Пристрій для охолодження прокату
Номер патенту: 40
Опубліковано: 28.02.1997
Автори: Гермашев Андрій Анатолійович, Гермашев Анатолій Федорович, Дрюк Іван Петрович, Волков Валентин Андрійович, Коротченков Валерій Михайлович, Мізерака Володимир Іванович
Формула / Реферат
Устройство для охлаждения проката, содержащее камеру охлаждения, корпус с распределительной камерой, две регулируемые в осевом направлении втулки, снабженные расточками, установленные соосно с камерой охлаждения, отличающееся тем, что внутренняя и внешняя расточки регулируемых в осевом направлении втулок образуют кольцевое конусообразное сопло с увеличивающимся от входа к выходу зазором.
Текст
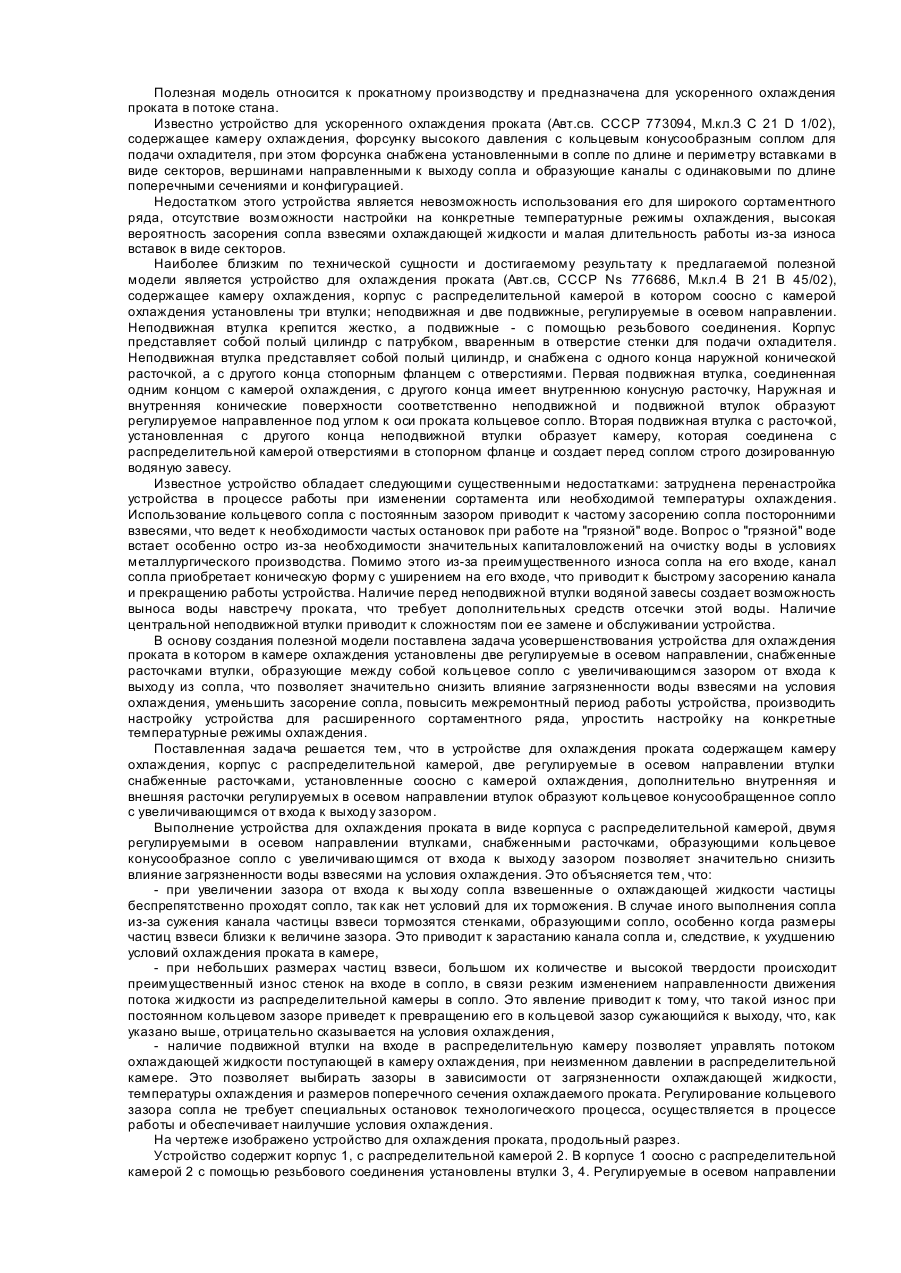
Полезная модель относится к прокатному производству и предназначена для ускоренного охлаждения проката в потоке стана. Известно устройство для ускоренного охлаждения проката (Авт.св. СССР 773094, М.кл.З С 21 D 1/02), содержащее камеру охлаждения, форсунку высокого давления с кольцевым конусообразным соплом для подачи охладителя, при этом форсунка снабжена установленными в сопле по длине и периметру вставками в виде секторов, вершинами направленными к выходу сопла и образующие каналы с одинаковыми по длине поперечными сечениями и конфигурацией. Недостатком этого устройства является невозможность использования его для широкого сортаментного ряда, отсутствие возможности настройки на конкретные температурные режимы охлаждения, высокая вероятность засорения сопла взвесями охлаждающей жидкости и малая длительность работы из-за износа вставок в виде секторов. Наиболее близким по технической сущности и достигаемому результату к предлагаемой полезной модели является устройство для охлаждения проката (Авт.св, СССР Ns 776686, М.кл.4 В 21 В 45/02), содержащее камеру охлаждения, корпус с распределительной камерой в котором соосно с камерой охлаждения установлены три втулки; неподвижная и две подвижные, регулируемые в осевом направлении. Неподвижная втулка крепится жестко, а подвижные - с помощью резьбового соединения. Корпус представляет собой полый цилиндр с патрубком, вваренным в отверстие стенки для подачи охладителя. Неподвижная втулка представляет собой полый цилиндр, и снабжена с одного конца наружной конической расточкой, а с другого конца стопорным фланцем с отверстиями. Первая подвижная втулка, соединенная одним концом с камерой охлаждения, с другого конца имеет внутреннюю конусную расточку, Наружная и внутренняя конические поверхности соответственно неподвижной и подвижной втулок образуют регулируемое направленное под углом к оси проката кольцевое сопло. Вторая подвижная втулка с расточкой, установленная с другого конца неподвижной втулки образует камеру, которая соединена с распределительной камерой отверстиями в стопорном фланце и создает перед соплом строго дозированную водяную завесу. Известное устройство обладает следующими существенными недостатками: затруднена перенастройка устройства в процессе работы при изменении сортамента или необходимой температуры охлаждения. Использование кольцевого сопла с постоянным зазором приводит к частому засорению сопла посторонними взвесями, что ведет к необходимости