Пристрій для прискореного охолодження прокату
Номер патенту: 806
Опубліковано: 15.12.1993
Автори: Юнаков Олександр Михайлович, Пілюшенко Віталій Лаврентьович, Горбаньов Аркадій Олексійович, Деркач Дмитро Олександрович, Мінаєв Олександр Анатолієвич, Галюченко Іван Миколайович, Швердін Сергій Мітрофанович, Бердічевський Юрій Євгенович, Онищенко Сергій Олександрович, Кабаченко Сергій Борисович

Формула / Реферат
1. Устройство для ускоренного охлаждения проката, преимущественно арматуры и катанки, содержащее камеру охлаждения с местными внутренними сужениями по длине камеры, выполненными в виде изогнутых плоских пружин, установленных по периметру камеры с перекрытием одна другой, выпуклостью к продольной оси камеры, при этом конец пружины с входной стороны камеры закреплен в камере, а второй конец установлен свободно, отличающееся тем, что оно снабжено установленными в каждом местном сужении втулками, выполненными с возможностью перемещения в осевом направлении, свободные концы пружин размещены на внутренней поверхности втулок, причем внутренняя поверхность втулок, контактирующая с пружиной, выполнена конической, а конец пружины с входной стороны камеры закреплен шарнирно.
2. Устройство по п. 1, отличающееся тем, что оно снабжено приводом возвратно-поступательного перемещения подвижной втулки.
Текст
Изобретение относится к области прокатного производства, в частности к охлаждению арматурных периодических профилей и катанки в потоке стана. Известно устройство для охлаждения проката, содержащее камеру охлаждения с местными сужениями по длине ее внутреннего канала, выполненными в виде втулок с коническими сужениями и расширениями проходного отверстия [1]. Недостатком данного технического решения является низкая эффективность процесса охлаждения проката. Это объясняется тем, что местные сужения выполнены в виде цельных втулок, имеющих постоянный профиль внутреннего канала. Изменение размеров проката, скорости потока охладителя и охлаждения приводит к тому, что изменяются площадь "живого" сечения и гидродинамические параметры потока охладителя. Это снижает эффективность процесса охлаждения и требует повышенного расхода охладителя. При ограниченных возможностях систем подачи и удаления охладителя не всегда обеспечивается требуемая эффективность охлаждения проката. Наиболее близким по технической сущности к предлагаемому является устройство для охлаждения сортового проката, содержащее камеру охлаждения с местными сужениями, установленными по длине внутреннего канала камеры [2]. Однако данное устройство также не позволяет вести процесс охлаждения всего сортамента стана с высокой эффективностью. Это объясняется тем, что задние концы пружин имеют возможность только продольного перемещения