Спосіб нанесення стійкого захисного покриття на формоутворюючі деталі прес-форм для лиття під тиском
Номер патенту: 43639
Опубліковано: 17.12.2001
Автори: Коваленко Дмитро Васильович, Коваленко Василь Опанасович, Коваленко Ігор Васильович
Формула / Реферат
Спосіб нанесення стійкого захисного покриття на формоутворюючі деталі прес-форм для лиття під тиском, що включає термічне нанесення цього покриття, який відрізняється тим, що покриття наносять - плакують порошком металевого сплаву на формоутворюючі деталі з маловуглецевої сталі методом гарячого ізостатичного пресування в газостаті при температурі 1200°С і тиску 100 МПа з наступним інтерметалевим зміцненням.
Текст
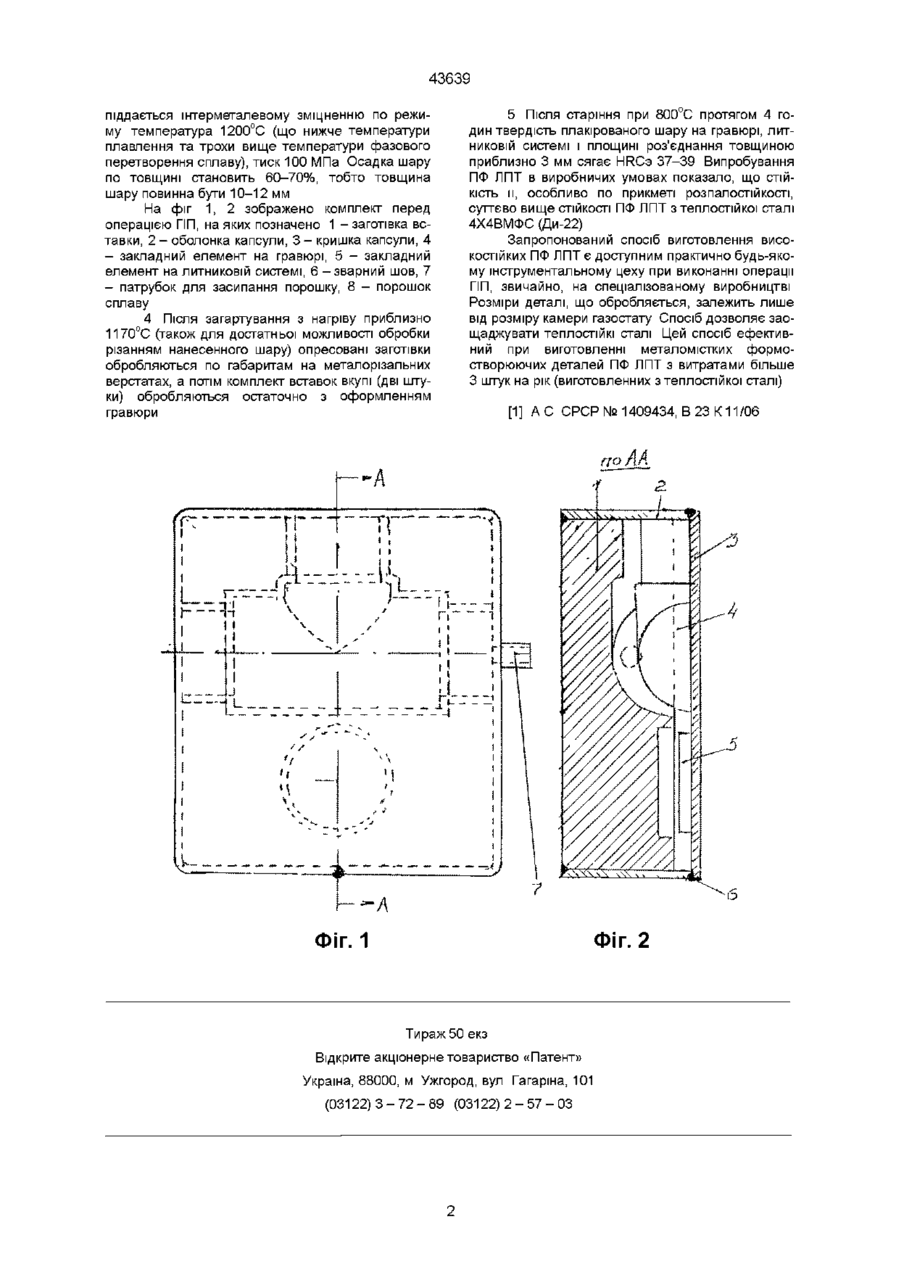
Спосіб нанесення стійкого захисного покриття на формоутворюючі деталі прес-форм для лиття під тиском, що включає термічне нанесення цього покриття, який відрізняється тим, що покриття наносять - плакують порошком металевого сплаву - на формоутворюючі деталі з маловуглецевої сталі методом гарячого ізостатичного пресування в газостаті при температурі 1200°С і тиску 100 МПа з наступним штерметалевим зміцненням Винахід відноситься до інструментального виробництва, наприклад для виготовлення пресформ для лиття під тиском (ПФ ЛПТ) металевих сплавів з створенням на формостворюючих деталях ПФ ЛПТ стійких захисних покриттів, які збільшують термін їх експлуатації Найбільш поширений спосіб нанесення захисних покриттів на формостворюючі деталі ПФ ЛПТ - це хіміко-термічна обробка (ХТО), яка створює СТІЙКІ дифузійні шари покриттів (хромування, ванадіювання, хромоалитування та ш ) Вадою ХТО є мала товщина захисного покриття Відомо про способи нанесення товстих захисних покриттів на деталі ПФ ЛПТ з використанням наплавки і газотермічного напилення Вади цих покриттів - низька якість нанесенного шару (в основному з-за його розплавлення), що неприпустимо для захисного покриття, та значна трудомісткість робіт Окрім того ці способи використовуються для нанесення захисного покриття головним чином на прості форми виробів - площини та тіла обертання Відомо про спосіб [1] нанесення захисного покриття електроконтактною наплавкою порошкових матеріалів, який може бути прийнятий за прототип Вадою цього способу крім вад, властивих вищезгаданним способам, є його прийнятність лише для обробки невеликих виробів з тонким нанесенним покриттям бини кількох міліметрів, що в кінцевому рахунку дозволяє виготовлення ПФ ЛПТ значно більшої Метою винаходу