частых остановок при работе на "грязной" воде. Вопрос о "грязной" воде встает особенно остро из-за необходимости значительных капиталовложений на очистку воды в условиях металлургического производства. Помимо этого из-за преимущественного износа сопла на его входе, канал сопла приобретает коническую форму с уширением на его входе, что приводит к быстрому засорению канала и прекращению работы устройства. Наличие перед неподвижной втулки водяной завесы создает возможность выноса воды навстречу проката, что требует дополнительных средств отсечки этой воды. Наличие центральной неподвижной втулки приводит к сложностям пои ее замене и обслуживании устройства. В основу создания полезной модели поставлена задача усовершенствования устройства для охлаждения проката в котором в камере охлаждения установлены две регулируемые в осевом направлении, снабженные расточками втулки, образующие между собой кольцевое сопло с увеличивающимся зазором от входа к выходу из сопла, что позволяет значительно снизить влияние загрязненности воды взвесями на условия охлаждения, уменьшить засорение сопла, повысить межремонтный период работы устройства, производить настройку устройства для расширенного сортаментного ряда, упростить настройку на конкретные температурные режимы охлаждения. Поставленная задача решается тем, что в устройстве для охлаждения проката содержащем камеру охлаждения, корпус с распределительной камерой, две регулируемые в осевом направлении втулки снабженные расточками, установленные соосно с камерой охлаждения, дополнительно внутренняя и внешняя расточки регулируемых в осевом направлении втулок образуют кольцевое конусообращенное сопло с увеличивающимся от входа к выходу зазором. Выполнение устройства для охлаждения проката в виде корпуса с распределительной камерой, двумя регулируемыми в осевом направлении втулками, снабженными расточками, образующими кольцевое конусообразное сопло с увеличивающимся от входа к выходу зазором позволяет значительно снизить влияние загрязненности воды взвесями на условия охлаждения. Это объясняется тем, что: - при увеличении зазора от входа к вы ходу сопла взвешенные о охлаждающей жидкости частицы беспрепятственно проходят сопло, так как нет условий для их торможения. В случае иного выполнения сопла из-за сужения канала частицы взвеси тормозятся стенками, образующими сопло, особенно когда размеры частиц взвеси близки к величине зазора. Это приводит к зарастанию канала сопла и, следствие, к ухудшению условий охлаждения проката в камере, - при небольших размерах частиц взвеси, большом их количестве и высокой твердости происходит преимущественный износ стенок на входе в сопло, в связи резким изменением направленности движения потока жидкости из распределительной камеры в сопло. Это явление приводит к тому, что такой износ при постоянном кольцевом зазоре приведет к превращению его в кольцевой зазор сужающийся к выходу, что, как указано выше, отрицательно сказывается на условия охлаждения, - наличие подвижной втулки на входе в распределительную камеру позволяет управлять потоком охлаждающей жидкости поступающей в камеру охлаждения, при неизменном давлении в распределительной