и в любой момент времени находятся на одинаковом удалении от оси камеры. При переходе на прокатку другого профилеразмера невозможно изменять геометрические размеры местного сужения, так как жесткое закрепление передних концов и отсутствие возможности вертикального перемещения задних концов, т. е. поворота пружин относительно передних концов, не позволяет изменять расстояния от точки контакта задних концов пружин с камерой до продольной оси камеры. Поэтому местное сужение имеет постоянный поперечный размер, который соответствует только одному профилеразмеру из сортамента стана, и переход по прокату др угого профилеразмера вовлечет за собой снижение эффективности процесса охлаждения. Недостатком этого устройства является то, что невозможно изменять площадь "живого" сечения а ходе прокатки при колебании скорости прокатки, геометрических размеров профиля, неравномерности температуры по длине раската, требующи х оперативного регулирования расхода охладителя. Это не обеспечивает интенсивного тепломассообмена в ходе всего процесса охлаждения. Таким образом не достигается эффективность процесса охлаждения проката. Широкий сортамент проката требует большого количества охлаждающих устройств, обеспечивающих оптимальные параметры процесса охлаждения для конкретного профилеразмера. На замену охлаждающего устройства необходимо время, что ведет к увеличению простоев прокатного оборудования и снижению эффективности производства. В основу изобретения представлена задача усовершенствовать устройство для ускорения охлаждения проката, в котором путем повышения интенсификации тепломассообмена было бы обеспечено эффективное охлаждение и, как результат, стабилизация геометрических, размеров профиля. Поставленная задача решается тем, что устройство для ускоренного охлаждения проката, преимущественно арматуры и катанки, содержащее камеру охлаждения с местными внутренними сужениями по длине камеры, выполненными в виде изогнутых плоских пружин, установленных по периметру камеры с перекрытием одна другой, выпуклостью к продольной оси камеры, при этом конец пружины с входной стороны камеры закреплен в камере, а второй конец установлен свободно, согласно изобретению, снабжено установленными в каждом местном сужении втулками, выполненными с возможностью перемещения в осевом направлении, свободные концы пружин размещены на внутренней поверхности втулок, причем внутренняя поверхность втулок. контактирующая с пружиной, выполнена конической, а конец пружины с входной стороны камеры закреплен шарнирно. Кроме того, устройство снабжено приводом возвратно-поступательного перемещения подвижной втулки. При наличии подвижной втулки у задних концов пружин, контактирующи х с ней, появляется возможность не только