є створення технологічного та ефективного способу нанесення товстих (кілька міліметрів) шарів захисного високостійкого (жаро-, розпало-, зносостійкого) покриття на формостворюючих деталях (вставках) ПФ ЛПТ металевих сплавів, оскільки розпальні тріщини, особливо при ЛПТ мідних сплавів, досягають гли ю СТІЙКОСТІ Вказана мета досягається тим, що захисне покриття на формостворюючі деталі ПФ ЛПТ наносять - плакують гарячим ізостатичним пресуванням (ГІП) в газостаті порошковим металевим сплавом при t 1200°С і тиску 100 МПа, який піддають штерметалевому зміцненню, що дозволяє виконувати його обробку різанням, також забезпечує високу якість (однорідність мікроструктури, відсутність пористості) шару, що наноситься, і міцне його прикріплення до основного металу деталі Технологічний процес, по якому було виготовлено експериментальний комплект вставок до ПФ ЛПТ корпусу паро-водяного клапана Ду 50 з латуні марки ЛЦ40 С складається з слідуючих операцій 1 На двох заготівках з сталі 20 розміром 205x180x70, з'єднаних прихваткою-зваркою, токарною обробкою вирізається гравюра відливки з урахуванням того, що на гравюру буде нанесено плаковано шар сплаву товщиною 5-7 мм 2 Попередньо оброблена вставка (одна з двох) заключається в капсулу-оболонку, котра складається з штаб листової сталі 20 товщиною 4-5 мм та приварених до них закладних елементів, що мають форму випуклої гравюри, а також литникової системи для забезпечення по всій робочій поверхні вставки приблизно одинакової товщини шару покриття, що буде наноситись ЗОВНІШНІ зварні шви повинні бути герметичні 3 Процесе ГІП виконується з використанням порошкового сплаву системи Co-W-Cr-Mo-AI, що со (О со 43639 піддається штерметалевому зміцненню по режиму температура 1200°С (що нижче температури плавлення та трохи вище температури фазового перетворення сплаву), тиск 100 МПа Осадка шару по товщині становить 60-70%, тобто товщина шару повинна бути 10-12 мм На фіг 1, 2 зображено комплект перед операцією ГІП, на яких позначено 1 -заготівка вставки, 2 - оболонка капсули, 3 - кришка капсули, 4 - закладний елемент на гравюрі, 5 - закладний елемент на литниковій системі, 6 - зварний шов, 7 - патрубок для засипання порошку, 8 - порошок сплаву 4 Після загартування з нагріву приблизно 1170°С (також для достатньої можливості обробки різанням нанесенного шару) опресовані заготівки обробляються по габаритам на металорізальних верстатах, а потім комплект вставок вкупі (дві штуки) обробляються остаточно