камере. Это позволяет выбирать зазоры в зависимости от загрязненности охлаждающей жидкости, температуры охлаждения и размеров поперечного сечения охлаждаемого проката. Регулирование кольцевого зазора сопла не требует специальных остановок технологического процесса, осуществляется в процессе работы и обеспечивает наилучшие условия охлаждения. На чертеже изображено устройство для охлаждения проката, продольный разрез. Устройство содержит корпус 1, с распределительной камерой 2. В корпусе 1 соосно с распределительной камерой 2 с помощью резьбового соединения установлены втулки 3, 4. Регулируемые в осевом направлении втулки 3 и 4 снабжены соответственно наружной и внутренней конусными расточками, образующими кольцевое конусообразное сопло 5 с увеличивающимся от входа к выходу зазором. Втулка 4 соединена с камерой охлаждения 6. Корпус 1 снабжен патрубком 7, для подвода охлаждающей жидкости в распределительную камеру 2. Устройство работает следующим образом. Регулировка втулки 4 в осевом направлении осуществляется при настройке устройства перед запуском стана с установкой охлаждающей камеры 6 необходимой длины, для того, чтобы между втулкой 4 и охлаждающей камерой б не было торцевых зазоров. После подачи охлаждающей жидкости в устройство сортовой прокат проходит через осевое отверстие втулки 3, попадает в осевое отверстие втулки 4, и далее в камеру охлаждения 6. Охлаждающая жидкость, поступает в распределительную камеру 2 корпуса 1 и далее через сопло 5 в охлаждающую камеру 6, в которой производится охлаждение проката. Если снижение температуры проката после выхода из камеры охлаждения 6 не достаточно, то производится регулировка зазора сопла 5 с увеличением последнего за счет вывинчивания втулки 3 из корпуса 1, Если происходит резкое понижение температуры, производится уменьшение зазора сопла 5 за счет ввинчивания втулки 3 в корпус 1. Указанная регулировка осуществляется в процессе работы прокатного стана без его остановки. Наличие загрязняющей взвеси в о хлаждающей жидкости приводит к тому, что зазор забивается крупными фракциями. Для устранения этого засорения после выхода заготовки из камеры охлаждения необходимо увеличить кольцевой зазор сопла 5 путем вывинчивания втулки 3 из корпуса 1, и после промывки сопла 5 вернуть втулк у 3 в начальное положение. Указанное мероприятие выполняется в промежутке между прокаткой заготовок и не ведет к остановке работы установки и прокатного стана. Выполнение сопла 5 с увеличивающимся от входа к выходу зазором позволяет вымывать все взвеси прошедшие через вход сопла 5 и не останавливать работу устройства. Указанная регулировка втулкой 3 зазора сопла 5 позволяет изменять расход охлаждающей жидкости в камере охлаждения 6 в широких пределах и использовать, в связи с этим как для диаметров близких к диаметру осевых отверстий втулок, так и для значительно меньших диаметров или другой формы поперечного сечения проката. Как явствует из приведенного выше cписания работы, предлагаемое устройство позволяет оперативно влиять на охлаждение проката в процессе работы, использовать при этом довольно загрязненную охлаждающую жидкость и удлинить межремонтный период работы установки.