продольного перемещения, но и поперечного перемещения относительно оси камеры, что позволяет изменять положение пружин относительно продольной оси камеры. При прокатке другого профилеразмера или при колебаниях технологических параметров необходимо изменять расход охладителя, который зависит от площади "живого" сечения и должен быть для каждого профилеразмера строго определенным. Когда втулка движется, плоские пружины поворачиваются вокруг закрепленных передних концов, и при этом изменяется поперечный размер местного сужения. Подбором оптимального "живого"' сечения для каждого профилеразмера, осуществляемым передвижением втулки, обеспечивается высокая эффективность процесса охлаждения всего сортамента стана. Поверхность втулки, контактирующая с пружинами, должна быть выполнена, например, конической, чтобы при перемещении втулки пружины занимали такое положение, когда диаметр местного сужения, образованного плоскими пружинами, изменяется в пределах от dmin, соответствующего наименьшему профилеразмеру из сортамента стана, до Dmax, соответствующего самому большому профилеразмеру. Скользя по конической поверхности втулки при ее передвижении, задние концы пружин могут либо удаляться от оси камеры, либо приближаться к ней. Расход охладителя при этом будет увеличиваться или уменьшаться соответственно. Это позволяет осуществлять регулир уемую подачу о хладителя на прокат. Благодаря этому, применяя одно устройство, можно осуществлять эффективное охлаждение всех профилеразмеров сортамента стана. Благодаря тому, что конец пружины с входной стороны камеры закреплен шарнирно, пружины могут свободно поворачиваться при скольжении задних концов по конической поверхности втулки. При этом стрелка прогиба пружин остается постоянной в любом положении пружин, т. е. при прокатке каждого профилеразмера из сортамента стана. Это обеспечит надежную работу пружин, которые, деформируясь пропорционально колебаниям гидродинамических параметров охладителя за счет изменения "живого" сечения, компенсируют изменение расхода охладителя при транспортировке через устройство каждого профилеразмера из сортимента стана. Таким образом обеспечивается высокая эффективность процесса охлаждения. На решение поставленной задачи в изобретении направлено также то, что подвижная втулка соединена с приводом возвратно-поступательного движения, которым дополнительно снабжена камера. Это позволяет оперативно перемещать втулку вдоль продольной оси камеры, устанавливая оптимальную для конкретного профилеразмера площадь "живого" сечения, за счет поворота пружин вокруг шарнира. При колебаниях технологических параметров, например, геометрических размеров профиля, и неравномерности температуры по длине раската, что имеет место в