з оформленням гравюри 5 Після старіння при 800°С протягом 4 годин твердість плакірованого шару на гравюрі, литниковій системі і площині роз'єднання товщиною приблизно 3 мм сягає HRCa 37-39 Випробування ПФ ЛПТ в виробничих умовах показало, що СТІЙКІСТЬ її, особливо по прикметі розпалостійкості, суттєво вище СТІЙКОСТІ ПФ ЛПТ з теплостійкої сталі 4Х4ВМФС (Ди-22) Запропонований спосіб виготовлення високостійких ПФ ЛПТ є доступним практично будь-якому інструментальному цеху при виконанні операції ГІП, звичайно, на спеціалізованому виробництві Розміри деталі, що обробляється, залежить лише від розміру камери газостату Спосіб дозволяє заощаджувати теплостійкі сталі Цей спосіб ефективний при виготовленні металомістких формостворюючих деталей ПФ ЛПТ з витратами більше З штук на рік (виготовленних з теплостійкої сталі) [1] А С СРСР№ 1409434, В 23 К 11/06 по Фіг. 2 ФІГ. 1 Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for the application of stable protective coating on forming pieces of press molds for die casting
Автори англійськоюKovalenko Vasyl Opanasovych, Kovalenko Dmytro Vasyliovych, Kovalenko Ihor Vasyliovych
Назва патенту російськоюСпособ нанесения стойкого защитного покрытия на формообразующие детали пресс-форм для литья под давлением
Автори російськоюКоваленко Василий Афанасьевич, Коваленко Дмитрий Васильевич, Коваленко Игорь Васильевич
МПК / Мітки
МПК: C23C 26/00
Мітки: стійкого, деталі, захисного, лиття, тиском, формоутворюючі, прес-форм, покриття, спосіб, нанесення
Код посилання
<a href="https://ua.patents.su/2-43639-sposib-nanesennya-stijjkogo-zakhisnogo-pokrittya-na-formoutvoryuyuchi-detali-pres-form-dlya-littya-pid-tiskom.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення стійкого захисного покриття на формоутворюючі деталі прес-форм для лиття під тиском</a>
Спосіб нанесення захисного покриття
Номер патенту: 30372
Опубліковано: 15.11.2000
Автори: Цвікілевіч Орест Степанович, Степанишин Володимир Іванович, Широков Володимир Володимирович, Василів Христина Броніславівна
МПК: C23C 10/00
Мітки: нанесення, спосіб, захисного, покриття
Формула / Реферат:
Спосіб нанесення захисного покриття, який полягає в дифузійному насиченні виробів зі сталей в розплаві легкоплавкого металу, у який введено елементи покриття, і який відрізняється тим, що як транспортний легкоплавкий метал застосовують літій, а як насичуючий елемент - оксид хрому в кількості 5-7% мас, насичення виконують при 900-1000°С протягом 10-25 год.