ДивитисяДодаткова інформація
Автори англійськоюHermashev Anatolii Fedorovych, Korotchenkov Valerii Mykhailovych
Автори російськоюГермашев Анатолий Федорович, Коротченков Валерий Михайлович
МПК / Мітки
МПК: B21B 45/02
Мітки: прокату, охолодження, пристрій
Код посилання
<a href="https://ua.patents.su/2-40-pristrijj-dlya-okholodzhennya-prokatu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для охолодження прокату</a>
Пристрій для прискореного охолодження прокату
Номер патенту: 806
Опубліковано: 15.12.1993
Автори: Горбаньов Аркадій Олексійович, Галюченко Іван Миколайович, Деркач Дмитро Олександрович, Бердічевський Юрій Євгенович, Онищенко Сергій Олександрович, Мінаєв Олександр Анатолієвич, Швердін Сергій Мітрофанович, Пілюшенко Віталій Лаврентьович, Юнаков Олександр Михайлович, Кабаченко Сергій Борисович
МПК: B21B 45/02
Мітки: прискореного, охолодження, прокату, пристрій
Формула / Реферат:
1. Устройство для ускоренного охлаждения проката, преимущественно арматуры и катанки, содержащее камеру охлаждения с местными внутренними сужениями по длине камеры, выполненными в виде изогнутых плоских пружин, установленных по периметру камеры с перекрытием одна другой, выпуклостью к продольной оси камеры, при этом конец пружины с входной стороны камеры закреплен в камере, а второй конец установлен свободно, отличающееся тем, что оно...
Пристрій для охолодження сортового прокату
Номер патенту: 8083
Опубліковано: 26.12.1995
Автори: Мінаєв Олександр Анатолійович, Бердічевський Юрій Євгенович, Слєднєв Володимир Петрович, Антонов Володимир Федорович, Судья Володимир Петрович, Онищенко Сергій Олександрович
МПК: C21D 1/62, B21B 45/02
Мітки: прокату, охолодження, пристрій, сортового