реальных условиях, наличие привода обеспечивает передвижение втулки во время прокатки. Этим компенсируются колебания каких-либо параметров, определяющих расход о хладителя, и достигается высокая эффективность процесса охлаждения. Выполненная таким образом конструкция устройства для ускоренного охлаждения проката позволит повысить интенсификацию тепломассообмена при охлаждении раската, обеспечить стабилизацию геометрических размеров профиля и равномерность температуры по длине раската. Сущность предлагаемого изобретения поясняется чертежами. На фиг. 1 изображено устройство для ускоренного охлаждения проката, преимущественно арматуры и катанки, продольный разрез, при охлаждении минимального профиля в сортаменте стана. На фиг. 2 - то же, при охлаждении максимального профиля и сортамента стана. Устройство для охлаждения сортового проката состоит из камеры 1 охлаждения с местными сужениями 2 по длине камеры 1, выполненными в виде изогнутых пружин 3, установленных с перекрытием одна другой, выпуклостью к продольной оси камеры 1. Конец 4 пружины 3 с входной стороны камеры 1 закреплен в камере 1, а второй конец 5 установлен свободно. В каждом местном сужении 2 установлены втулки 6.выполненные с возможностью перемещения в осевом направлении. Свободные концы 5 пружин 3 размещены на внутренней поверхности втулок 6. Внутренняя поверхность втулок 6, контактирующая с пружиной 3, выполнена конической. Конец 4 пружины 3 с входной стороны камеры 1 закреплен шарниром 7. Устройство снабжено приводом 8 возвратно-поступательного перемещения подвижной втулки 6. Устройство работает следующим образом. Перед подачей охлаждаемого проката в камеру 1 осуществляют подачу в нее охладителя под давлением. Охладитель, поступая в камеру 1 в виде сплошного потока, движется с определенной скоростью. После этого осуществляют транспортировку проката через устройство. Прокат, перемещаясь в полости камеры 1, омывается охладителем по периметру и отдает тепло потоку. В местных сужениях 2 скорость потока охладителя увеличивается, а на участках камеры 1 исходного сечения уменьшается. Указанный характер движения потока относительно поверхности проката позволяет достигнуть требуемых для получения высокого качества проката скоростей охлаждения. Скорость потока охладителя в пределах местного сужения 2, суммарный расход охладителя, эффективность использования его охлаждающей способности определяется площадью "живого" сечения в местном сужении 2. Площадь "живого" сечения выбирается в соответствии с сечением конкретного профилеразмера и марки стали проката. Величина этой площади определяется поперечным размером, который изменяется в пределах от d mi n, соответствующего наименьшему профилеразмеру сортамента стана, до Dmax - наибольшему профилеразмеру (Dmax>dmin), поперечный размер местного сужения 2 устанавливается посредством втулки 6, т. к. зависит от ее положения относительно камеры 1. Под воздействием потока охладителя пружины 3 упруго деформируются, образуя местное сужение 2 с определенным поперечным размером. Задние концы 5 пружин 3, установленные на конической поверхности втулки 6, при деформации пружин 3 скользят по ней, а передний конец 4 пружин 3 поворачивается в шарнире 7. При изменении гидродинамических параметров потока пружины 3. деформируясь, пропорционально изменяют площадь "живого" сечения и стабилизируют скорость потока. При переходе стана на прокатку другого профилеразмера осуществляют регулировку положения втулки 6 относительно передних закрепленных в камере 1 концов 4 посредством привода 8. Привод 8 может быть выполнен в виде пневмо- или гидроцилиндра, кривошипно-шатунного механизма, зубчатой пары и т. д. в зависимости от специфических условий конкретного стана. Поверхность втулки 6, с которой контактируют задние концы 5 пружин 3, выполнена, например, конической, что позволяет изменить положение пружин 3 относительно оси камеры 1. При движении втулки 6 (фиг. 1, 2) в направлении шарнира 7 точки контакта задних концов 5 пружин 3 с конической втулкой 6 удаляются от оси камеры 1, и поперечный размер "живого", сечения увеличивается. При движении втулки б от шарнира 7 "живое" сечение уменьшается. Это позволяет для каждого конкретного профилеразмера и марки стали установить "живое" сечение, обеспечивающее эффективное охлаждение за счет интенсификации теплообмена и снижения расхода охладителя. При подаче управляющих воздействий на привод 8 возвратно-поступательного движения втулки 6 от следящей системы можно изменять "живое" сечение местного сужения пропорционально колебаниям геометрических размеров проката в пределах каждого раската, т. в. а масштабе реального времени.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for accelerated cooling of rolled metal
Автори англійськоюMinaiev Oleksandr Anatoliievych, Piliushenko Vitalii Lavrentiiovych, Berdychevskyi Yurii Yevhenovych, Horbaniov Arkadii Oleksiiovych, Shverdin Serhii Mitrofanovych, Yunakov Oleksandr Mykhailovych, Onyschenko Serhii Oleksandrovych, Derkach Dmytro Oleksandrovych, Haliuchenko Ivan Mykolaiovych, Kabachenko Serhii Borysovych
Назва патенту російськоюУстройство для ускоренного охлаждения проката
Автори російськоюМинаев Александр Анатольевич, Пилюшенко Виталий Лаврентьевич, Бердичевский Юрий Евгеньевич, Горбанев Аркадий Алексеевич, Швердин Сергей Митрофанович, Юнаков Александр Михайлович, Онищенко Сергей Александрович, Деркач Дмитрий Александрович, Галюченко Иван Николаевич, Кабаченко Сергей Борисович
МПК / Мітки