Склад для нанесення захисного покриття
Номер патенту: 40360
Опубліковано: 16.07.2001
Автори: Колесник Юрій Романович, Піднебесний Андрій Петрович, Осініна Тамара Павлівна, Обідін Євгеній Олександрович
МПК: C09D 143/00
Мітки: покриття, захисного, склад, нанесення
Формула / Реферат:
Склад для нанесення захисного покриття, який містить поліметил-фенілсилоксанову смолу в органічному розчиннику та наповнювач, який відрізняється тим, що він додатково містить низькомолекулярний полімегил силоксановий каучук при такому співвідношенні компонентів, мас.%:Полімегилфенілсилоксанова смола /502% розчин в органічному...
Спосіб нанесення теплоізоляційного покриття на кокілі для лиття чавунних прокатних валків
Номер патенту: 21317
Опубліковано: 15.11.2000
Автори: Сирота Олександр Олексійович, Філіпов Валентин Семенович, Гольдштейн Леонід Борисович, Балаклієць Ігор Альбінович, Будаг'янц Микола Абрамович
МПК: B22C 23/00, C23C 18/00, B22D 25/00, C23C 20/00
Мітки: теплоізоляційного, лиття, нанесення, кокілі, прокатних, покриття, валків, спосіб, чавунних
Формула / Реферат:
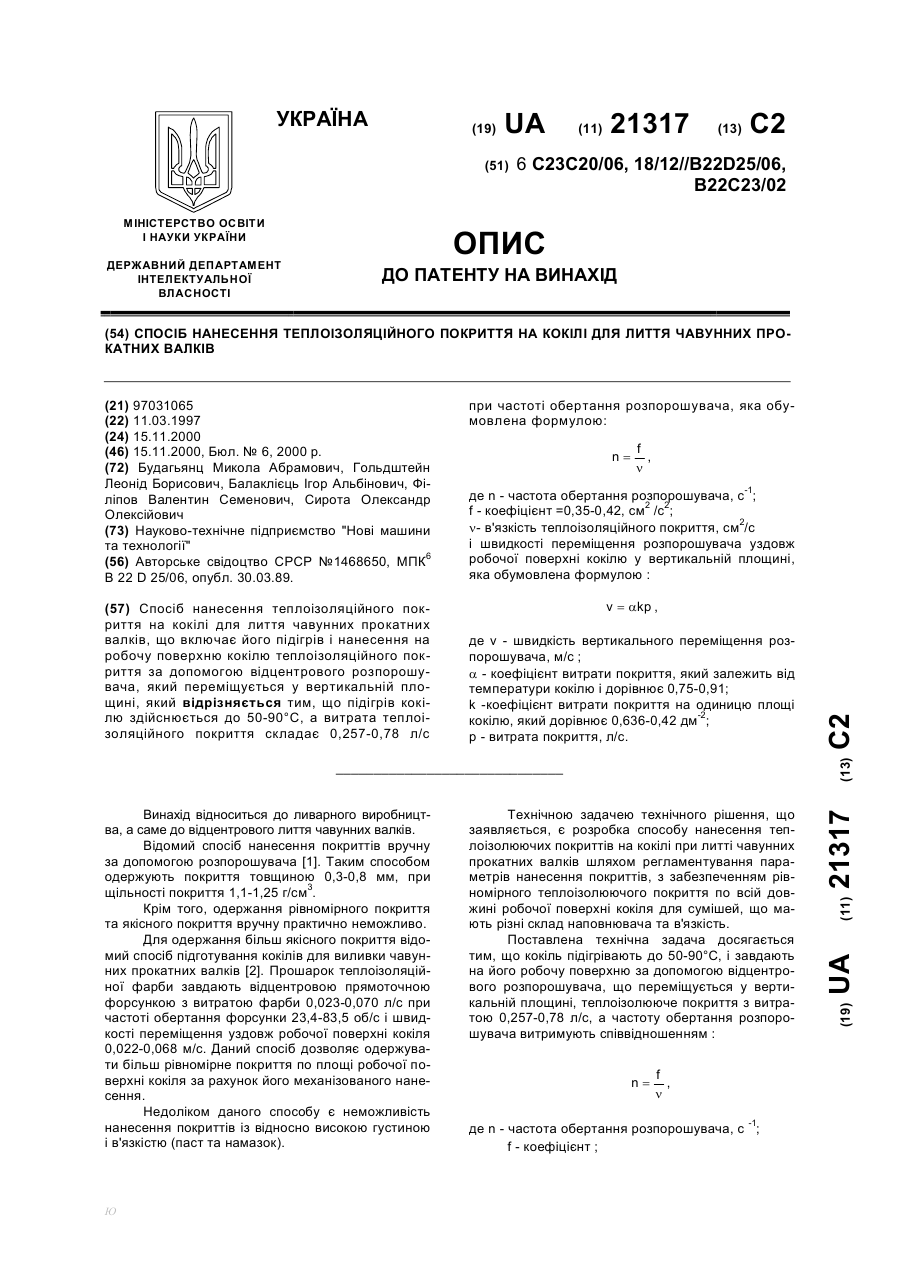
Способ нанесения теплоизолирующих покрытий на кокили при литье чугунных прокатных валков, включающий его подогрев до 50 - 90°C и нанесение на его рабочую поверхность теплоизолирующего покрытия с помощью центробежного распылителя, перемещаемого в вертикальной плоскости, отличающийся тем, что подогрев кокиля осуществляется до 50 - 90°, а расход теплоизолирующего покрытия составляет 0,257 - 0,78л/с при частоте вращения распылителя определяемой...
Склад для захисного покриття та спосіб отримання захисного покриття з використанням цього складу
