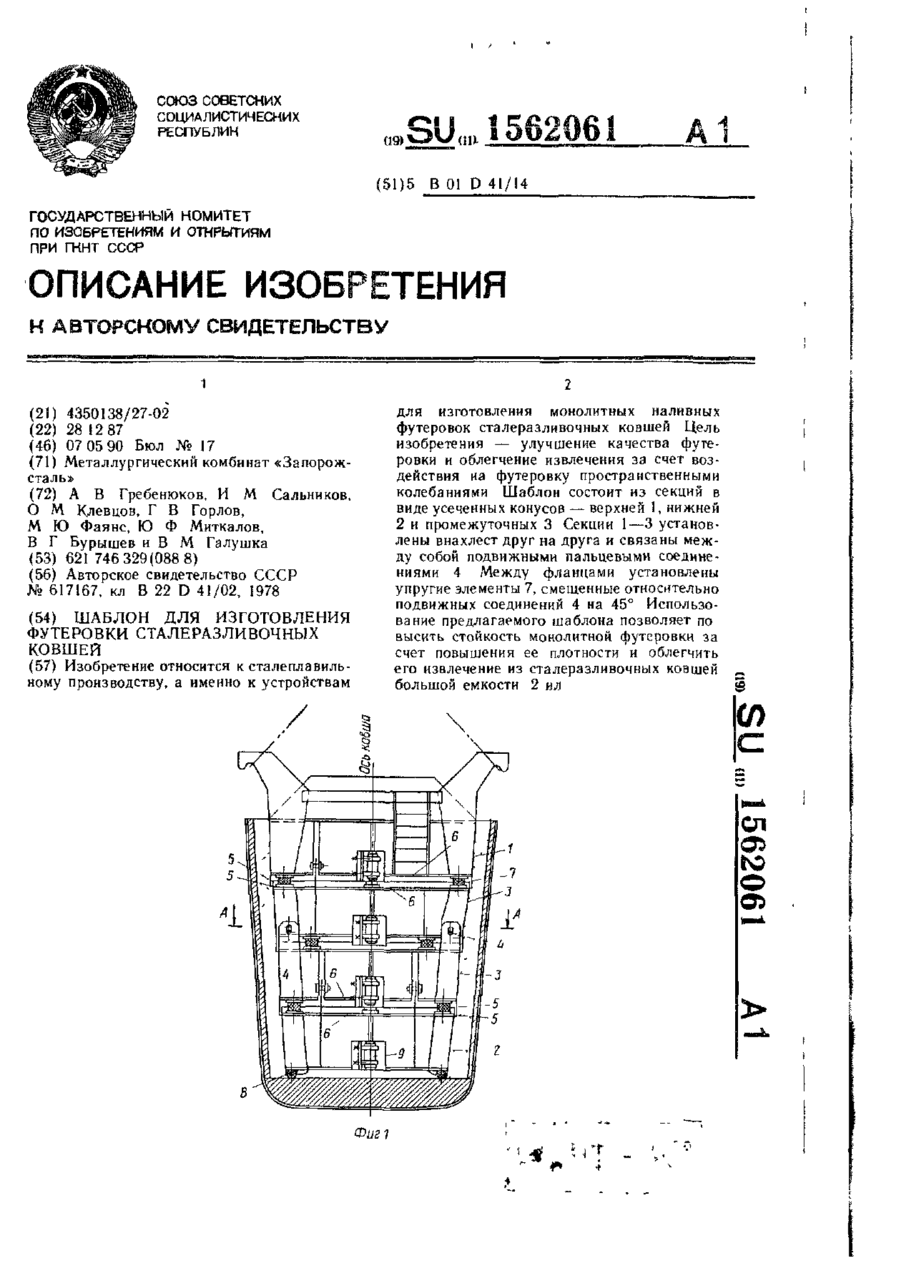
Шаблон для изготовления футеровки сталеразливочных ковшей, содержащий секции в виде усеченных конусов, установленные с возможностью перемещения относительно друг друга, упругие элементы и вибраторы, отличающийся тем, что, с целью улучшения качества футеровки и облегчения извлечения за счет воздействия на футеровку пространственными колебаниями, секции шаблона установлены внахлест и связаны одна с другой посредством подвижных пальцевых...
Шаблон для виготовлення футеровки металургійних ковшів
Номер патенту: 692
Опубліковано: 15.11.2000
Автори: Учитель Лев Михайлович, Анісімов Леонід Олександрович, Зеленін Іван Матвійович, Слівченко Анатолій Іванович, Тарасенко Віталій Андрійович, Музирін Олександр Олегович, Бродський Сергій Сергійович
МПК: B22D 41/02
Мітки: шаблон, ковшів, металургійних, виготовлення, футеровки
Формула / Реферат:
Шаблон для виготовлення футеровки металургійних ковшів, що містить установлені одна на одну і з'єднані між собою конусоподібні секції, пристрій для їх взаємного регулювання і механізм регулювання положення шаблону відносно ковша, який відрізняється тим, що нижня опорна секція виконана у вигляді основи і контактуючого з нею за допомогою кульової опори плаваючого сегменту, а механізм їх з'єднання суміщений з механізмом регулювання положення...
Вогнетривка маса
Номер патенту: 34819
Опубліковано: 15.03.2001
Автори: Алєйніков Микола Гаврилович, Галушка Віктор Митрофанович, Горлов Генадій Васильович, Немушкін Сергій Васильович, Онода Костянтин Костянтинович, Сидоров Сергій Олександрович, Ревуцікий Володимир Володимирович
МПК: C04B 35/14, C04B 35/66
Мітки: вогнетривка, маса
Формула / Реферат:
Вогнетривка маса, яка містить кварцит, графітвміщуючий матеріал і зв'язку, відмінна тим, що в якості графітвміщуючого матеріалу використовуються відходи з пилоуловлювачів міксерних відділень сталеплавильних цехів і в якості зв'язки - рідке скло при співвідношенні компонентів:.
Установка для футерування металургійних ковшів
Номер патенту: 531
Опубліковано: 15.09.2000
Автори: Учитель Лев Михайлович, Слівченко Анатолій Іванович, Анісімов Леонід Олександрович, Бродський Сергій Сергійович, Івко Володимир Вікторович, Музирін Олександр Олегович, Зеленін Іван Матвійович
МПК: B22D 41/02
Мітки: ковшів, металургійних, футерування, установка
Формула / Реферат:
Установка для футерування металургійних ковшів, що вміщує металоконструкцію, на якій розташована рама, яка має можливість поперечного переміщення, що несе привідну платформу з двома транспортерами і піскометними головками, вбудований в раму дисковий живильник з приводом, скидачі, закріплені на стояках привідної платформи, яка відрізняється тим, що вона додатково містить пристрій рівномірної подачі утерувальної маси, виконаний у вигляді...
Попередній патент: Роторно-поршневий двигун внутрішнього згоряння
Наступний патент: Спосіб лікування новоутворів шкіри та ринофіми 4-ої стадії акне розацеа
Випадковий патент: Грунтообробний агрегат