МПК: B21B 45/02
Мітки: охолодження, прискореного, пристрій, прокату
Код посилання
<a href="https://ua.patents.su/3-806-pristrijj-dlya-priskorenogo-okholodzhennya-prokatu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для прискореного охолодження прокату</a>
Пристрій для охолодження прокату, який рухається
Номер патенту: 400
Опубліковано: 30.04.1993
Автори: Пісарєв Олександр Георгійович, Віліпп Олександр Іванович, Антонов Володимир Федорович, Онищенко Сергій Олександрович, Бердічевський Юрій Євгенович, Львовський Ян Семенович, Судья Володимир Петрович, Сичков Олександр Борисович, Мінаєв Олександр Анатолієвич, Кабаченко Сергій Борисович
МПК: C21D 1/02, B21B 45/02
Мітки: прокату, рухається, охолодження, пристрій
Формула / Реферат:
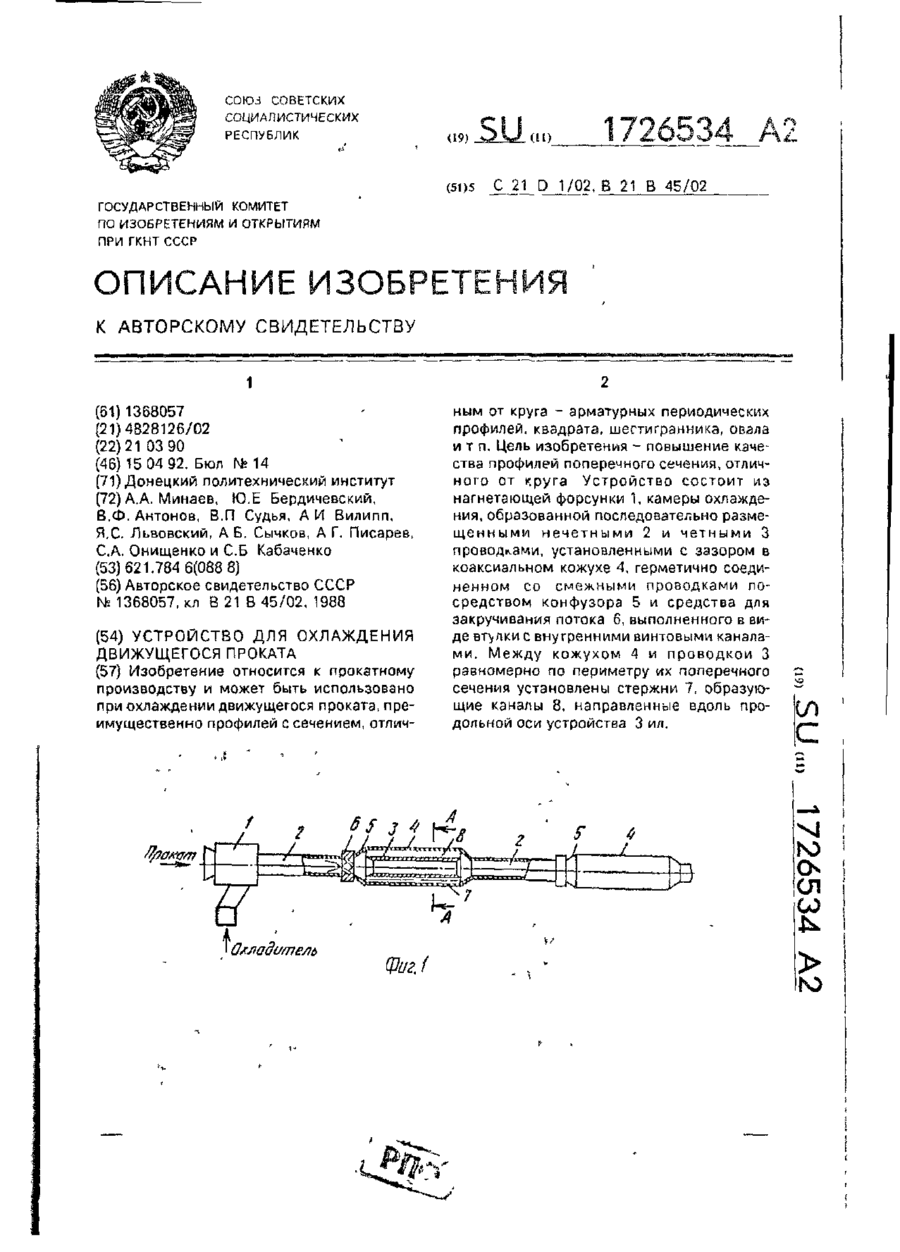
Формула изобретения Устройство для охлаждения движущегося проката по авт. св. № 1368057, отличающееся тем, что, с целью повышения качества профилей поперечного сечения отличного от круга путем повышения равномерности охлаждения их по периметру, оно снабжено продольными перегородками, установленными между направляющей проводкой и кожухом с образованием между ними каналов, параллельных продольной оси устройства.
Спосіб реєстрації температури поверхні прокату та пристрій для його здійснення
Номер патенту: 939
Опубліковано: 15.12.1993
Автори: Бельский Олег Іванович, Брежнєв Леонід Іванович
Мітки: прокату, реєстрації, пристрій, поверхні, спосіб, здійснення, температури
Формула / Реферат:
1. Способ регистрации температуры поверхности проката, заключающийся в измерении и запоминании максимального значения прерываемого сигнала температуры излучения и регистрации температуры, отличающийся тем, что, с целью улучшения качества контроля нагрева металла для станов, работающих с одного подогрева в едином потоке металла с блюмингом, осуществляют идентификацию сигнала температуры поверхности конца прокатки посредством контроля...
Спосіб вироблення листового прокату
Номер патенту: 429
Опубліковано: 30.04.1993
Автори: Міллєр Віктор Вікторович, Антипенко Валентин Григорович, Мочонов Валерій Георгійович, Тарасов Віктор Іванович, Паталаха Анатолій Кузьмич, Локтіонов Петро Якович, Крицький Володимир Леонідович
МПК: B21B 1/38
Мітки: вироблення, спосіб, прокату, листового
Формула / Реферат:
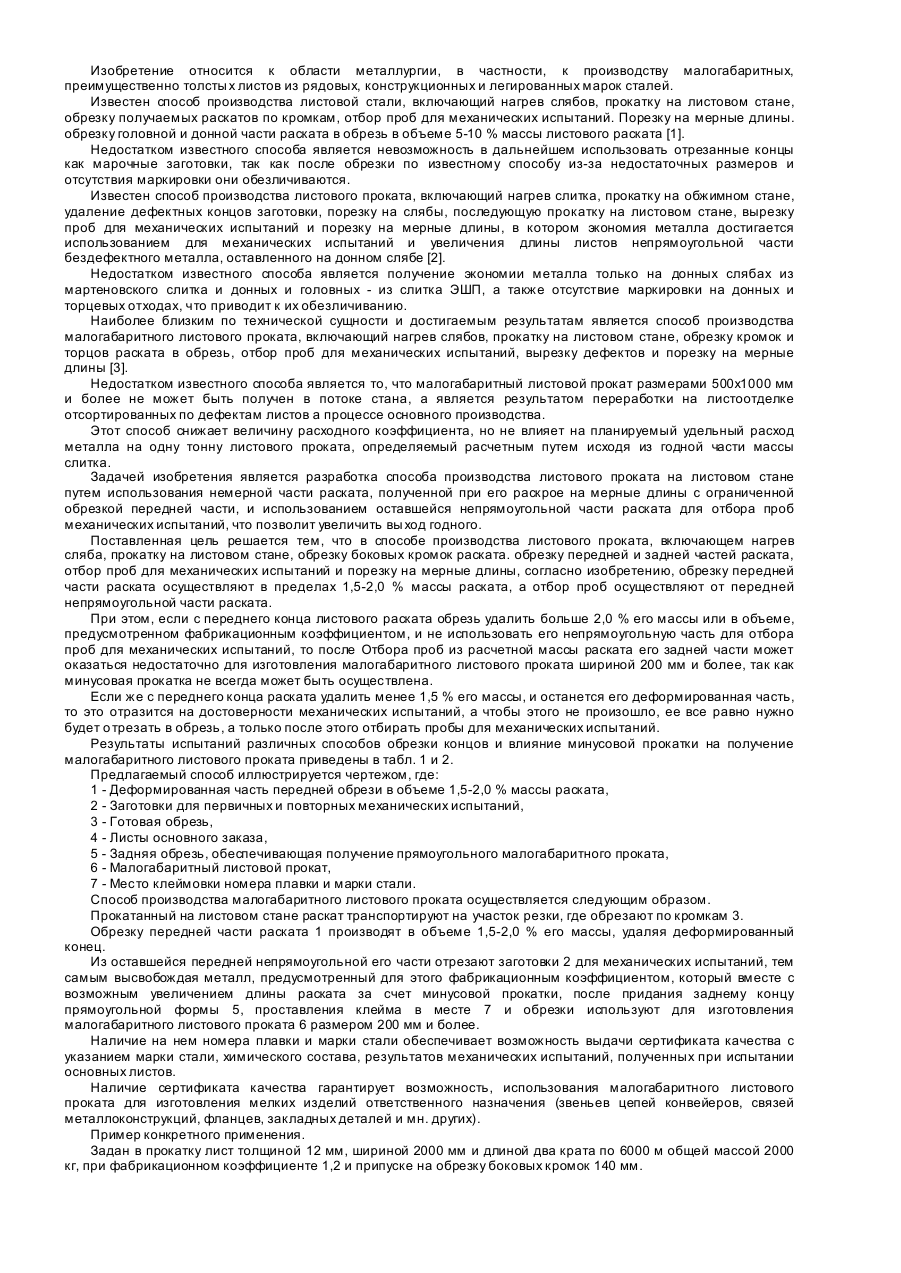
Способ производства листового проката, включающий нагрев сляба, прокатку на листовом стане, обрезку боковых кромок раската, обрезку передней и задней частей раската, отбор проб для механических испытаний и порезку на мерные длины, отличающийся тем, что обрезку передней части раската осуществляют в пределах 1,5-2 % массы раската, а отбор проб осуществляют от передней непрямоугольной части раската.