Формула / Реферат:
1. Устройство для охлаждения сортового проката, преимущественно арматурных профилей, содержащее нагнетающую форсунку и камеру охлаждения с расположенными подлине ее внутреннего канала местными сужениями в форме овала, меньшая ось которого меньше диаметра камеры, а большая ось превышает этот диаметр, причем меньшие оси смежных местных сужений повернуты друг относительно друга, отличающееся тем, что, с целью увеличения выхода годного за счет...
Пристрій для охолодження прокату, який рухається
Номер патенту: 400
Опубліковано: 30.04.1993
Автори: Кабаченко Сергій Борисович, Судья Володимир Петрович, Антонов Володимир Федорович, Пісарєв Олександр Георгійович, Львовський Ян Семенович, Бердічевський Юрій Євгенович, Онищенко Сергій Олександрович, Мінаєв Олександр Анатолієвич, Віліпп Олександр Іванович, Сичков Олександр Борисович
МПК: B21B 45/02, C21D 1/02
Мітки: пристрій, охолодження, прокату, рухається
Формула / Реферат:
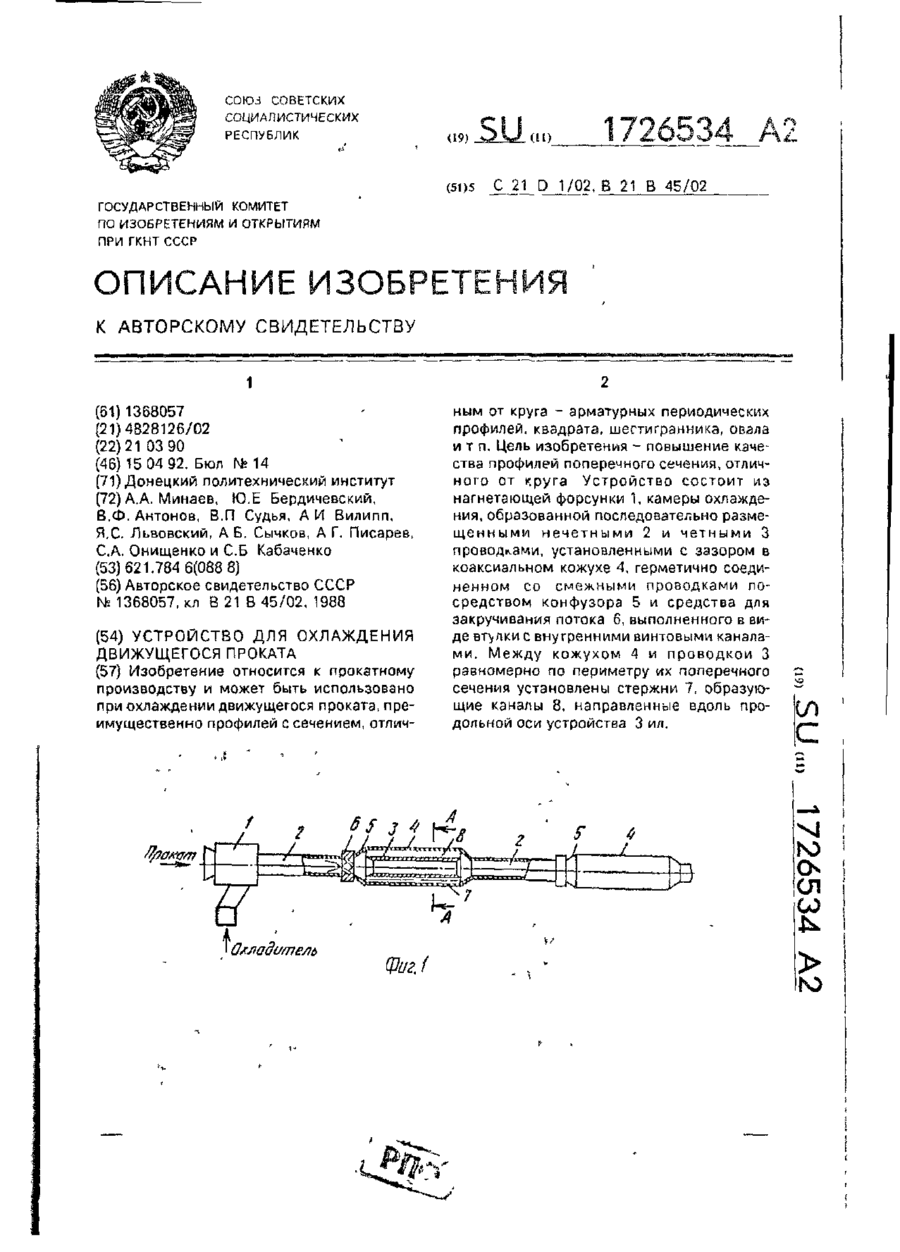
Формула изобретения Устройство для охлаждения движущегося проката по авт. св. № 1368057, отличающееся тем, что, с целью повышения качества профилей поперечного сечения отличного от круга путем повышения равномерности охлаждения их по периметру, оно снабжено продольными перегородками, установленными между направляющей проводкой и кожухом с образованием между ними каналов, параллельных продольной оси устройства.
Пристрiй для охолодження сортового прокату
Номер патенту: 8046
Опубліковано: 26.12.1995
Автори: Мінаєв Олександр Анатолійович, Следнєв Володимир Петрович, Біліченко Сергій Олексійович, Бердічевський Юрій Євгенович, Сердюк Генадій Анатолійович, Сайгаков Анатолій Авраамович, Чередниченко Анатолій Лукич, Сафонов Володимир Вікторович, Ємченко Юрій Борисович