Номер патенту: 31313
Опубліковано: 15.12.2000
Автори: Малий Микола Андрійович, Вахтангішвілі Павло Лазаревич, Спицький Анатолій Миколайович, Гольц Володимир Сергійович, Домущей Генадій Тимофійович, Зубаткін Віктор Андрійович
МПК: C09D 125/00, C09D 5/08
Мітки: використанням, спосіб, складу, отримання, цього, захисного, покриття, склад
Формула / Реферат:
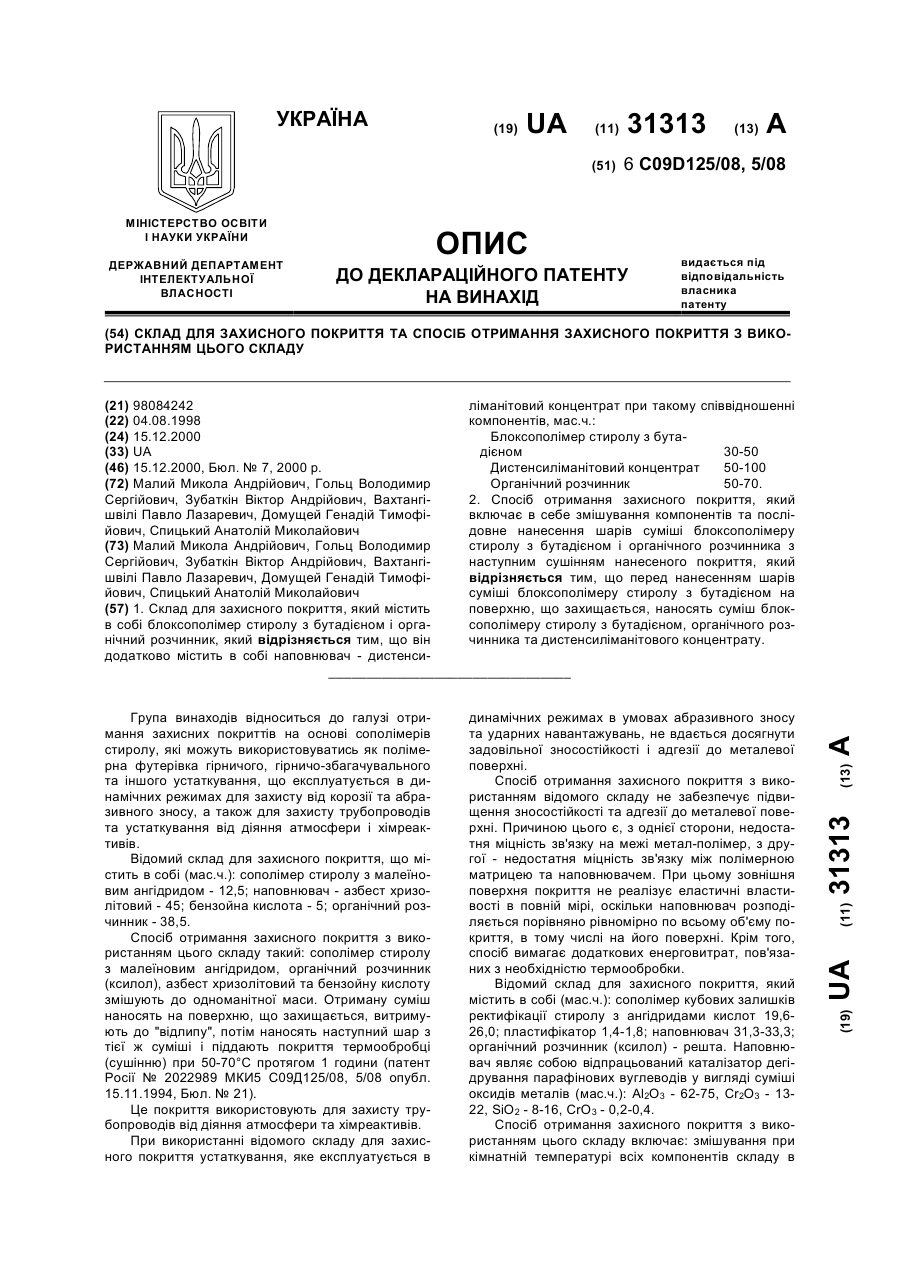
1 Склад для захисного покриття, який містить в собі блоксополімер стиролу з бутадієном і органічний розчинник, який відрізняється тим, що він додатково містить в собі наповнювач - дистенсиліманітовий концентрат при такому співвідношенні компонентів, мас.ч: Блоксополімер стиролу з бутадієном 30 – 50 Дистенсиліманітовий концентрат 50 – 100 Органічний розчинник...