Пристрій для гарячого навивання пружин із прутка
Номер патенту: 214
Опубліковано: 30.04.1993
Автори: Балика Григорій Федорович, Шубенко Вільям Якович
МПК: B21F 3/00
Мітки: гарячого, прутка, пружин, пристрій, навивання
Формула / Реферат:
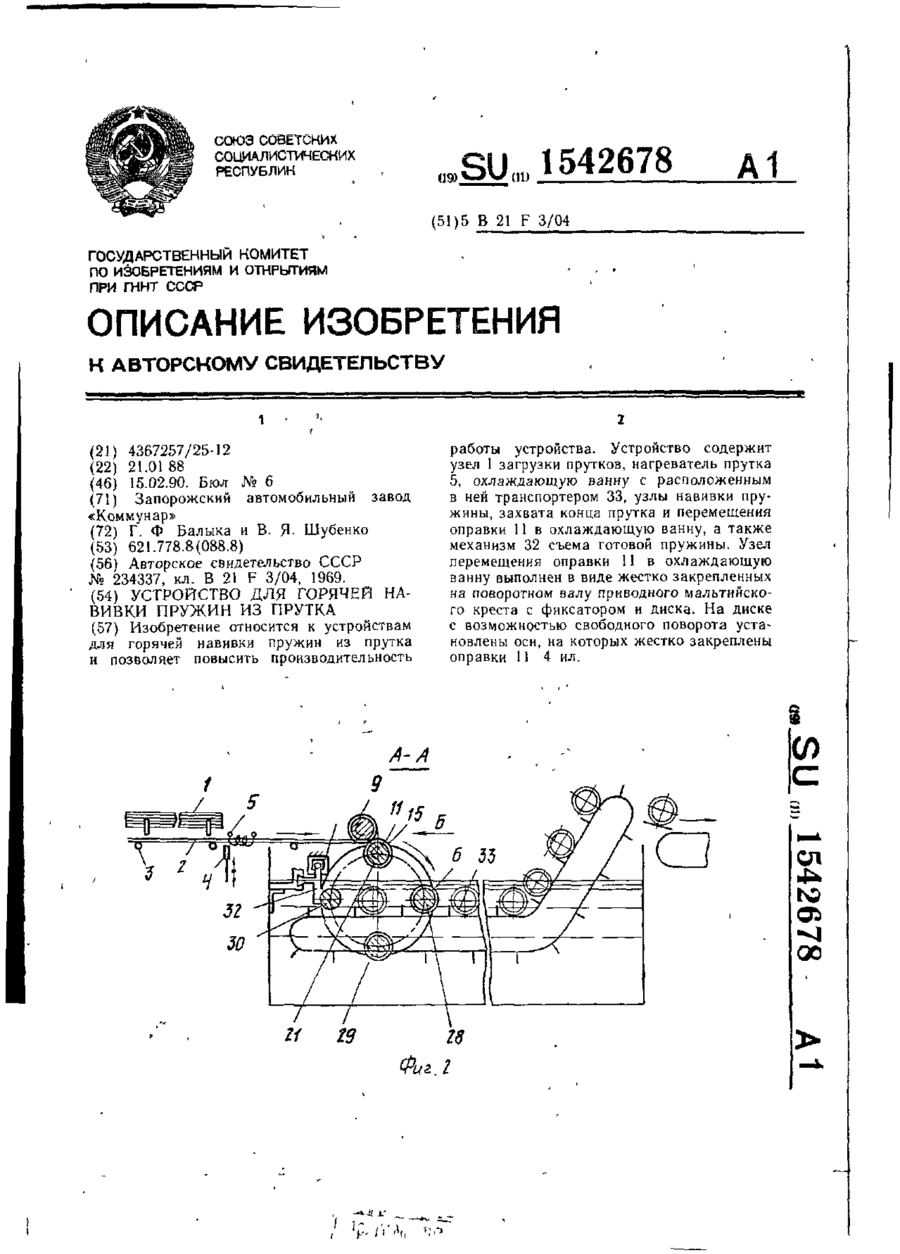
Ф о р м у л а и з о б р е т е н и яУстройство для горячей навивки пружин 25 из прутка, содержащее загрузочное устройство, средство для нагрева прутка, ванну для охлаждения жидкости с установленным в ней транспортером, приводное средство для навивки пружины и транспортировки ее в ванну с охлаждающей жидкостью, включающее оправку, а также узел захвата конца прутка и механизм съема готовой пружины, о т л и ч а ю щ е е с я тем, что, с...