МПК: B21B 45/02
Мітки: сортового, прокату, пристрій, охолодження
Формула / Реферат:
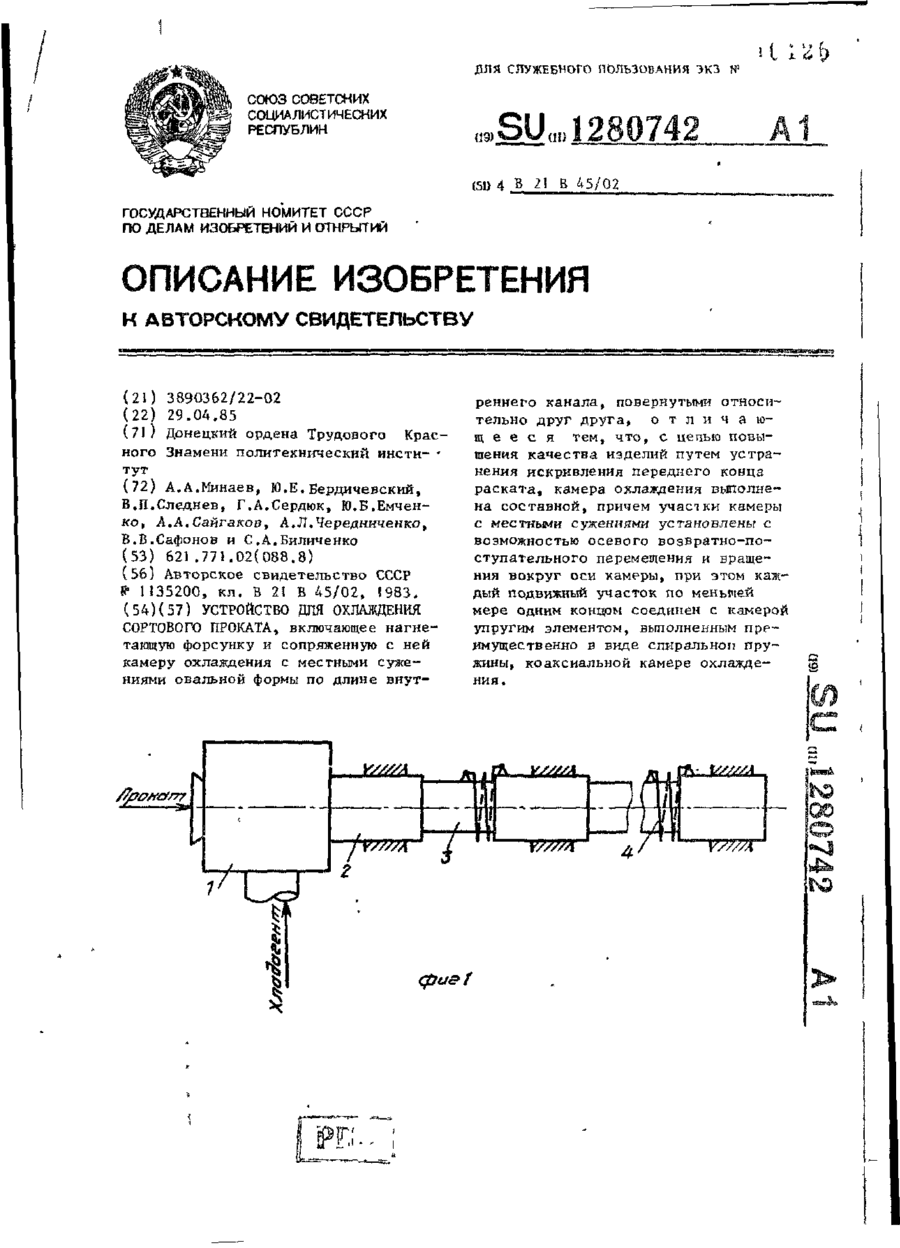
Устройство для охлаждения сортового проката, включающее нагнетающую форсунку и сопряженную с ней камеру охлаждения с местными сужениями овальной формы по длине внутреннего канала, повернутыми относительно друг друга, отличающееся тем, что, с целью повышения качества изделий путем устранения искривления переднего конца раската, камера охлаждения выполнена составной, причем участки камеры с местными сужениями установлены с возможностью...
Пристрій для охолодження прокату
Номер патенту: 6820
Опубліковано: 29.12.1994
Автори: Чернов Євген Іванович, Шевченко Олександр Іванович, Левченко Микола Пилипович, Ремпель Олександр Геннадійович, Педер Тетяна Михайлівна, Нестеров Дмитро Кузьмич, Чабань Григорій Максимович, Бардусов Віктор Миколайович, Тихонюк Леонід Сергійович, Сахно Валерій Олександрович, Сапожков Валерій Євгенович
МПК: B21B 45/02, C21D 1/62
Мітки: пристрій, прокату, охолодження
Формула / Реферат:
(57) 1. Устройство для охлаждения проката, содержащее камеру охладителя, камеру сжатого воздуха, конический диффузор, соединенный соответствующими каналами с указанными камерами, отличающееся тем, что канал подвода сжатого воздуха выполнен в виде стакана, закрепленного одним концом в камере сжатого воздуха, а другим концом в коническом диффузоре, устройство снабжено спиралевидной направляющей сжатого воздуха, установленной с зазором внутри...
Попередній патент: Розетка штепсельного роз’єму
Наступний патент: Побутовий інкубатор
Випадковий патент: Трифазний трансформатор