Спосіб нанесення покриття, стійкого проти спрацювання
Номер патенту: 115
Опубліковано: 30.04.1993
Автори: Левін Віктор Володимирович, Зверлін Валерій Григорович, Король Станіслав Миколайович, Пунько Василь Сергійович, Гладченко Олександр Миколайович
МПК: B23K 9/04
Мітки: нанесення, спосіб, спрацювання, стійкого, покриття
Формула / Реферат:
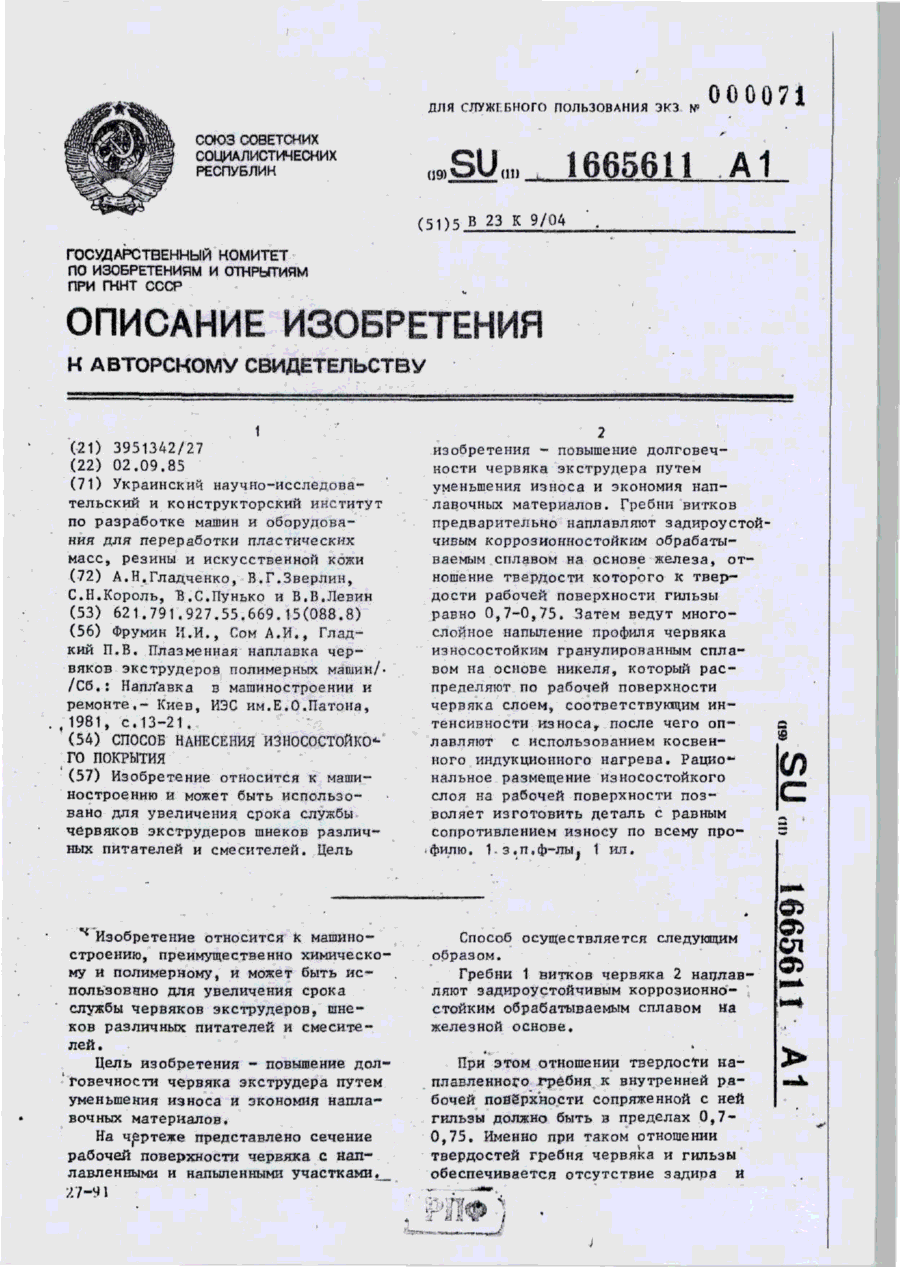
1. Способ нанесения износостойкого покрытия на рабочую поверхность червяка пары червяк - гильза экструдера, включающий наплавку гребней червяка износостойким задироустойчивым сплавом на основе железа с твердостью более низкой, чем у сопряженной с ним гильзы, отличающийся тем, что, с целью повышения долговечности червяка путем уменьшения износа и экономии наплавочных материалов, сплав для наплавки гребней червяка выбирают с твердостью 0,7 -...
Попередній патент: Вітряк
Наступний патент: Спосіб отримання інулінвміcного продукту
Випадковий патент: Польова гоніометрична система