Пристрій для щеплення чубуків
Номер патенту: 475
Опубліковано: 30.04.1993
Автори: Зельцер Євген Веніамінович, Уляницький Петро Імрович, Савін Михайло Олексійович, Смелянський Наум Лейбович, Кулинич Юрій Іванович
МПК: A01G 1/06
Мітки: пристрій, щеплення, чубуків
Формула / Реферат:
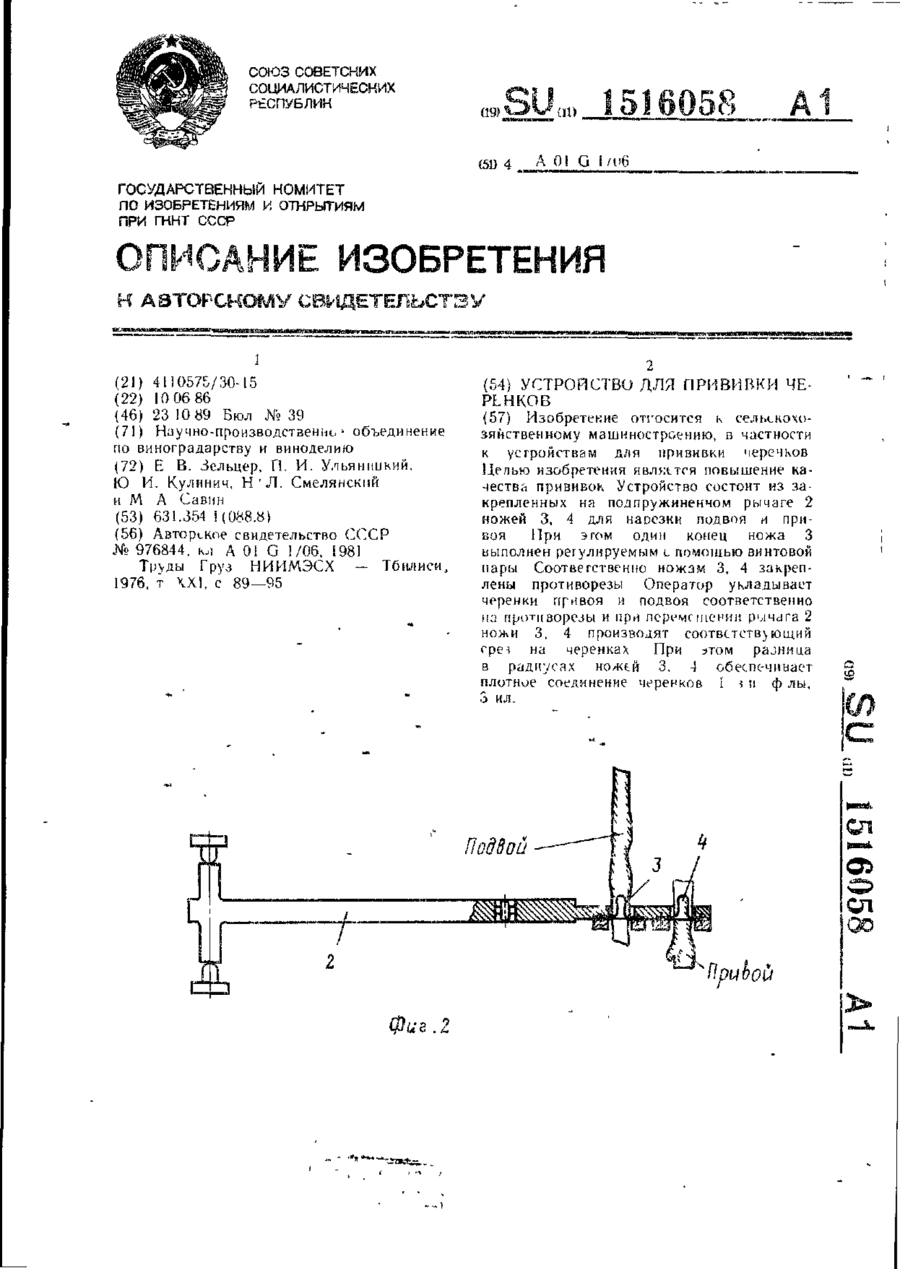
Формула изобретения1. Устройство для прививки черенков, содержащее рычаг, на котором закреплены приводный и подвойный омегообразные ножи, отличающееся тем, что с целью повышения качества прививок, по крайней мере один конец одного из ножей закреплен с возможностью перемещения оси симметрии ножа, причем регулируемый нож выполнен из упругого материала.2. Устройство по п.1, отличающееся тем, что регулирующий конец подвойного ножа...
Попередній патент: Вільнопоршневий воднево-кисневий дизель
Наступний патент: Агрегат для пресування цегли
Випадковий патент: Спосіб сортування та переробки твердих побутових відходів